
Fターム[3E061BA01]の内容
2以上の構成要素からなる剛性容器 (6,513) | 罐の全体構造 (402) | ツーピース罐 (204)
Fターム[3E061BA01]に分類される特許
1 - 20 / 204
ボトル型缶の製造方法およびボトル型缶
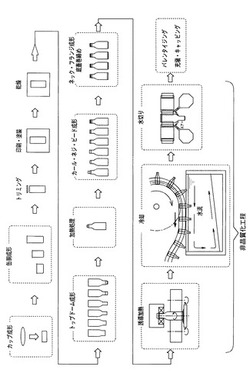
【課題】発泡性ワインなどの腐食性の強い内容物に対しても適用できるボトル型缶を提供する。
【解決手段】被覆金属薄板を打ち抜いて成形したカップから有底円筒体を成形する缶胴成形工程と、前記有底円筒体から肩部および口頸部を成形するトップドーム成形工程と、前記口頸部にカール部およびねじ部および環状ビード部を形成するカール・ねじ・ビード成形工程と、缶胴に底蓋を巻き締める底蓋巻締め工程とを備えるボトル型缶の製造方法において、前記カール・ねじ・ビード成形工程後の缶体に対して、前記口頸部の前記熱可塑性樹脂被膜層を非晶質化させる工程を備えている。
(もっと読む)
二軸延伸ポリブチレンテレフタレートフィルムを含む缶用ラミネート金属板

【課題】大きな変形を伴う深絞り製缶時においても、ピンホールやクラック、破断等の成形不良が発生すること無く、また、耐衝撃性にも優れた飲料缶や食缶などの主要材料として用いられる缶用ラミネート金属板を得る。
【解決手段】
4方向(0°(MD)、45°、90°(TD)、135°)すべての引張破断強度が170MPa以上、引張破断伸度が50%以上200%以下であるOPBTフィルムを金属板の片面、あるいは両面に1層、あるいは2層以上積層する。
(もっと読む)
リシール缶、リシール缶の缶本体及びリシール缶への内容物の充填方法
【課題】キャップが天蓋を筒状部材に二重巻締めしてなる場合に、天蓋との二重巻締めに供される筒状部材の上端(シームポイント)と、天蓋との密着に供される缶胴の上端(シールポイント)との位置関係を保って、安定した生産が可能なリシール缶を提供すること。
【解決手段】キャップ6の筒状部材10は、フランジ部60とねじ部64との間に位置規制部66を有する。位置規制部66は、天蓋12が二重巻締めされる前の筒状部材10を缶胴2の口部4にセットした際に、口部4の周壁に係合することで口部4に対する筒状部材10の下方への移動を規制する。
(もっと読む)
エアゾール容器、そのビード部成形工具及びエアゾール容器製造方法
【課題】温水検査での擬似漏洩を無くすことができ、しかも製造が容易で蓋材の塗料等に対する負担も小さく密封性に優れたエアゾール容器、その製造方法とビード部成形工具を提供する。
【解決手段】マウンテンカップ20をクリンチして取り付けるビード部10は、マウンテンカップをクリンチした状態でその先端部がビード開始部11に接触状態になる閉塞部13と、該閉塞部間に部分的にガス抜き用隙間tを形成するうねり部14からなり、該うねり部14は円周方向中央部の断面形状がクロソイド曲線に沿った曲線面となり、ビード部10の内方に向かって凹み、周方向になだらかに繋がっている。
(もっと読む)
印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆金属缶体
【課題】接着剤層に金属粉末が分散されたものと同等のメタリック感を有する色調が得られ、缶体材料用金属板に対する接着性が阻害されない印刷ポリエステルフィルム及び印刷ポリエステルフィルム被覆金属缶体を提供する。
【解決手段】印刷ポリエステルフィルム1は、缶体材料用金属板11に熱硬化型樹脂系接着剤層4を介して加熱接着されて保護被覆層12を形成する。基体ポリエステルフィルム2の一方の面に顔料を含む樹脂組成物からなる印刷層3が設けられ、印刷層3上に鱗片状ガラス粉末が分散された熱硬化型樹脂系接着剤層4が設けられている。鱗片状ガラス粉末は、表面に金属又は金属酸化物からなるコーティング層を備える。
(もっと読む)
リシール缶及びリシール缶への内容物の充填方法
【課題】充填後から密封までに要する時間を短くして生産性を向上することが可能であると共に、密封前の缶構成部材を小さい占有スペースで安定して保管することが可能であり、さらには、缶胴へのデザインの柔軟性を高めることができる、リシール缶及びリシール缶への内容物の充填方法を提供すること
【解決手段】リシール缶1は、上側にネック部5を有していて上下方向に貫通した肩部材3と、ネック部5に再栓可能に装着される閉栓部材4と、肩部材3の下側に二重巻締めされる底付きの缶胴2と、を備える。肩部材3は、二重巻締めされる前の状態において閉栓部材4を下側から受け入れ可能に構成される。肩部材3の内面は、閉栓部材4を受け入れた際に閉栓部材4に支持される支持受け面42aを有し、閉栓部材4の外面は、支持受け面42aを支持する支持面50aを有する。肩部材3と閉栓部材4との積み重ねができるように、支持受け面42aと支持面50aとを互いに面接触する相補的な形状に形成する。
(もっと読む)
合成樹脂製カップ容器
【課題】 本発明は、フランジを有するカップ状容器において、飲用時のフランジに起因する飲み難くさや違和感の問題を解消することを技術的課題とするものである。
【解決手段】 合成樹脂製カップ容器において、カップ本体とフランジ体の2つの部材を有し、カップ本体は有底筒状で筒状の側周壁の下端部に底部を連設した部材であり、フランジ体は筒状の嵌合筒片の上端に外鍔状にフランジを周設した部材であり、嵌合筒片を側周壁の上端部に嵌入組付けし、フランジ体を着脱可能にカップ本体の上端部に液密状に装着した構成とする。
(もっと読む)
液体用容器
【課題】高温下の環境に長時間晒されても、変形が発生しない液体用容器を提供する。
【解決手段】少なくとも表裏の一面に熱融着性樹脂層を有する金属箔あるいは熱融着性樹脂層を有していないステンレス鋼箔を素材として断面が多角形あるいは円形の筒形状である本体部材2と、本体部材の両端開口部に接合される蓋部材3と、蓋部材の少なくとも一方に接合される液体の注入口と排出口を備えた注入口・排出口部材6から構成され、本体部材と蓋部材と注入口・排出口部材とを接合して液体用容器とする。蓋部材の素材はアルミニウム箔とすることが好ましく、本体部材と前記蓋部材の接合はヒートシールであることが好ましい。
(もっと読む)
負圧缶蓋用アルミニウム合金板及びその製造方法
【課題】薄肉化しても、高い成形性と優れた強度を保持しつつ、異方性の均一化が図られ得、且つ缶蓋からのタブ外れが効果的に阻止され得る負圧缶蓋用アルミニウム合金板を提供する。
【解決手段】Mg:0.80〜1.50%、Mn:0.80〜1.20%、Fe:0.40〜0.60%、Si:0.20〜0.40%、及びCu:0.15〜0.25%を含み、且つMn/Fe=1.5〜2.5及びMg/Mn≧1.0を満足するアルミニウム合金からなる、板厚:0.22〜0.25mmの塗装焼付け板材であって、45°耳率が1.5〜3.0%、0−180°耳率が1.0〜2.5%であって、式:−0.5%≦(45°耳率)−(0−180°耳率)≦1.5%を満足し、更に圧延方向に対して0°の方向における、引張強さが270〜300MPa及び耐力が240〜270MPaとなるように構成した。
(もっと読む)
液体用容器
【課題】高温下の環境に長時間晒されても、変形が発生しない液体用容器を提供する。
【解決手段】少なくとも表裏の一面に熱融着性樹脂層を有する金属箔あるいは熱融着性樹脂層を有していない金属箔を素材とし、断面が多角形あるいは円形の筒形状である本体部材2と、前記本体部材の両端開口部に接合される蓋部材3、または深絞り加工した有底の本体部材と、前記本体部材の開口部に接合される蓋部材から構成され、前記の本体部材と蓋部材とを接合して液体用容器とする。
(もっと読む)
収納容器、収納容器による収納方法
【課題】グリースのように温度低下による熱収縮が生じる物体を充填する際に、容器本体が内側に凹んでしまうのを防止する。
【解決手段】缶底部に地板が巻締められているとともに最上部に開口部2が形成されている缶胴体5内にグリースを充填して、開口部2を天蓋7により閉蓋することによりこれを収納するグリースの収納方法であって、缶胴体5における開口部2外側に巻き込み突出形成された湾曲形状の固定縁部3に周縁溝部9を重ねるとともに、周縁溝部9から延設された複数のラグ21により固定縁部3を被包するようにして係止して開口部2を閉蓋し、周縁溝部9において、パッキンを非充填とするとともに頂部より内側の部位において突出された突出部11を固定縁部3に接触支持させることにより当該周縁溝部9と固定縁部3との間に空洞26を形成するようにして閉蓋する。
(もっと読む)
二重巻締用缶蓋
【課題】薄肉の缶蓋材を用いた二重巻締め缶においても、十分な密封性を確保することができる二重巻締用缶蓋を提供する。
【解決手段】二重巻締用缶蓋10のカール部15は、巻締められた際にカバーフックラジアス45、カバーフック46に相当するカバーフックラジアス部55、カバーフック部56を有して形成されており、カバーフック部56は、その先端から0.2mmの範囲の直線部56aと、直線部56aを除いた先端側に位置する第1湾曲部56bと、第1湾曲部56bとカバーフックラジアス部55との間に位置する第2湾曲部56cとで構成され、第2湾曲部56cの曲率半径R2は0.6mm以上1.1mm以下に形成され、第1湾曲部56bの曲率半径R1は第2湾曲部56cと同じか、それよりも大きく、かつ1.4mm以下に形成されており、カバーフックラジアス部55における曲率半径R3は1.2mm以上2.1mm以下に形成されている。
(もっと読む)
円筒容器の設計方法および円筒容器
【課題】外部からの圧力に対して座屈しない円筒容器の設計方法および前記方法により設計された円筒容器を提供する。
【解決手段】円筒容器に作用する外部圧力に対して座屈しない円筒容器を設計する際に、円筒容器に作用する外部圧力Po(MPa)、円筒容器の内部圧力Pi(MPa)に対して、円筒容器胴部の直径D(mm)、円筒容器胴部の長さL(mm)、円筒容器胴部の基材の板厚t(mm)、ヤング率E(MPa)及び降伏強度YP(MPa)を、下式を満足するよう決定することを特徴とする円筒容器の設計方法。Po−Pi≦0.0232(t2・E・lnYP・D−1・L−1)−0.042
(もっと読む)
飲料用アルミニウム缶蓋
【課題】シーリングコンパウンドのはみ出しがなく、密封性を確保可能な飲料用アルミニウム缶蓋を提供する。
【解決手段】円筒状の缶胴に二重巻締めされる飲料用アルミニウム缶蓋であって、円板部と、カウンターシンクおよびチャックウォールと、前記缶胴の開口端部を覆うカール部と、このカール部の内面にシーリングコンパウンドを塗布してなるシーリングコンパウンド層とを有し、前記カール部を前記円板部とほぼ平行になるように径方向外方に向けて変形させた状態において、前記シーリングコンパウンド層は、前記カール部の端縁部からの幅が0.5mm以上1.5mm以下であるカールクリアランスよりも径方向内方に、所定の塗布幅で形成されており、前記塗布幅は、前記缶蓋の縦断面における前記シーリングコンパウンド層の外周側端部と内周側端部とを結ぶ直線距離が3.0mm以上5.0mm以下である。
(もっと読む)
耐圧容器
【課題】容器本体のフランジと蓋との間シール性に優れており、硬式テニスボールが加圧封入されたテニスボール容器として好適な耐圧容器を提供する。
【解決手段】耐圧容器は、底部が閉じ、上部が開放した有底円筒状の容器本体1の上部の開口部に蓋2が二重巻き締めにより固着され、第1のシール剤3及び第2のシール剤4でシールされたものである。容器本体1はPET製であり、蓋2はアルミニウム製である。内環部2bの下面に第1のシール剤3を塗布すると共に、フランジ1fの下面に第2のシール剤3を塗布し、二重巻き締めする。
(もっと読む)
耐圧容器
【課題】容器本体のフランジと蓋とを巻き締めしてなる耐圧容器において、該フランジの耐久性を向上させる。
【解決手段】耐圧容器は、底部が閉じ、上部が開放した有底円筒状の容器本体1の上部の開口部に蓋2が二重巻き締めにより固着され、第1のシール剤3及び第2のシール剤4でシールされたものである。容器本体1はPET製であり、蓋2はアルミニウム製である。容器本体1のフランジ1fの蓋2との重なり面に金属製の被覆層9を設けてある。内環部2bの下面に第1のシール剤3を塗布すると共に、フランジ1fの下面に第2のシール剤3を塗布し、二重巻き締めする。
(もっと読む)
ホログラム付缶
【課題】缶体強度を低下させることなくホログラムが形成されるホログラム付缶を目的とする。
【解決手段】ホログラム付缶(1)は、金属製缶体(10)の表面に樹脂による透明層(12)を最外層とする複数の層または単数の層が設けられ、前記透明層(10)の外面または内面にホログラムを現出させる微細凹凸(12a)が形成されている。また、前記透明層(12)と缶体(10)との間に、有色層(11)およびベースコート層の少なくとも一方の層が形成されている。
(もっと読む)
缶の二重巻締め部構造
【課題】薄肉の缶蓋材を使用して、確実に密封性を確保し得る強度を有する缶の二重巻締め部構造を提供する。
【解決手段】板厚が0.235mm以下の蓋材が用いられ、チャックウォール24の上端からボディーフック22の折り返し部分を覆うシーミングパネル25が連続し、その外周縁から下方に向けて延びるシーミングウォール28が配置され、その下端縁から連続するカバーフック31がボディーフック22と胴体部3との間に下方から入り込んでなり、カバーフック31の上端よりも上方であって缶蓋23のシーミングウォール28の上部およびその内周側に位置する缶胴21のボディーフック22の上部のそれぞれに、内周面の上方側が小径となる段差部32,33が、半径方向の突出量が蓋材の板厚の1/16以上1/2以下となるように形成されている。
(もっと読む)
金属製の有底又は密閉容器の製造方法
【課題】二次電池などの密閉型電池に使用可能な、耐変形能と耐久性に優れた金属製の有底又は密閉容器の生産性に優れた製造方法を提供する。
【解決手段】両端が開放した有限長の金属管よりなる筒形胴体の片端又は両端の金属管壁にプレス加工を施して当該管壁に対して垂直かつ外側に伸びるフランジ部を形成した後、当該フランジ部の上に金属製の底板又は底板と蓋板を載置し、前記フランジ部と底板又は底板及び蓋板をレーザー溶接により接合する。有限長の金属管よりなる筒形胴体としては、角形胴体が好ましい。また、前記底板又は底板と蓋板としては、その全周側端部から容器の底部又は底部と蓋部を形作っている平面部へ容器の内側に向かう面を介して繋がった形状を有したものであることが好ましい。
(もっと読む)
缶本体の製造装置
【課題】缶本体にエンボス加工等の加工を均一に施すことができ、かつ、加工精度を確保するための調整作業を簡便かつ高精度に行える缶本体の製造装置を提供する。
【解決手段】有底筒状の缶基体の内側に挿入される片持ち支持の第1回転体21と、前記缶基体の外側に配置されて、前記第1回転体21に接近離間可能とされた第2回転体22と、を備え、前記第1回転体21の外周面と前記第2回転体22の外周面とで前記缶基体の胴部を挟み込んだ状態で、前記第1回転体21及び前記第2回転体22が回転することにより加工が施され、缶本体が作製される缶本体の製造装置であって、前記第1回転体21の回転軸線C1及び前記第2回転体22の回転軸線C2のいずれか一方を、他方に対して傾斜させる調整機構35を備えたことを特徴とする。
(もっと読む)
1 - 20 / 204
[ Back to top ]