
Fターム[3E061BA01]の内容
2以上の構成要素からなる剛性容器 (6,513) | 罐の全体構造 (402) | ツーピース罐 (204)
Fターム[3E061BA01]に分類される特許
81 - 100 / 204
積層板およびシームレス缶
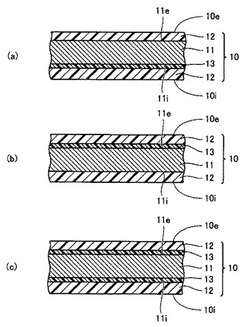
【課題】DI加工における歩留まりが高く優れた成形性を有する積層板、ならびにその積層板をDI加工して得られるシームレス缶を提供する。
【解決手段】本積層板10は、金属板11と金属板の両側に積層されている熱可塑性ポリエステル樹脂フィルム12を含む積層板10であって、金属板11と少なくとも片側の熱可塑性ポリエステル樹脂フィルム12との間に接着層13が形成されており、接着層13にはバインダー樹脂と炭化水素化合物ワックスとが含まれていることを特徴とする。
(もっと読む)
DI缶の製造方法およびDI缶の製造装置並びにボトル缶および缶基体

【課題】肉欠けや胴切れを生じさせることなくDI缶を形成する。また、ボトル缶および缶基体の胴部における缶軸方向上端部が凹む等の変形することを抑制する。
【解決手段】軸線方向に進退可能に支持されたパンチ11と、パンチ11と同軸上に配設された複数のリング状のしごきダイス12〜14とを備え、パンチ11が金属製の有底筒状体Wの内部に挿入されて軸線O方向に前進することにより、有底筒状体Wの外表面を複数のしごきダイス12〜14の内表面により順次しごいて、開口部と、該開口部の缶軸方向下端に連設され缶軸方向下方に延びる胴部とを備え、該胴部の缶軸方向上部は前記開口部より薄肉とされたDI缶を製造するDI缶の製造装置10であって、パンチ11の外表面には、有底筒状体Wの、前記胴部の形成予定部における缶軸方向上端部と対応する位置に、その全周に亙って径方向内側へ凹む凹部が形成されている。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフイルムとして適用できる、製缶における成形加工性に優れかつ低温保管時や移送時の耐衝撃性に優れた絞りしごき缶被覆用フイルム、フイルムラミネート金属板及びフイルムラミネート金属容器を提供することにある。
【解決手段】 水分散型高分子アクリル樹脂からなる被覆層を設けたポリエステル系樹脂フイルムであって、エチレンテレフタレートを主たる構成成分とするポリエステル(A)10〜90重量%と、ポリエステル(A)とは異なる結晶性ポリエステル(B)90〜10重量%とを配合したポリエステル系樹脂からなるフイルムにワックスを500ppm以上含有させており、示差走査熱量計(DSC)における降温時の再結晶化ピーク(Tc2)の半値幅w(℃)と高さh(mW)の比w/hが2.30(℃/mW)以下であること、かつ前記水分散型共重合ポリエステル樹脂の乾燥後のコート層厚みが、500nm〜5000nm厚みの範囲である事を特徴とするポリエステルフイルム。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフイルムとして適用できる、製缶における成形加工性に優れかつ低温保管時や移送時の耐衝撃性に優れた絞りしごき缶被覆用フイルム、フイルムラミネート金属板及びフイルムラミネート金属容器を提供することにある。
【解決手段】 ポリエステル系樹脂からなる基材層に非水性硬化型樹脂からなる被覆層を設けたポリエステル系樹脂フイルムであって、エチレンテレフタレートを主たる構成成分とするポリエステル(A)10〜90重量%と、ポリエステル(A)とは異なる結晶性ポリエステル(B)90〜10重量%とを配合したポリエステル系樹脂組成物からなるフイルムにワックスを500ppm以上含有させており、前記基材層の示差走査熱量計(DSC)における降温時の再結晶化ピーク(Tc2)の半値幅w(℃)と高さh(mW)の比w/hが2.30(℃/mW)以下であること、さらに前記非水性硬化型樹脂の乾燥後のコート層厚みが、500nm〜5000nm厚みの範囲である事を特徴とする絞りしごき缶被覆用ポリエステルフイルム。
(もっと読む)
二重エアゾール容器
【課題】二重エアゾール容器のクリンチの際に、内袋の落下を防止した二重エアゾール容器。
【解決手段】エアゾール容器1本体のビード部2と、マウンテイングカップ3の逆U字溝4内に装着されるガスケット7の間に内袋5を挟み、かつ上方からマウンテイングカップ3をクリンチすることにより、エアゾール容器1内に内袋5を懸吊又は載置する二重エアゾール容器において、クリンチの際に内袋5の落下を防止するため、前記内袋5のフランジ部に代えて、内袋5先端部に、内袋5の胴部の肉厚より、肉厚の厚い落下防止部6を形成すると共に、前記逆U字溝4内に装着されるガスケット7を、ビード部2天面に当接したことを特徴とする二重エアゾール容器。
(もっと読む)
金属板ラミネート用フィルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 熱可塑性ポリエステル樹脂組成物からなり、前記熱可塑性樹脂組成物がポリオキシアルキレングリコール成分に由来する炭素数が2個以上のアルキレンオキサイド単位がポリエステル樹脂組成物の全酸量に対して2〜20モル%含有し、かつ前記フィルムを金属基体上に貼り合わせて存在するフィルムをその融点以上の熱によって再溶融(所謂リメルト処理)後、急速に冷却させた後の熱可塑性ポリエステル樹脂組成物の重量平均分子量(A)が40000を越えることを特徴とする金属板ラミネート用フィルム。
(もっと読む)
缶体の缶胴から蓋体を分離する方法および装置
【課題】缶体の缶胴から蓋体を分離する方法を提供すること。
【解決手段】缶体1の缶胴2を保持して仮固定する工程、二重折り曲げ部4の頂部の表面に接触する仮保持具及び仮保持具に軸支された鋭利な先端を持つ楔材からなる折り曲げ部引き起こし具13を用い、缶体の二重折り曲げ部4の頂部の表面に仮保持具を接触させた状態で二重折り曲げ部4と缶胴2との間に楔材の先端を差し込み、楔材の先端を缶体1の頂部側に引き寄せることにより二重折り曲げ部4を引き起こす工程、および二重折り曲げ部4の頂部の表面に接触する仮保持具及び仮保持具に軸支された鋭利な先端を持つ楔材とからなる蓋体分離具を用い、缶体の二重折り曲げ部4の頂部の表面に仮保持具を接触させた状態で二重折り曲げ部4の先端と缶胴との間に楔材の先端を差し込み、楔材の先端を缶体1の頂部側に引き寄せることにより蓋体3を分離する工程を順に実施して蓋体3を分離する方法。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】熱可塑性ポリエステル樹脂組成物よりなる金属板ラミネート用フイルムであって該フィルムの金属板との接着面側に5〜30nm厚みの範囲の水分散型共重合ポリエステル樹脂を塗布されており、該フイルムと金属板の230℃でのラミネート後の密着強度が6N/15mm以上、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した後の、150℃環境下で2kgの荷重をかけた鋼球を滑走子とする該フイルム表面の動摩擦係数が0.20以下である事を特徴とするものである絞りしごき缶被覆用フイルム。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 上記目的を達成し得た本発明の絞りしごき缶被覆用フイルムは、熱可塑性ポリエステル樹脂組成物よりなる金属板ラミネート用フイルムであって該フィルムの金属板との接着面側に5〜30nm厚みの範囲の水分散型共重合ポリエステル樹脂を塗布されており、該フイルムと金属板の230℃でのラミネート後の密着強度が6N/15mm以上、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した缶よりサンプリングしたフイルムの300%伸張強度が14N〜10N/15mmの範囲にある事を特徴とする絞りしごき缶被覆用フイルム。
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 熱可塑性ポリエステル樹脂組成物よりなる金属板ラミネート用フイルムであって、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した後の、150℃環境下で2kgの荷重をかけた鋼球を滑走子とする該フイルム表面の動摩擦係数が0.20以下である絞りしごき缶被覆用フイルム
(もっと読む)
絞りしごき缶被覆用フイルム
【課題】 2ピース缶用のラミネートフィルムとして適用できる、製缶における成形加工性に優れかつ飲料のフレーバー性に優れた金属ラミネート用フィルム、フィルムラミネート金属板及びフィルムラミネート金属容器を提供することにある。
【解決手段】 上記目的を達成し得た本発明の絞りしごき缶被覆用フイルムは、熱可塑性ポリエステル樹脂組成物よりなる金属板ラミネート用フイルムであって、金属基体上に貼り合わせて存在するフイルムをその融点以上の熱によって再溶融(所謂リメルト処理)し急速に冷却させ製缶加工した缶よりサンプリングしたフイルムの300%伸張強度が、14N〜10N/15mmの範囲である絞りしごき缶被覆用フイルム。
(もっと読む)
フィルム貼着金属缶及びその製造方法
【課題】新規な視覚的効果を有する美観・装飾性に優れたフィルム貼着金属缶を提供する。
【解決手段】缶胴体外面となる金属板の表面に接着剤を介して樹脂フィルムが貼着されたフィルム貼着金属缶において、金属板表面側から順に、(A)熱硬化性接着剤層、(B)グラビア印刷インキ層、(C)ポリエステル樹脂フィルム層、(D)オフセット印刷インキ層、及び(E)熱硬化性クリヤー塗膜層が形成されていることを特徴とするフィルム貼着金属缶。
(もっと読む)
空間部形成品
【課題】接合部に圧痕や溶融部が形成されることがなく外観に優れ、十分な強度を有する接合部をそなえた自動車クロージャー部品およびその製造方法を提供する。
【解決手段】成形された2枚の金属パネル2,3を合わせ、金属パネル間に閉塞された空間部または開放部を有する空間部を形成した空間部形成品1であって、合わせた2枚の金属パネルの端部の鍔部5を重合してなる端縁部のうち開放部以外の部位が電磁シーム圧接されていることを特徴とする。
(もっと読む)
耐圧性に優れた缶蓋及びその製造方法
【課題】内圧の異常増大に伴うバックリングの発生を抑制しうる耐圧強度に優れた、薄肉化を可能とする飲料用金属缶の缶蓋とその製造方法を提供する。
【解決手段】コンバージョンプレス加工工程中の、パネルリセス部6及び指掛け凹所11を成形するパネルフォーム成形工程後に、該パネルフォーム成形工程によって生じた強化環状溝3の外側壁3aの真円度の歪みを、該外側壁3aに加工力を及ぼす真円度補正加工によって矯正するものとする。この真円度補正加工は、タブイヤー成形工程、およびレタリング成形工程の任意の1以上の工程において同時に行う。
(もっと読む)
缶蓋のシェルプレス成形方法及びそれに用いるシェルプレス用金型
【課題】高さ方向の中間部の屈曲部4cを介して緩傾斜の下方ウォール部4aと急傾斜の上方ウォール部4bとを有する段付きチャックウォール4を備えた缶蓋の製造のためのシェルプレス成形を、1工程の成形操作で、絞りしわや破断を生じさせることなく高能率に行いうる成形手段を提供する。
【解決手段】 前記チャックウォール4を成形するパンチユニット20側のインナープレッシャースリーブ22を、クッション手段25によって常時下方に弾力的に付勢された独立昇降可能なものとして備えたプレス金型を用い、前記インナープレッシャースリーブ22の下方への弾性付勢力をパンチ力として成形用ブランク1Aに前記チャックウォール4を予備成形したのち、この成形されたチャックウォール4を前記インナープレッシャースリーブ22で上方から弾性的に押圧しながら、これをしわ押さえとして機能させた状態で前記強化環状溝3の深絞り成形を行う。
(もっと読む)
開けやすいパネルを有する缶、開けやすいパネル、およびそのためのパネル
本発明は、リベット構造(7)を介してパネルに接続されたタブ(4)を備える開けやすいパネル(3)を有する缶(1)であって、タブは、掴んで作動させるためのタブ後部(5)、およびタブが作動すると缶を開けるタブ前部(6)を含み、パネルは、少なくともタブ前部の下に、缶の内部圧力によって変形可能なパネル構造(21)を含む缶に関する。  (もっと読む)
(もっと読む)
収納缶並びにその製造方法
【課題】シーム溶接により形成される段差により固定縁部の塗装の剥離を防止する。
【解決手段】円筒状にロールフォーミング成型された鋼板27の両周端部28を互いにシーム溶接して構成され、缶底部に地板が巻締められてなる収納缶であって、最上部に位置する開口部外側に巻き込み突出形成された湾曲形状の固定縁部11と、固定縁部11の下段において外側に突出形成された湾曲形状のビード12とを備え、更に上から積み重ねる一の当該収納缶1におけるビード12に、下側から受ける他の当該収納缶1における固定縁部11を係止させることにより互いに上下に積み重ね可能に構成され、ビード12は、少なくともシーム溶接された周端部28において外側への突出量が低減されてなる。
(もっと読む)
DI缶
【課題】ピンホールの発生を防止しつつ、缶体重量の軽量化を実現すること。
【解決手段】アルミニウム合金の板材に絞りしごき加工を施して形成された有底筒状のDI缶10であって、前記アルミニウム合金の板材Wは、鋳塊に熱間圧延後、中間焼鈍を施すことなく板厚が0.240mm以上0.270mm以下とされ、胴部11は、肉厚が0.095mm以上0.110mm以下とされるとともに引張り強さが340MPa以上410MPa以下とされていることを特徴とする。
(もっと読む)
2ピース缶体用ラミネート鋼板および2ピース缶体の製造方法、ならびに2ピースラミネート缶体
【課題】高い加工度を有し、かつ、樹脂層の剥離と破断のない2ピース缶体に好適なラミネート鋼板および2ピース缶体の製造方法、ならびに2ピースラミネート缶を提供する。
【解決手段】図1に示す製造工程により製造され、下記式を満足する加工度の高い2ピース缶体用のラミネート鋼板。この時、ラミネート鋼板を構成するポリエステル樹脂層表面の中心線表面粗さ(Ra)は0.2μm以上1.8μm以下である。
r1≦r、かつ、0.1≦r1/R≦0.25、かつ、1.5≦h/(R−r)≦4
ただし、h:2ピース缶の缶体高さ、r:最大半径、r1:最小半径、R:缶体と重量が等価となる成形前の円状ラミネート鋼板の半径
(もっと読む)
複数品種の缶体の製造方法および缶体の分別装置
【課題】印刷内容の異なる多品種の缶体を効率良く製造する。
【解決手段】金属製材料を筒状の素缶体に成形する基本成形工程(UC、LU、CP、BM、TR)と、前記基本成形工程(UC、LU、CP、BM、TR)で成形した素缶体の外周面に、複数の印刷機(PR1、PR2)を用いて複数品種(A、B)の印刷を並行して行うとともに品種に対応する識別マークを印刷する印刷工程と、前記印刷工程で印刷された複数品種の素缶体(A、B)が混在した状態で缶体の仕上げを行う仕上げ工程(INS、BO、QNF)と、前記仕上げ工程で仕上げられた複数品種の缶体(A、B)に対し、印刷された識別マークを検出して品種を識別し、識別結果に基づいて缶体を品種(A、B)毎に分別する分別工程(STR)とを含むことを特徴とする。
(もっと読む)
81 - 100 / 204
[ Back to top ]