
Fターム[3E095EA27]の内容
Fターム[3E095EA27]に分類される特許
1 - 15 / 15
フィルム被嵌装置
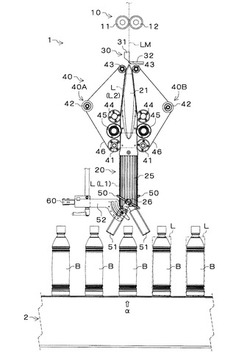
【課題】筒状フィルムの径や長さに応じた最適な回転速度及び送出速度で被嵌体に被嵌することができるフィルム被嵌装置を提供する。
【解決手段】マンドレル20に被嵌された筒状のラベルLをマンドレル20との間に挟み込んで下方側に移送するラベル移送手段40と、このラベル移送手段40によって下方側に移送されたラベルLをマンドレル20との間に挟み込むことにより受け取って回転させながら下方側に送出することで、マンドレル20の直下を通過するボトル容器BにラベルLを被嵌する一対のショットローラ50とを備えている。一対のショットローラ50は、マンドレル20に取り付けたボールローラ26からショットローラ50の径方向に伸びる軸を中心として回転可能に支持されており、角度調整機構によって、その傾斜角度を調整することができるようになっている。
(もっと読む)
フィルム搬送システム

【課題】 フィルムをより長い区間搬送可能なフィルム搬送システムを提供すること。
【解決手段】 フィルムFを搬送するフィルム搬送システムAであって、全体形状がフィルムFの搬送方向Tに延びているとともに、フィルムFに対してz方向下方に位置し、かつ搬送方向TにおいてフィルムFに追従動可能である支持面72aを有するベルトコンベア7と、ベルトコンベア7に対して搬送方向Tにおける下流側に位置し、搬送方向Tに離間配置された1対のローラ4a、およびこれらのローラ4aの間においてフィルムFが迂回する迂回経路を形成する吸引ブロア4cを有し、この迂回経路のいずれかの部位の位置を検出することにより、1対のローラ4aの前後におけるフィルムFの送り速度の差を検出する、エアダンサ4と、を備える。
(もっと読む)
連続粘着物品帯状体又は連続粘着物品集合体の製造装置及び製造方法
【課題】連続粘着物帯状体(10)の製造ラインを自動化する製造装置を提供する。
【解決手段】本発明に係る製造装置(1)は、多数の粘着物品(11)が貼着された第1貼着部材(12)を供給する第1供給手段と、第1貼着部材(12)を搬送する第1搬送手段と、第1貼着部材(12)を折り返して粘着物品(11)を剥離する剥離部(41)と、第2貼着部材(13,76b)を剥離部(41)よりも低い位置に供給する第2供給手段と、第2貼着部材(13,76b)を第1搬送手段よりも遅い速度で搬送する第2搬送手段と、第1及び第2搬送手段の駆動を制御する制御部とを有し、第2貼着部材(13,76b)上に連続粘着物品帯状体(10)を自動的に製造可能に構成されている。
(もっと読む)
シート貼付装置および貼付方法
【課題】構造の簡略化および小型化を図りつつ複数の接着シートを1つの被着体に貼付することができるシート貼付装置および貼付方法を提供すること。
【解決手段】シート搬送手段4におけるサクションベルト45の速度と、押圧手段5における押圧ベルト54の回転速度と、押圧ベルト54の回転方向との少なくとも1つを制御してワークWの回転速度を調節するとともに、繰出手段3による接着シートSの繰り出しタイミングを制御してシート搬送手段4に受け渡すことで、1つのワークWに対して複数の接着シートSを所定の貼付間隔で貼付することができる。従って、接着シートSの貼付枚数ごとの繰出手段3を準備しなくても複数の接着シートSの貼付に容易に対応することができ、シート貼付装置1全体の構造を簡略化かつ小型化して装置コストや設置コストの低減を図ることができる。
(もっと読む)
シート貼付装置および貼付方法
【課題】構造の簡略化および小型化を図りつつ複数の接着シートを1つの被着体に貼付することができるシート貼付装置および貼付方法を提供すること。
【解決手段】シート搬送手段4のサクションベルト45と押圧手段5の押圧ベルト54との間にワークWを挟んで押圧するとともに、サクションベルト45の速度と押圧ベルト54の速度とを適宜に設定することで、回転させたワークWの回転数や搬送速度を容易に制御することができ、1つのワークWに対する接着シートSの貼付枚数が任意に設定できる。従って、貼付枚数ごとの繰出手段3を準備しなくても複数の接着シートSの貼付に容易に対応することができ、シート貼付装置1全体の構造を簡略化かつ小型化して装置コストや設置コストの低減を図ることができる。
(もっと読む)
ラベル供給装置
【課題】筒状ラベルにおける端部の擬似接着状態を確実に解除することができ、しかも、ラベル供給位置への筒状ラベルの供給タイミングにずれが発生しにくいラベル供給装置を提供する。
【解決手段】基材繰出装置によって基材ロールから繰り出された長尺のラベル形成基材Mを連続的に送り出すラベル基材送出ユニット10と、このラベル基材送出ユニット10によって送出されるラベル形成基材Mを所定のカットピッチで順次切断するラベル基材切断ユニット20と、このラベル基材切断ユニット20によって切断されることにより形成されたラベルLをラベル受渡位置αに順次搬送する上流側ベルト搬送ユニット30及び下流側ベルト搬送ユニット40と、上流側ベルト搬送ユニット30によるラベルLの搬送途中で、ラベルLの上端部(ラベルLの搬送方向上流側の端部)の重なり合った端縁同士を相互に離反させるラベル端離反ユニット50とを備えている。
(もっと読む)
シート貼付装置及び貼付方法
【課題】供給手段と被着体における接着シートの被着面との距離が長くなっても、接着シートを貼付するための単位時間当たりの処理能力が低下することを抑制できるシート貼付装置及びシート貼付方法を提供する。
【解決手段】搬送される被着体Wにおける接着シートSの被着面Wsの位置を検出するラインセンサ15と、接着シートSを供給位置SPに供給する単一のラベルプリンタ11と、この供給位置SPで接着シートSを保持して被着体Wに押圧可能な第1及び第2の吸着ヘッド31、41を有する押圧手段12と、これら手段を制御する制御手段17とを備えてシート貼付装置10が構成されている。制御手段17は、ラインセンサ15により検出された連続して搬送される二つの被着体Wに対して、第1の吸着ヘッド31と第2の吸着ヘッド41とを押圧動作させて被着体Wに接着シートSを貼付するよう制御する。
(もっと読む)
シート貼付装置及び貼付方法
【課題】耐久性を向上でき、接着シートの供給位置から貼付位置までの距離が長くなる被着体が多数となっても、単位時間当たりの処理能力低下を抑制できるようにすること。
【解決手段】接着シートSを供給するラベルプリンタ11と、このラベルプリンタ11から供給される接着シートSを保持する吸着ヘッド12と、この吸着ヘッド12を移動可能に支持して当該吸着ヘッド12に保持された接着シートSを被着体Wに押圧させる押圧手段13と、これら手段を制御する制御手段17とを備えてシート貼付装置10が構成されている。押圧手段13は、ラベルプリンタ11による接着シートSの供給位置SPと接着シートSの貼付位置とを直線で結ぶ方向Dに吸着ヘッド12を移動可能に支持する第1の移動手段31と、この第1の移動手段31を前記方向Dと平行な方向に移動可能に支持する第2の移動手段32とを備えている。
(もっと読む)
容器、特にボトルの回転位置を方向付けるための方法及び装置
【課題】容器、特にボトルの回転位置を方向付けるための新規な方法及び装置を提供すること。
【解決手段】本発明によれば、容器1が回転されている間に、この容器1の特徴が検出されて、検出された特徴に基づいて容器1の実際の回転位置が計算され、容器1を所望の回転位置へ移動させるための制御信号が計算される。本発明は、容器1の方向付けのために必要とされる時間を減少させる。
(もっと読む)
経路計画のためのシステムおよび方法
【課題】第2の物体の第2の運動経路に基づいて、経路プランナによって定義された第1の運動経路内の第1の物体の運動をマッピングする。
【解決手段】経路プランナを使用して第1の運動経路を作成し、第1の運動経路内の第1の物体の開始位置を初期化し、第1の運動経路の各セグメントの初期状態の値を決定し、経路プランナに対する現在のサンプル呼出し時間と経路プランナに対する最終サンプル呼出し時間との間の経過時間を計算する。計算された経過時間がサンプル期間よりも大きい又は小さい場合、第2の運動経路における第2の物体の現在の位置は計算された経過時間を利用して決定され、第1のセグメントの開始時間と現在のサンプル呼出し時間との間の複数のセグメントのうちの第1のセグメント内の満了時間が計算され、経路プランナから第1の運動経路を変化させる出力コマンドが生成される。
(もっと読む)
ラベル貼着装置
【課題】ラベルを容器に貼着したときに吸着ドラムによる吸引孔の痕が生じないようにする。
【解決手段】貼着装置は、片面に感熱接着剤11が塗布されたラベルLを多数の吸引孔302を有する吸着ドラム3の表面に吸着し、かつ、吸着ドラムで加熱して感熱接着剤を活性化させた状態で、一定の速度v1で所定の貼着位置に移送する。また、容器Bをラベルが貼着位置に到達するタイミングで貼着位置に移送し、容器の側面を回転させながらラベルに圧接させることで、ラベルを容器の側面に貼着する。貼着装置は、貼着動作のときに容器の周速度を吸着ドラムの周速度よりも大きい周速度v2で回転させることにより、ラベルの先端が容器に接着された後、容器の回転によってラベルを引っ張り、ラベルを相対速度で吸着ドラムの吸着面上をスライドさせる。これにより、吸引孔の位置がずれ、ラベルが容器に貼着されたときには吸引孔の吸引に起因する凸部12が生じない。
(もっと読む)
ラベル貼着装置
【課題】ラベルの後端部を容器に適切に貼着する。
【解決手段】ラベル貼着装置1は、片面に感熱接着剤11が塗布されたラベルLを多数の吸引孔302を有する吸着ドラム3の表面に吸着し、かつ吸着ドラム3で加熱して感熱接着剤11を活性化させた状態で、一定の速度v1で所定の貼着位置Pに移送する。また、ラベルLを貼着すべき容器BをラベルLが貼着位置Pに到達するタイミングで貼着位置Pに移送し、容器Bの側面を回転させながらラベルLに圧接させることで、ラベルLを容器Bの側面に貼着する。ラベル貼着装置1は、ラベルLの貼着動作の終了前の所定のタイミングで容器Bの側面の移動速度をラベルの移動速度よりも速い所定の回転速度に切り換える。これにより、ラベルLの後端部を容器Bの回転によって引っ張り、その結果、ラベルLの後端部Laが活性化した状態で容器Bの側面に接着されるので、しわの発生が抑制される。
(もっと読む)
オーバーコート層作成装置
【課題】オーバーコートリボンに予め形成されている模様等が転写媒体の所定位置に正確に転写されるようにしたオーバーコート層作成装置を提供する。
【解決手段】熱圧着手段のヒートローラの回転速度を基準速度Vnとして算出したリボン巻き取り軸側の外径d2との関係から次式によりリボン巻き取り軸の回転角速度ωMnを求める算出手段と、
前記リボン巻き取り軸を回転駆動するオーバーコートリボン駆動手段と、前記リボン巻き取り軸の回転角速度が前記算出手段により算出した回転角速度ωMnとなるようにオーバーコートリボン駆動手段を制御して、前記熱圧着手段におけるオーバーコートリボンの搬送速度が基準速度になるようにして転写させる。
(もっと読む)
ラベル貼付け機のラベル送出し制御装置およびラベル送出し制御方法
【課題】 切断部および送出し部が必要な台紙なしラベルの移送ないし印字および送出し動作を適性に行って、印字精度を所定レベルに維持し、吸着板への吸着位置精度を所定レベルに維持するとともに、送出しローラーによる送り出し時の異音の発生を防止可能なラベル貼付け機のラベル送出し制御装置およびラベル送出し制御方法を提供すること。
【解決手段】 カッター制御基板17の送出しモーター13のオンオフのみの制御から台紙なしラベルの印字速度の情報を追加して制御することに着目し、台紙なしラベルに印字したのち、所定の長さに切断し、かつ送出し部において送り出し、貼付け部において吸着板により吸着して所定の物品に貼り付けるようにしたラベル貼付け機のラベル送出し制御装置であって、台紙なしラベルの送出し部における送出し速度を、台紙なしラベルの印字部における印字速度に同期させることを特徴とする。
(もっと読む)
タックラベラー
【課題】比較的サイズが大きい薄肉のタックラベルを物品に綺麗に貼着することができるタックラベラーを提供する。
【解決手段】ラベル供給用帯状体LBにおけるタックラベルが貼着されている長尺帯状の離型紙SPは、その幅方向に2分割されており、分割されたそれぞれの離型紙SPを、剥離プレートにそれぞれ引っかけて異なる方向に引っ張ることによって、離型紙SPからタックラベルを剥離するラベル剥離ユニットを有するラベル供給装置3と、ラベル剥離ユニットによって、離型紙SPから剥離したタックラベルを、粘着面が外側を向くように、吸引ドラム31の外周面に一旦吸着させた状態でラベル貼着位置β1まで搬送し、吸引ドラム31の回転を停止した状態で、そのタックラベルの粘着面にカップ状容器Bを押し付けながら、カップ状容器Bを回転させることによって、カップ状容器Bにタックラベルを貼着するラベル貼着装置4とを備えている。
(もっと読む)
1 - 15 / 15
[ Back to top ]