
Fターム[3E078BC06]の内容
紙の機械的加工;段ボール製造機 (1,242) | 最終成形物の用途 (147) | 紙ナプキン、ティッシュ等 (40)
Fターム[3E078BC06]に分類される特許
1 - 20 / 40
トイレットロールの製造方法及びトイレットロール製品

【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した複数の一次原反ロールを、ワインダーにて、積層した後、薬液付与、エンボス付与、製品径への巻き取りを行ないログを製造することとし、その際に、薬液付与された積層連続シートの外面に連続保護シートを積層した状態として、エンボス付与を行なう。
(もっと読む)
トイレットロール製品の製造方法及びトイレットロール製品

【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した複数の一次原反ロールを、ワインダーにて、積層した後、薬液付与、エンボス付与、製品径への巻き取りを行ないログを製造することとし、その際に、薬液付与をロール転写にて行なうとともに、薬液付与に起因する汚物を除去しつつエンボス付与を行なう。
(もっと読む)
プライボンディング用凸エンボス加工ロール
【課題】 プライに接着強度の高いエンボス加工を施すとともに、エンボス加工により生じる紙粉の排出を容易にしてエンボス凸部間の目詰まりを防止できるプライボンディング用凸エンボス加工ロールを得る。
【解決手段】 ロール本体2の外周面に、ロール本体回転方向Rに対し斜めに横切る直線状のエンボス凸部3とエンボス溝部4とをロール本体回転方向Rに沿って交互に設け、複数枚重ねた衛生用紙にエンボス加工を施して一体化するプライボンディング用凸エンボス加工ロールであって、エンボス凸部3のロール本体回転方向Rに直交する方向のエンボス幅L1を1.5〜4.5mm、ロール本体回転方向Rのエンボス長さL2を2〜5mm、隣接するエンボス凸部3の間隔L3を2〜5mmとし、ロール本体回転方向Rに直交する仮想線K1とエンボス凸部3におけるロール本体回転方向Rを横切る交叉辺3a,3bとのなす角度θ1を25〜70度とした。
(もっと読む)
ティシュペーパーの製造方法及びティシュペーパー製品
【課題】コンタクトエンボス受けロールの紙粉を除去する。
【解決手段】
複数の連続シートをその連続方向に沿って積層して積層連続シートとした後、その積層連続シートを積層連続シートの下方側に配置したコンタクトエンボスロールと積層連続シートの上方側に配置したコンタクトエンボス受けロールとの間を通してコンタクトエンボスを付与して積層一体化するにあたり、コンタクトエンボス受けロールに対してドクターブレードを設置して、コンタクトエンボス受けロールに付着した紙粉を掻き取るようにして除去しつつコンタクトエンボスを付与する。
(もっと読む)
ティシュペーパー製品の製造方法、ティシュペーパー製品及びティシュペーパー製品用の二次原反ロールの製造方法
【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】
抄紙設備で製造した一次原反ロールを、プライマシンにて薬液が付与された二次原反ロールとし、その際に二次原反ロールの巻き取り外周部分を一部薬液非付与の連続シートで構成し、その二次原反ロールを用いてマルチスタンド式インターフォルダで折り畳みティシュペーパー束を得て、そのティシュペーパー束を収納箱に収納してティシュペーパー製品とする。
(もっと読む)
トイレットロール製品の製造方法及びトイレットロール製品
【課題】薬液が付与されたトイレットロール製品を効率良く生産する。
【解決手段】抄紙設備で製造した一次原反ロールJRを、プライマシンにて薬液が付与された二次原反ロールRとし、二次原反ロールRを用いてワインダーにて二次原反ロールから薬液が付与された二次連続シートを巻き出し、二次連続シートに対して流れ方向に所定間隔で二次連続シートの幅方向に沿ってミシン目線を形成し、その後にミシン目線が形成された二次連続シートをトイレットロールの巻き径となるようにまき直して、トイレットロール用のログを製造し、ログをログカッターに移送して、ログカッターにてトイレットロールの幅となるように裁断して個々のトイレットロールとし、トイレットロールを包装設備にて、単数又は複数個を包装袋に収納してトイレットロール製品とする。
(もっと読む)
ロール状衛生用紙の製造方法
【課題】デザインエンボスを形成しても巻き形状がいびつになり難く、美観に優れ、形状の整ったロール状衛生用紙を得られるとともに、簡素かつコンパクトな設備で実施することが可能なロール状衛生用紙の製造方法を提供する。
【解決手段】同一形状の凸模様52が繰り返し配置されてなる凸模様列54が形成され、凸模様列54がロールの軸線Aを中心軸線とする螺旋曲線Cを描くようにロールの外周面56に配置されたエンボスロール50を用い、エンボスロール50を、その軸線Aが長尺原紙の送り出し方向と直交するように配置した状態で、長尺原紙に対して押圧することにより、長尺原紙に、凸模様52に対応する複数のデザインエンボスが形成された長尺衛生用紙を得、長尺衛生用紙をロール状に巻き取るロール状衛生用紙の製造方法。
(もっと読む)
トイレットペーパー
【課題】エンボスを鮮明に付けることができ、得られるエンボスシートが意匠性に優れたものとなるエンボスシートの製造方法にする。
【解決手段】幾何学的柄の凸部郡10と、これよりも少数の凸部21からなる装飾的柄の凸部郡20と、を有するエンボス部材によって、シートにエンボスを付与する。この際、装飾的柄の凸部郡20の高さを、幾何学的柄の凸部郡10の高さよりも、0.01〜1.0mm高くしておく。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】薬液噴霧の有無が容易に切り替えられ、かつ高速運転が可能なティシュペーパー製品用二次原反ロールの製造方法を提供する。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、第一噴霧器から吐出させた薬液の第1の流れと第2噴霧器から吐出させた薬液の第2の流れとを交差させ、より流速の速い前記第1の流れに乗せて、前記積層連続シートに噴霧することにより付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
ティシュペーパー製品用二次原反ロールの製造方法及びティシュペーパー製品の製造方法
【課題】低コストで薬液噴霧を行うことができ、且つ、薬液噴霧の有無を容易に切り替え可能であるティシュペーパー製品用二次原反ロールの製造方法を提供すること。
【解決手段】複数の一次原反ロールJRから繰り出される一次連続シートS11、S12をその連続方向に沿って積層して積層連続シートS2とする積層工程(51)と、積層連続シートS2に対して薬液を噴霧状態で付与する薬液噴霧工程(53)と、積層連続シートS2をティシュペーパー製品の製品幅又はその複数倍幅となるようにスリットするスリット工程(55)と、スリットされた各積層連続シートS2を同軸で巻取ってティシュペーパー製品の製品幅又はその複数倍幅の複数の二次原反ロールRを形成する巻取り工程(56)と、を有するティシュペーパー製品用二次原反ロールの製造方法とする。
(もっと読む)
全ての方向での曲げに対して改善された耐久性を有するフィルム積層体の製造方法および製造装置
【課題】一般的な二次元構造の様な見栄えという積層体の特徴を犠牲にすることなく、穴あけおよび耐引裂伝播性に実質的に害を及ぼすことなく、“物質感”を加えそしてあらゆる方向においてフィルムの剛性および弾性を改善すること。
【解決手段】積層は、2つの層の積層用層を互いに直接接触させそして熱および圧力を適用することによって行われ、そして積層手段を、それにより積層の機械方向に一般に直角をなす方向に延在する連続するまたは不連続な直線的な線で配置された接合領域への接合を制限するように適応させ、そして積層が第一の層を固体状態でその収縮方向に収縮させた後に、それにより第二の層の非接合領域は曲がりそして該収縮方向に直角をなす方向に延在する溝を形成する。
(もっと読む)
エンボス加工ウェブの作製プロセス
エンボス加工ウェブの作製プロセス。前駆体ウェブを成形構造体と静圧プレナムとの間に供給する。成形構造体は複数の離散型突出要素を有する。圧力は、前駆体ウェブを成形構造体の離散型突出要素と適合させるために、前駆体ウェブ及び成形構造体に対して静圧プレナムによって提供されて、エンボス加工ウェブを形成する。得られるエンボス加工ウェブは、開口近位端部を有する複数の離散型伸長要素を有する。 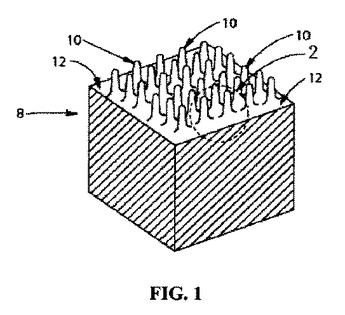 (もっと読む)
(もっと読む)
ロール状衛生用紙及びその製造方法
【課題】デザインエンボスを形成した場合でもロール状衛生用紙の外観がいびつになり難く、美観に優れたロール状衛生用紙を得ることができるロール状衛生用紙の製造方法を提供する。
【解決手段】デザインエンボスを形成する凸模様がロールの外周面に形成されたデザインエンボスロールを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得るロール状衛生用紙の製造方法である。デザインエンボスロールとして、ロールの周方向に沿って同一形状の凸模様52Aが一定のピッチで繰り返し配置されてなる凸模様列54Aを有し、凸模様列54Aがロールの周方向に対して一定の角度θ1で傾斜して配置されるとともに、ロールの幅方向に一定の列間隔で複数列配置されたデザインエンボスロール50Aを用い、デザインエンボスロール50Aを長尺原紙に対して押圧することにより、デザインエンボスが形成された長尺衛生用紙を得る。
(もっと読む)
積衛生薄葉紙の型押し一体化方法及び衛生薄葉紙
【課題】コンタクトエンボス処理にかかる発火、皺、見栄えの悪化等の問題点を改善する。
【解決手段】
ライン流れ方向に回転する凸エンボスロール及びこれを受ける受エンボスロールとでなる一対のエンボス付与装置を用いて、二枚の原紙を積層一体化する衛生薄葉紙の型押し方法において、前記凸エンボスロールにおけるエンボスパターンを、ライン流れ方向に単位凸エンボスによる列が複数列並び、かつ、各列における単位凸エンボスは流れ方向に所定間隔で並び、さらに隣接する各列における単位凸エンボス同士がライン幅方向に重なることなく配置されているものとした衛生薄葉紙の型押し一体化方法。
(もっと読む)
穴開きポリマベルトで製造した、局所坪量の変化するベルトクレープ化吸収性シート
発生期ウェブを、一般に平らな穴開きポリマ系クレーピングベルトを用い、30%から60%の濃度でベルトクレーピングすることにより、吸収性セルロース系シートを形成する。これにより、シートの一方の側に、局所坪量の低い結合部位である網状組織で繋ぎ合わされた、高繊維質で高坪量の中空ドーム形部位を持つシートができる。CDに偏向した繊維配向を示す、上方および内側へ曲がった圧密化繊維質部位が、結合部位とドーム形部位との間に移行領域を形成している。ロール製品とすると、このセルロース系シートは、嵩高さ、ロール硬さ、吸収性、および柔軟性の、驚くべき組み合わせを示す。圧密化繊維質部位は、望ましくは鞍状であり、その外側表面と内側表面の両方にマット化構造を示す。  (もっと読む)
(もっと読む)
凹凸シートの製造装置及び製造方法
【課題】効率的に凹凸シートを製造でき、製造時のエネルギー消費量の低減を図ることもできる凹凸シートの製造装置及び製造方法を提供すること。
【解決手段】本発明の凹凸シートの製造装置は、周面が凹凸形状となっている第1のロール11と、該ロール11の凹凸形状と噛み合い形状の凹凸形状を周面に有する第2のロール12とを備え、第1のロール11の凹部15内に係止材16が配設されている。本発明の凹凸シートの製造方法は、第1のロール11と第2のロール12との噛み合わせ部に第1のシート状物1を噛み込ませて第1のシート状物1を凹凸賦形し、噛み込み時に第1のロール11の凹部15内に押し込まれた第1のシート状物11の一部を該凹部15内の係止材16に係止させて、第1のロール11の周面に凹凸賦形された状態のまま保持しつつ、第2のシート状物2を、第1のロール11における凸部上に位置する第1のシート状物1と接合する。
(もっと読む)
2つ以上のペーパーウェブ又は層を接着によって結合する装置及び方法
2つ以上のペーパーウェブ又は層を接着によって結合する装置であって、紙層N2に接着剤を塗布するようになっている糊付け手段と、該糊付け手段の下流に位置し、より多くの紙層N1、N2;N3を互いにプレスしてそれらの結合を確定させる圧力手段とを備える。前記糊付け手段は、所定の方向F2に沿って前進する前記紙層N2の所定の糊付け区域又は領域に接着剤を塗布する、対応するレリーフR1が設けられる少なくとも1つの本体1を備え、前記圧力手段は、前記方向F2に対して前記糊付け手段の下流に位置し、前記紙層N1、N2;N3に対して、前記糊付け区域又は領域と干渉する圧力区域又は領域に局所的な圧力を加える対応するレリーフR3が設けられるプレッサー3を備え、前記接着剤が、前記圧力領域又は区域のみに対応して前記糊付けされた層N2に浸透するようにする。 (もっと読む)
2枚以上のペーパーウェブ又は層を接着する装置及び方法
2つ以上のペーパーウェブ又は層を接着する装置が、紙層N2に接着剤を塗布するようになっている糊付け手段と、該糊付け手段の下流に位置し、より多くの紙層N1、N2;N3を互いにプレスしてそれらの結合を確定させる圧力手段とを備える。前記糊付け手段は、所定の方向F2に沿って前進する前記紙層N2の所定の糊付け区域又は領域に前記接着剤を塗布する対応するレリーフR1が設けられる少なくとも1つの本体1を備え、該少なくとも1つの糊付け本体1は、糊付けユニットCの最後のローラーである。 (もっと読む)
エンボス加工クレープ紙
【課題】微細なエンボス形状を明確に成形でき、ふんわり感に優れるため、脂分の吸収性能などに優れたエンボス加工クレープ紙を提供する。
【解決手段】クレープ原紙にエンボス加工を施してなるエンボス加工クレープ紙であって、坪量が6〜28g/m2であり、かつ、高低差0.01〜3.00mmで4〜200個/cm2のエンボス形状を有する。
(もっと読む)
凹凸付け部材、およびティッシュ紙ウエブの製造方法
【課題】ティッシュ製紙機械のプレス部分で湿った繊維性ウエブ(1’)に凹凸付けするための技術の提供。
【解決手段】凹凸付け部材は、三次元の織り構造物であって、出っ張り(62)とくぼみ(63)を形作っている。出っ張り(62)は、くぼみ(63)と同様に、繰り返し分布し、幾何学的に同様の小さな多角形の単位表面(64)を形成する。単位表面(64)のそれぞれは、面積aおよび平均深さdのくぼみを複数含む。この発明では、長さの単位をmmで算出するとき、それらのa/dの比が30mmに等しいかそれよりも大きい。ただし、aは1.0〜3.0mm2の範囲、そして、dは0.03〜0.09mmの範囲である。この発明は、また、そのような凹凸付け部材を用いて、クレープ付けしたティッシュ紙ウエブの製法にも関する。
(もっと読む)
1 - 20 / 40
[ Back to top ]