
Fターム[3E078DD09]の内容
紙の機械的加工;段ボール製造機 (1,242) | その他の加工 (187) | エンボス加工 (100)
Fターム[3E078DD09]に分類される特許
61 - 80 / 100
包装用フォイルをサテン仕上げおよびエンボス加工するための装置

【課題】審美的印象を改善し且つ最適な微細構造をもたらす、フォイルのサテン仕上げおよびエンボス加工装置の提供。
【解決手段】金属被覆または表面処理された包装用フォイル9をサテン仕上げおよびエンボス加工する装置が、互いに協働する3つのエンボス・ロールR1、R2、R3を有し、包装用フォイル9は圧を受けて第1と第2、および第1と第3のロールの間を通過する。第1の被駆動ロールR1は、均一な格子として配置された個々の歯5からなる歯の列を有し、他の2つのロールR3、R2は第1のロールとは異なる表面構造を有する。追加のロールの少なくとも1つR3は、第1のロール上の格子とは異なって配置された構造要素11を有する。そのような配置はフォイルの紙基材を効果的に破壊し、表面の特性を改善する。そのような表面は、特にシャドウ・エンボス加工および認証識別フィーチャのエンボス加工に適している。
(もっと読む)
嵩高紙の製造方法

【課題】エンボス加工によって賦形された凹凸形状が、その後の搬送に起因するテンションによって潰れにくくなる嵩高紙の製造方法を提供すること。
【解決手段】含水状態の繊維シートを一方向に搬送しながらエンボス加工を施して該繊維シートを凹凸賦形し、該エンボス加工と同時に又はその後の搬送中に、凹凸賦形された該繊維シートを乾燥させて嵩高紙を製造する。前記エンボス加工による凹凸賦形のパターンとして、凸部及び凹部がそれぞれ搬送方向に沿って延びる凸部列及び凹部列をなすように配置され、該凸部列及び該凹部列が搬送方向と直交する方向に沿って交互に配列された凹凸パターンを用いる。
(もっと読む)
包装用フォイル又は包装上の識別マークの認証のための方法及び装置
【課題】サテン光沢処理とロゴのエンボス加工と共に包装用フォイルにエンボス加工される識別マークの認証のための方法を提供すること。
【解決手段】いくつかの識別マークがパターンとしてオンラインでエンボス加工され、適切な装置で読み取られ画像評価方法によって評価される。したがって適切なエンボス加工装置1は少なくとも2つのエンボス加工用ロール2、3、15、読み取りユニット及び評価ユニットを含み、1つのエンボス加工用ロール2はモータ駆動機構5によって駆動され個別の歯8を有し、これらの歯のうち識別マークをエンボス加工するためのいくつかの歯は異なる形状、高さ、又は表面構造を有し、一方残りの歯はサテン光沢処理するように働き、対合ロール3のうちの1つは円周リング10を備える。そのような方法と装置は先行技術の方法よりもエンボス加工品質に関して相対的に低い要求条件で相対的に単純なエンボス加工装置を可能にする。
(もっと読む)
エンボス加工装置
【課題】しわ及びカールのない状態のエンボス加工された印画物を得ることのできるエンボス加工装置を提供する。
【解決手段】凹凸17が形成された表面を有し且つ加熱手段19を有するエンボスローラ15と、前記エンボスローラ15と対向して配置された対向ローラ16とを備え、前記加熱手段19により加熱された前記エンボスローラ15と前記対向ローラ16との間にシート状の印画物2を挟み込んで前記印画物2に凹凸を付与するエンボス加工装置1において、前記エンボスローラ15と前記対向ローラ16との間の前記印画物2に凹凸を付与する部分の、前記印画物2の送出方向に対する下流側に、前記印画物2の送出方向に沿って延び且つ前記印画物2を略平坦な状態で挿通可能な間隙部28が設けられたカール防止ガイド25を備える。
(もっと読む)
エンボス加工装置、エンボス加工方法、エンボス加工用成型型の組合せ及びシート状の基材
【課題】シート状の基材に形成される突部の意匠的効果及び美観効果を高めるともに、手触り感が良好となるシート状基材のエンボス加工装置等を提供する。
【解決手段】シート状の基材30をエンボス加工するエンボス加工装置10であって、先端が水平面11aに形成された凸部11を有する雄型12と、雄型12の凸部11と噛み合う凹部16底面に傾斜面17が形成された雌型18と、雄型12と雌型18を相対的に移動させて雄型12と雌型18を噛み合わせる移動手段14とを備え、雄型12と雌型18との間にシート状の基材30を設置するエンボス加工装置10により上記課題を解決する。
(もっと読む)
エンボス加工ローラー及びその製造方法
低経費技術でエンボス加工材料の品質を改善しまたエンボス加工装置の機械構成の磨耗を減少させる頂部に丸みを帯びた突起部(P)を得ることができるホブを用いてエンボス加工ローラーの切り込みを得る方法をここに説明する。突起部(P)の形状は歯を有するホブを用いる旋盤の心押し台の間に置かれるローラー(1)の円筒状表面を機械加工することで得られ、断面図における輪郭は図6で図示される突起部の断面図を補足している。図6は機械加工段階で突起部を伴うローラー表面の一部分と突起部の側面を画定する溝を形成する歯(D)を伴うホブの一部分との断面図を示している。図6Aで注目すべきは、ホブの歯の溝が断面図で曲線を成す輪郭を有する。ローラー表面の2つの異なる偏向による二重のホブの通過によって、図5及び図6の突起部が形成される。
(もっと読む)
トイレットペーパ、ティッシュペーパまたは類似の物のような少なくとも2層の平面状の製品のためのエンボス装置
【課題】本発明の課題は、装飾的な模様を施した高品質な平面製品を容易に製造可能である、トイレットペーパ、ティッシュペーパまたは類似の物のような少なくとも2層の平面状の製品のためのエンボス装置を提供することである。
【解決手段】この課題は、それぞれエンボスローラとゴムローラとから形成される少なくとも1つの第1ローラ組と少なくとも1つの第2ローラ組とを有するトイレットペーパ、ティッシュペーパまたは類似の物のような少なくとも2層の平面状の製品のためのエンボス装置により解決される。第1の組のエンボスローラは、そのエンボス面全体にわたって分散して1cm2当たり約20から70個、好適には1cm2あたり45個までの多数のエンボス点を少なくとも1つのウェブ上への平面状のマイクロエンボスのために有する。第2の組のエンボスローラは、そのエンボス面にわたって分散して第1領域と第2領域とを有する。第1領域は1cm2当たり約45から70個の多数のエンボス点を少なくとも1つの別のウェブ上への平面状のマイクロエンボスのために有する。第2領域はエンボス点を有さず、第2領域はエンボス面全体の40%を超えず相互に接続されていない。エンボス装置は少なくとも1つの接着機構を有する。これは第2の組のエンボスローラに隣接して、対応するゴムローラの後に配置されている。これにより、エンボスローラのエンボス点に接着剤が塗布される。エンボスローラは、エンボス加工されたウェブを接合するための隙間を形成して相互に配置されている。ウェブの層を接合するために第1の組のエンボスローラに隣接して接合ローラが配置されている。
(もっと読む)
エンボス加工用組立体
【課題】エンボス加工後に、包装材の帯片が自然に丸まることを抑制する。
【解決手段】包装材の帯片(5)にエンボス加工を施すために各々の回転軸(9、10)を中心にして回転する二つのエンボス加工ローラ(6、7)を設け、エンボス加工を施すとき、包装材をエンボス加工ローラ(6、7)にほぼ正接したエンボス加工面(A)に沿って、エンボス加工ローラ(6、7)のあいだに画成されたエンボス加工通路(13)に供給し、さらに、二つの回転軸(9、10)をエンボス加工面(A)にほぼ平行ではあるが、互いに偏倚させて配置する。
(もっと読む)
連続する多面体エンボス部を形成したブランク板及び該ブランク板からなる紙製品と、ブランク板の製造方法
【課題】 板紙等の少なくとも一部の領域にエンボス加工で連続する多面体の凹凸を付けて装飾効果を高め、且つ前記エンボス加工による紙表面並びに基材層加工面の破損を抑止したブランク板および該ブランク板からなる紙製品と、ブランク板の製造方法を提供する。
【解決手段】 紙層と、熱接着性樹脂層と、基材層とが順次積層されたブランク板からなり、少なくとも一部の領域に構成単位面と、構成単位面同士が接する境界稜線及び境界稜線同士が交わる交差部を有し、前記境界稜線及び交差部は構成単位面に比べて相対的に凹となっており、構成単位面は対向する交差部間で凸部を有し、且つ構成単位面の周方向に隣り合った配列が位相差をなして連続する多面体エンボス部を形成したことを特徴とするブランク板及び該ブランク板からなる紙製品並びに前記ブランク板の製造方法。
(もっと読む)
ロール装置
【課題】エンボスロールの取り外し及び取り付け作業を容易にする。
【解決手段】エンボスロール1,2と、これを支持するフレームとを備えたエンボス装置において、フレームを、固定フレーム12aと、この固定フレーム12aに対して移動可能に取り付けられた可動フレーム12bにより構成し、可動フレーム12bの移動によってフレームが開放され、この開放部分を通路18として、エンボスロール1,2がフレーム内の取付位置から装置外部に取り出される又はエンボスロール1,2が装置外部からフレーム内の取付位置に持ち込まれ取り付けられるように構成する。
(もっと読む)
エンボス加工機
【課題】ロール交換作業が容易であり、かつ、交換作業の作業工数を少なくすることができ、ロール交換による生産性の低下を抑えることができるエンボス加工機を提供する。
【解決手段】エンボス加工された2枚のウエブW1,W2を重ね合わせて積層ウエブW3を形成するエンボス加工機1が、エンボスロール11,21を備えた一対のエンボスユニット10,20と、下方エンボス加工部のエンボスロール11が着脱可能に取り付けられた本体フレーム2と、本体フレーム2の上方に設けられた上方エンボス加工部が取り付けられた上部フレーム3とを備えており、上部フレーム3は、本体フレーム2に下端が軸支されており、下端を支点として上方エンボス加工部か下方エンボス加工部から離間するように揺動させると、下方エンボス加工部の上方に、下方エンボス加工部のエンボスロール11を鉛直上方に通過し得る空間が形成されるように形成されている。
(もっと読む)
エンボスロール
【課題】エンボスパターンの変更の際の時間短縮を図ると共に、保管スペースの縮小化を図ることができるエンボスロールを提供する。
【解決手段】両端が軸受に回動自在に軸支される円筒形状のコア2と、繊維ウエブにエンボスを付与するエンボスパターンが形成され、かつコア2の外周面に着脱自在に取付けられるエンボスプレート3と、を備えたエンボスロール1である。前記エンボスプレート3を、前記コア2の円周方向に対して複数に分割され、かつ前記コア2の外周面に沿うように形成された円弧形状のプレートとし、少なくとも2枚以上のエンボスプレート3,3,…により、前記コア2の外周面を被覆するように構成する。
(もっと読む)
エンボス加工用離型紙の製造装置および製造方法
【課題】 エンボス加工用離型紙を用いてシート状材料にエンボス模様を施すにあたり、エンボス加工用離型紙を繰り返し使用した場合であっても当該エンボス加工用離型紙のエンボス形状の凹凸が平坦化されることを抑制することができ、エンボス模様が施されたシート状材料の意匠性を良好に保つことができるようなエンボス加工用離型紙の製造装置および製造方法を提供すること。
【解決手段】 エンボス加工用離型紙の製造装置は、エンボス形成手段20と、熱硬化性樹脂層形成手段30とを備えている。エンボス形成手段20は、紙層1と当該紙層1の一方の表面に積層された離型層2とを有する離型紙に対してエンボス模様を施す。熱硬化性樹脂層形成手段30は、エンボス形成手段20によりエンボス模様が施された離型紙に対して、当該離型紙の紙層1の他方の表面側に、紙層1のエンボス形状を維持するための熱硬化性樹脂層3を更に形成する。
(もっと読む)
エンボス加工装置及び凹凸面を有した印画物の製造方法
【課題】 処理温度や処理圧力を必要以上に高めずに要求された質感の印画物を得ることができるエンボス加工装置及び凹凸面を有した印画物の製造方法を提供する。
【解決手段】 加圧ローラ20と、表面に凹凸が形成されたエンボスローラ21とで印画物100を挟み込んで印画物100に凹凸を付与する。加圧ローラ20は電動機25、ベルト26及びプーリ27により、エンボスローラ21は電動機32及び減速機構33によりそれぞれ回転駆動される。加圧ローラ20とエンボスローラ21とは互いに異なる周速度で回転駆動され、その周速度差が2%以下に設定されている。
(もっと読む)
ポリプロピレン系積層フィルムおよび成形体
【課題】ホログラムを構成する凹凸が、エンボス加工により容易に形成することができ、かつ、熱シールによる袋加工等の2次加工性に優れる、ホログラム用のポリプロピレン系積層フィルムを提供する。
【解決手段】ポリプロピレン系樹脂よりなる基材層の少なくとも片面に、連続昇温溶出分別法(TREF)による溶出温度−溶出量曲線において、最大ピークのピークトップ温度(Tp)が70〜100℃に存在し、かつ該ピークの半値幅が10℃未満であるプロピレン系共重合体よりなる表面層を積層してなる積層フィルムであって、該表面層の表面にホログラムを構成する凹凸が、エンボス加工により形成されたものであることを特徴とするポリプロピレン系積層フィルムである。
(もっと読む)
雌型または雄型を製造するための方法
エンボス型を回転式の押し抜き装置または輪転印刷機に取り付ける際に取り付け時間を大幅に減少させる必要がある。そのためにエンボス型のうち雌型(A2)か雄型(A3)のいずれかが成形材料によって形成され、当該成形材料は対応するはめ合わせ型によってエンボス加工された後に変形されて硬化される。雌型(A2)においては見当調整部があらゆる方向において所定の移動行程の分だけ均一に移動することによって重複部(A5)が作られる。  (もっと読む)
(もっと読む)
エンボス加工アセンブリ及び製造方法
本発明は、外面に形成された三次元パターンを有するエンボス加工スリーブ、拡張可能インサート、並びに前記エンボス加工スリーブ及び前記拡張可能インサートを載置したドラムを備えるエンボス加工アセンブリに向けられている。本発明は、エンボス加工スリーブ又はエンボス加工ドラムの製造方法にも向けられている。更に、本発明は、電気メッキ方法において、ドラム又はスリーブの表面のメッキ材料の厚さを制御する方法に向けられている。 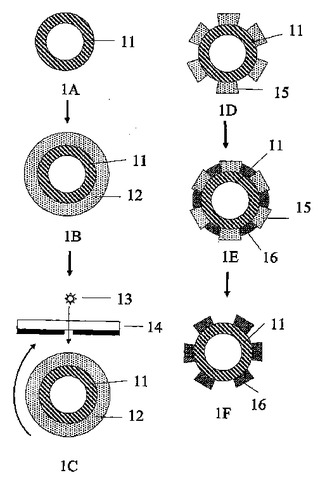 (もっと読む)
(もっと読む)
エンボス加工装置
【課題】 シート状材料に微細凹凸面を確実に形成することができ、その結果シート状材料に付けられる凹凸模様を所望の模様とすることができ、さらに、各凹凸形状間に位置ズレが生じることを抑止することができるエンボス加工装置を提供すること。
【解決手段】 連続的に搬送されるシート状材料Sに凹凸形状の模様を付けるエンボス加工装置は、エンボスロール10と、エンボスロール10の周方向に沿ってこのエンボスロール10に順次当接するよう設けられた複数の受けロール20、21、22とを備えている。複数の受けロール20、21、22は、外周面が剛性となっている第1のグループと外周面が弾性となっている第2のグループとに分けられる。エンボスロール10において、粗い凹凸面と、この粗い凹凸面よりも微細な凹凸形状となっている微細凹凸面とが外周に混在している。
(もっと読む)
エンボス加工クレープ紙とその製造方法
【課題】 微細なエンボス形状を明確に成形でき、ふんわり感に優れるため、脂分の吸収性能などに優れたエンボス加工クレープ紙を提供する。
【解決手段】 クレープ原紙にエンボス加工を施すエンボス加工クレープ紙の製造方法であって、前記クレープ原紙として坪量6〜28g/m2の原紙を用いることとし、かつ、前記エンボス加工を、坪量当たり0.1〜100重量%の水を供給して湿潤状態にする工程(a)と、湿潤状態のクレープ原紙にエンボス加工を施す工程(b)と、エンボス加工された湿潤状態のクレープ原紙を乾燥させる工程(c)と、によって施す。
(もっと読む)
伸縮性基材上に高度に位置決めされた印刷画像及びエンボス加工パターンを生成する製造方法
連続する伸縮性基材製品を作成する製造方法であって、第1表面及び第2表面を有する伸縮性基材のウェブを供給する工程と、少なくとも1つのエンボス加工ローラを用いて、ウェブ基材の表面の少なくとも1つにエンボス加工画像をエンボス加工する工程と、少なくとも1つの印刷ローラを用いて、ウェブ基材の表面の少なくとも1つに印刷画像を印刷する工程と;ここで、エンボス加工画像及び印刷画像は、印刷/エンボス加工の位置決めがつくられるように、互いに対して基材上に配置され、を含み、1つのエンボス加工ローラの角度位置を測定し、角度位置をデジタル信号に変換する工程と、1つの印刷ローラの角度位置を測定し、角度位置をデジタル信号に変換する工程と、印刷/エンボス加工の位置決めを手動でゼロ合わせする工程と;i)エンボス加工ローラからのデジタル信号と印刷ローラからのデジタル信号とを比較する工程と、ii)エンボス加工ローラ又は印刷ローラのいずれかの角度位置及び角速度を補正する工程と、を含む制御プログラムを用いて、印刷ロール及びエンボス加工ロールを自動制御して位置決めを維持する工程とを含む、製造方法。  (もっと読む)
(もっと読む)
61 - 80 / 100
[ Back to top ]