
Fターム[3E172DA38]の内容
ガス貯蔵容器、ガスの充填、放出 (22,547) | 機能 (1,039) | 補強 (300) | FRP (169) | 巻き方 (36)
Fターム[3E172DA38]に分類される特許
1 - 20 / 36
内圧容器
高圧ガスタンクの製造方法と製造装置
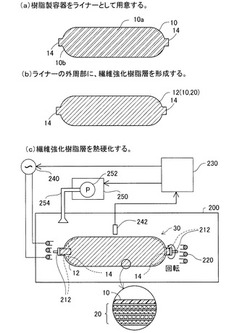
【課題】ライナー外周に形成した繊維強化樹脂層の高Vf化を抑制可能な新たなタンク製造手法を提供する。
【解決手段】中空のライナー10の外周にFW法にて樹脂含浸カーボン繊維Wを巻回して繊維強化樹脂層20を形成し、中間生成品タンク12を得る。次いで、この中間生成品タンク12を回転させつつ誘導加熱コイル220により誘導加熱する際には、熱硬化炉200の炉内を陽圧装置250により加圧環境とする。
(もっと読む)
高圧ガスタンクの製造方法と製造装置

【課題】ライナー外周に形成した繊維強化樹脂層の厚み方向でのVfのバラツキの抑制をもたらす新たなタンク製造手法を提供する。
【解決手段】ライナー10の外周に形成した繊維強化樹脂層20は、誘導加熱コイル220にて高周波誘導加熱を受ける。この誘導加熱は、誘導加熱コイル220への高周波電流の通電により誘起されるが、繊維強化樹脂層20の厚み方向の各樹脂層部位において、繊維強化樹脂層20の外表側の最外層部位(層番号1)より、その内側の樹脂層部位(層番号2)が、最も高い温度となる。これを踏まえ、最大の温度と樹脂層部位(層番号2)の温度が誘導加熱コイル220への高周波電流の通電を制御する際の上限温度となるように、通電制御する。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】繊維強化層を構成するフープ層において巻きの乱れが生じておらず、高い耐圧強度を有する高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、繊維強化層3が、少なくともその一部において、タンクライナ2の中心軸に対し略垂直な面に沿ってカーボン繊維7が巻き付けられてなるフープ層3aを有しており、フープ層3aをタンクライナ2の中心軸に対して垂直な面で見た場合において、その面に現れるカーボン繊維7の断面形状の周方向に沿った長さが、カーボン繊維7の直径の20倍以上である。
(もっと読む)
高圧ガスタンクの製造方法と製造装置
【課題】ライナー外周に形成した繊維強化樹脂層の高Vfの抑制に有益な新たなタンク製造手法を提供する。
【解決手段】FW装置100は、ライナー10に樹脂含浸カーボン繊維Wを巻回するに当たり、繊維巻回の際の巻回張力を、後工程での熱硬化を図るための熱硬化炉200が設定する加熱状況(昇温速度)に対応する巻回張力に調整する。この巻回張力調整は、昇温速度が大きいほど小さくなるように張力調整部142にてなされる。これにより、ライナー10の外周には、張力調整部142にて調整された巻回張力で樹脂含浸カーボン繊維Wが巻回されて繊維強化樹脂層20が形成され、中間生成品タンク12が得られる。こうして得られた中間生成品タンク12は、熱硬化炉200が設定済みの加熱状況(昇温速度)で加熱を受けて熱硬化し、冷却養生を経て高圧水素タンク30が得られる。
(もっと読む)
圧力容器
【課題】胴部における繊維強化樹脂層を破断しにくくして、圧力容器の耐久性を高める。
【解決手段】圧力容器1は、樹脂成形品からなる内殻3と、内殻3の外周側を覆うFRPからなる補強層となる外殻5とを備える。外殻5は、繊維強化材を内殻3の胴部D及び鏡板部E,Fにらせん状に巻き付けるヘリカル層11と、繊維強化材を内殻3の胴部Dに円周方向に巻き付けるフープ層13とを備える。その際、ガス充填時での軸方向に発生する圧力容器1の軸方向発生ひずみを、この軸方向発生ひずみによってフープ層13の繊維強化材が繊維直角方向に破断するときの圧力容器1の破断ひずみより小さくする。
(もっと読む)
高圧ガスタンク、及び高圧ガスタンクの製造方法
【課題】タンクライナを透過したガスに起因するガス放出音を抑制することが可能な高圧ガスタンクを提供する。
【解決手段】この高圧ガスタンク1は、タンクライナ2の外周に、熱硬化性樹脂を含浸させた繊維を巻きつけることにより繊維強化樹脂層3を形成してなるものであり、繊維強化樹脂層3は、タンクライナ2側に形成された内側層3aと、その外周に形成された外側層3bとを有し、内側層3aは緻密な層として形成する一方で、外側層3bは、内側層3aよりも多数の空隙を内在させたことにより、密度の低い層として形成されている。
(もっと読む)
フィラメントワインディング方法、フィラメントワインディング装置及びタンク
【課題】多給糸方法を用いてヘリカル巻きを行う場合において、繊維の終端部の固定を簡単に行う。
【解決手段】本発明のフィラメントワインディング方法は、ガスタンク2の周囲の同心円上に配置されたヘリカル巻きヘッド12の複数の給糸部からガスタンクに繊維を給糸しながら、ガスタンク2をヘリカル巻きヘッド12に対しタンク軸方向Xに相対的に往復移動させてガスタンク2にヘリカル巻きを行い、ガスタンク2の最後の折り返し後、ガスタンク2の一方のドーム部2bと胴部2aに繊維を巻いて、繊維の巻回終端部A1を胴部2aの一の端部Pに位置させる工程と、フープ巻きヘッド13から胴部2aに繊維を給糸して、胴部2aのヘリカル巻きの上にフープ巻きを行う工程と、その後、繊維の巻回終端部A1のある胴部2aの一の端部Pにおいて、ヘリカル巻きヘッド12の給糸部に接続されている繊維Aを切断する工程と、を有する。
(もっと読む)
圧力容器
【課題】圧力容器のさらなる耐圧性能の向上を目的とする。
【解決手段】筒状の胴部3と胴部3の両端に形成されるドーム部4とを有するライナ2の表面にフィラメントワインディングによる補強層11が形成された圧力容器1において、補強層11は、圧力容器1の軸心Oに対し65°〜75°の範囲の配向角度θ1で少なくとも胴部3に形成される高角ヘリカル巻き層12と、軸心Oに対し各ドーム部4の頂上の口金座5、支持部6間に掛け回し可能な最小角度以上で15°以下の範囲の配向角度θ2で両端のドーム部4間にかけて形成される低角ヘリカル巻き層13と、胴部3に形成されるフープ巻き層14と、を有して構成される。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面にフィラメントワインディング法によって形成された繊維強化プラスチック層を備える高圧タンクの信頼性を向上させる。
【解決手段】ライナードーム部44の少なくとも一部の外表面、および、ライナー円筒部42の外表面に、低角度ヘリカル層52を形成する工程と、ライナー円筒部42上における低角度ヘリカル層52の外表面に、内層側フープ層54を形成する工程と、ライナードーム部44上における低角度ヘリカル層52、および、内層側フープ層54の外表面に、低角度ヘリカル層と外層側フープ層とを交互に積層することによって混合層56を形成する工程と、を含む。その際、ライナー円筒部42上において、繊維強化プラスチック層の厚さ方向についてのライナー40側の75(%)以内の範囲内に内層側フープ層54の厚さと混合層56における外層側フープ層の厚さとの和の90(%)以上を配置する。
(もっと読む)
高圧タンクの製造方法、および、高圧タンク
【課題】ライナーの外表面に繊維強化プラスチック層を備える高圧タンクの製造工程において、比較的少ない工程数で、フィラメントワインディング法を用いて繊維強化プラスチック層を形成する際の繊維の巻き崩れを抑制する。
【解決手段】高圧タンクの製造工程において、内層54の形成工程は、ライナー円筒部42の外表面に、第1のフープ層54aを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂を加熱硬化することなく、ライナードーム部44の外表面、および、第1のフープ層54aの外表面に、低角度ヘリカル層54bを形成する工程と、第1のフープ層54aに含まれる熱硬化性樹脂、および、低角度ヘリカル層54bに含まれる熱硬化性樹脂を加熱硬化することなく、第1のフープ層54a上における低角度ヘリカル層54bの外表面に、第2のフープ層54cを形成する工程と、を含む。
(もっと読む)
圧力容器の製造方法
【課題】プリプレグの乗り上げやプリプレグ間の隙間の発生を抑えて圧力容器の強度を安定させる。
【解決手段】FRP層を形成するプリプレグ70として断面が菱形のものを用い、該プリプレグ70の一の角をライナ20の内周側に向けた状態で当該プリプレグをライナ20の外周に巻回する。ライナ20の内周側に向けられるプリプレグ70の一の角が鈍角であることが好ましい。
(もっと読む)
高圧タンクの製造方法
【課題】表面における凹凸の発生を低減することができる高圧タンクの製造方法を提供すること。
【解決手段】この製造方法は、ライナを配置するライナ配置工程と、ライナの周囲に繊維強化プラスチック材料faを巻き付ける巻付け工程と、その巻き付けた繊維強化プラスチック材料faの外側に加熱によって収縮する熱収縮体stを配置する収縮体配置工程と、繊維強化プラスチック材料faと熱収縮体stとを加熱して繊維強化プラスチック層と成す硬化工程と、を備え、巻付け工程において、巻き付けた繊維強化プラスチック材料faの外側表面に凹部raを形成する。
(もっと読む)
張力制御ユニット、フィラメントワインディングシステム、圧力容器の製造方法
【課題】複数のプリプレグ繊維をそれぞれ適切な張力が保持された状態で並行してライナに巻き付けることができ、かつ、設置スペースの増大を抑制することが可能なフィラメントワインディングシステムを提供する。
【解決手段】張力制御ユニット52は、プリプレグ繊維ガイド44aから送り出されるプリプレグ繊維10の張力を制御するための張力制御機構50aを備える。張力制御機構50aは、プリプレグ繊維10に張力を付与する張力ローラ56と、張力ローラ56に張架されたプリプレグ繊維10から受ける荷重を測定するための荷重センサ60と、荷重センサ60で測定された荷重に応じて、ライナの軸に対して垂直方向に伸縮するアーム58とを有し、ライナの軸に対して垂直方向に配置されるように複数設けられてなる。
(もっと読む)
高圧タンクの製造方法、高圧タンクの製造装置および高圧タンク
【課題】ライナへの巻き付け時等における繊維束の樹脂含有率の低下を抑制することができる高圧タンクの製造方法を提供する。
【解決手段】第一樹脂含浸繊維束26a,26bの両端側に第二樹脂含浸繊維束28a,28bが配置されるようにライナ16の外面に繊維束を巻き付けて繊維層を形成する繊維層形成工程と、マトリックス樹脂を硬化させる硬化工程と、を含み、繊維層形成工程において、(1)第一樹脂含浸繊維束26a,26bに含まれるマトリックス樹脂の硬化温度を、第二樹脂含浸繊維束28a,28bに含まれるマトリックス樹脂の硬化温度よりも高くする方法、および、(2)第一樹脂含浸繊維束26a,26bをライナ16の外面に巻き付ける際の繊維の張力を、第二樹脂含浸繊維束28a,28bをライナ16の外面に巻き付ける際の繊維の張力よりも低くする方法、のうちの少なくとも1つを用いる高圧タンクの製造方法である。
(もっと読む)
高圧ガスタンクの製造方法
【課題】高圧ガスタンクの強度を保ちつつ、補強層の層間剥離を抑制する。
【解決手段】ライナーのシリンダー部とドーム部のつなぎ目部分を覆うようにフープ層を形成して、フープ層の端部に階段状の肩部を形成する。肩部の上に、繊維よりも弾性率の低い粉末状部材を噴霧して低弾性率層を形成する。低弾性率層の形成後、ヘリカル層を形成する。上記工程を繰り返すことにより、ライナーの強度を補強する多層の繊維巻層からなる補強層を形成する。
(もっと読む)
圧力容器
【課題】より安定した物理的強度を有する圧力容器を提供する。
【解決手段】圧力容器は、ライナ10の外周表面に、ライナ10を被覆する繊維強化樹脂層を備える。繊維強化樹脂層は、プリプレグを複数段積層させたプリプレグ積層体120をライナ10に巻回させ、次いで、プリプレグ積層体120に含浸された樹脂を硬化させて形成される。プリプレグ積層体120を構成する複数段のプリプレグ120a,120b,120cは、それぞれ次式の関係を有する。
Xn=(n−1)t/{R+(n−1)t}×100
(上記式において、nはプリプレグ積層体におけるプリプレグのライナ側からの段数、Xnはライナ側からn段目のプリプレグの縮み率(%)、Rはライナ最外周の半径(mm)、tはプリプレグ積層体の厚み(mm)、をそれぞれ示す。)
(もっと読む)
樹脂製ライナーとこれを有する高圧ガスタンク
【課題】シリンダー部との接合部位のドーム部外周における補強用の繊維巻回の低減と強度確保の両立を図る。
【解決手段】高圧ガスタンク10は、樹脂製ライナー20を繊維強化樹脂層30で覆って補強する。樹脂製ライナー20は、円筒状のシリンダー部22の両側に球面形状のドーム部24を接合して備え、シリンダー部22との接合部位におけるドーム部24の拡径側にタンク軸回りに陥没した陥没部位25に、補強環状体26を嵌合装着させている。この補強環状体26は、ライナー形成に用いる樹脂より高強度とされ、シリンダー部との接合部位の強度を確保する。
(もっと読む)
複合容器の製造方法
【課題】 複合容器の効率的な製造方法を提供する。
【解決手段】 容器を形作るライナー1を回転させつつ、繰出装置17から、熱硬化性の樹脂が予め含浸された繊維Fを繰り出させることで、ライナー1に繊維Fを巻付ける。この際、ヒータ22により、ライナー1の内部から加熱することで、前記繊維Fに含浸された樹脂をライナー1の表面に近い側から離れる側に向けて徐々に硬化させ、この硬化に伴って前記樹脂を発熱させる。前記熱硬化性の樹脂配合物中には多官能性樹脂を配合するとよい。
(もっと読む)
フィラメントワインディングシステム、圧力容器の製造システム、圧力容器の製造方法
【課題】安定した繊維幅を有するプリプレグ繊維を連続して送り出す。
【解決手段】複数のプリプレグ繊維を並行するように搬送させ(S100)、次いで、送り出されたプリプレグ繊維の繊維幅を検知し(S102)、該繊維幅が予め定められた範囲内にあるか否かを判定し(S104)、必要であれば繊維幅を拡幅または収束するように調整し(S106)、ライナに向けて送り出す。圧力容器を作製する場合には、所定の繊維幅に調整されたプリプレグ繊維を、ライナに巻き付け(S108)、その後、樹脂を硬化させる(S110)。
(もっと読む)
1 - 20 / 36
[ Back to top ]