
Fターム[3F064AA06]の内容
Fターム[3F064AA06]に分類される特許
1 - 20 / 75
ウェブ自動接合システム、及びウェブ自動接合方法
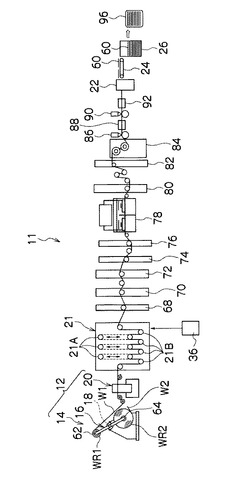
【課題】 故障時におけるウェブの廃棄損失を小さくすることができるウェブ自動接合システム、及びウェブ自動接合方法を提供する。
【解決手段】ウェブロールWR1からウェブW1を先行してアキュムレータ21に送り出し、ウェブW1をアキュムレータ21内で、実質的に蓄積しないで後段にアキュムレータ21から送り出し、使用中のウェブロールWR1から待機中のウェブロールWR2に切り替えるため、ウェブW1の後端とウェブW2の前端との接合を開始する直前からアキュムレータ21にウェブW1を所定長さ蓄積し、次いで、ウェブW1の後端とウェブW2の前端との接合を開始する。アキュムレータ21にウェブW1を所定長さ蓄積するタイミングは、接合を開始する位置から、アキュムレータ21内に所定長さのウェブW1を蓄える時間t(s)間にウェブW1が進む距離D(m)に対して0〜+10%手前からである。
(もっと読む)
ウェブ巻取装置

【課題】ウェブの巻取芯交換動作を効率良く行うウェブ巻取装置を提供する。
【解決手段】同軸に配置された内側及び外側シャフト2、3を各々回転駆動する回動モータ5、6と、基端側において内側及び外側回動シャフト2、3に各々固定され、先端側において巻取芯13、23を保持すると共に巻取芯13、23を回転させる巻取芯設置部12、22を有する、2つの一対の取芯支持アーム11、21と、各々巻取芯支持アーム11、21と所定の角度をなすと共に、基端側において内側及び外側回動シャフト2,3に各々固定され、先端側においてサポートロール32、42を各々回転可能に保持する、2つの一対のサポートロール支持アーム31、41と、を備え、外側回動シャフト3には、内側回動シャフト2に固定された2つの1対のアーム21、31が貫通すると共に当該アーム21、31の回動を許容するような切欠部15が設けられたウェブ巻取装置。
(もっと読む)
巻回体、その製造方法、及び積層部含有長尺シート
【課題】長尺シートを巻取芯材から巻き戻して使用する際に、段差跡の発生を低減ないし防止可能な巻回体、その製造方法、及び積層部含有長尺シートを提供する。
【解決手段】巻回体は、長尺シート1が巻取芯材2に巻付けられてなり、長尺シートの巻付け開始端部3が、その全幅に亘って、長尺シートの厚さの2/3以下の厚さの端部を有し、反発パラメータ3g〜2000gの材料からなる挿入カバー11によって覆われている。製造方法は、長尺シートを巻取芯材に巻付ける際に、長尺シートの巻付け開始端部を、その全幅に亘って前記挿入カバーによって直接的に又は長尺シートの巻回層を隔てて覆った後に、挿入カバーの上から更に長尺シートの巻付けを行う。積層部含有長尺シートは、長尺シートの巻付け開始端部から長さ方向に内側の表面に、長尺シートに対して剥離可能に担持された前記挿入カバーとの積層部を含む。
(もっと読む)
スプライス装置
【課題】蓄積装置を備えることなく、残少シートの搬送を維持することができると共に、両面接着テープにより新シートと残少シートとの確実な接合力を得ることができるスプライス装置を提供する。
【解決手段】スプライス装置は、残少シートの搬送方向においてカッター51aの下流側に配置され、新シートの先端部と残少シートと挟圧して、新シートの先端部と残少シートの後端部とを両面接着テープ81a,81bにより接合させる一対の挟圧部材61,62を備える。この一対の挟圧部材の一方61が新シートの最先端部を把持した状態で、一対の挟圧部材61,62における新シートおよび残少シートの挟圧部位は、新シートの先端部と残少シートとを挟圧しながら残少シートの搬送に同期して移動する。
(もっと読む)
帯状体の巻取り方法及び装置
【課題】割溝によって第1巻芯部と第2巻芯部とに分割された巻芯を使用した帯状体の巻取り方法及び装置において、帯状体の巻取りが進行するに連れ、巻芯の幅方向中央部分が窪んだ鼓状に形成される。
【解決手段】割溝によって分割された巻芯8に帯状体3を巻き付けて帯状体を巻き取り、巻回体4となす帯状体の巻取り方法及び装置において、少なくとも一方の巻芯部に形成された溝に軸方向に挿入された断面非等径の針状体9と、針状体9の回転駆動装置10とを備え、帯状体3の巻取り中は針状体9を溝内で回転させてその大径部を割溝内に突出させて針状体9を実質的に太くして巻芯8が帯状体3からの締付け力により撓むのを防止し、巻回体4を巻芯8から抜くときには針状体9を元の位置にもどして実質的に細くして巻芯8の撓みを許容することにより軽い力で巻回体4を巻芯8から外すことができるようにした。
(もっと読む)
巻取装置
【課題】生産性を極力低下させることなく、電極シートの切断部に対し適切に保護テープを貼付することのできる巻取装置を提供する。
【解決手段】巻取装置では、原反から繰り出され、連続的に搬送される帯状の電極シート6を、巻回機構による巻回に先立ち、巻取られる所定長分の区切り位置X1で一旦切断する。続いて、切断された電極シート6の上流側部分6aと下流側部分6bとを離間させ、両者間に隙間6cを形成する。この状態で、当該隙間6c部分において、上流側部分6aと下流側部分6bとをつなぐように電極シート6の表裏両面からそれぞれ保護テープ100を貼付し、各切断面を両保護テープ100により覆う。その後は、電極シート6が所定長ごと巻回機構により巻取られていき、巻取り後には、その繋ぎ目となる保護テープ100部分を切断する。
(もっと読む)
シート状物接合装置、シート状物接合方法、および電池箔の接合方法
【課題】小型化できるとともに構造を簡素化できるシート状物接合装置を提供する。
【解決手段】互いに反対方向に回動するとともに、搬送される各シート状物40・50を間に挟んだ位置に配置され、各シート状物40・50に当接して、各シート状物40・50を互いに当接させた状態で搬送しながら切断可能な各刃ローラ26・36と、互いに反対方向に回動するとともに、各刃ローラ26・36のシート状物搬送方向下流側で、各シート状物40・50を間に挟んだ位置に配置され、各シート状物40・50に当接して、各シート状物40・50を搬送しながら接合可能な各接着ローラ27・37と、を具備する。
(もっと読む)
帯状体の巻取り方法及び装置
【課題】極めて簡単な機構でありながら、帯状体の巻始めにおいては、その巻始め端部がしっかりと巻芯に抑えられて滑らず、巻取り中は巻芯が鼓状に撓むことなく、しかも巻き上がった巻回体を巻芯から抜く際には、巻芯と巻回体との間に隙間ができて容易に抜くことができるようにした画期的な帯状体の巻取り方法及び装置に関する。
【解決手段】割溝6によって分割された巻芯8に帯状体3を巻き付けて該帯状体を巻き取り、巻回体4となす帯状体の巻取り方法及び装置において、少なくとも一方の巻芯部21に形成された溝21bを介して割溝6に軸方向に針状体9を挿入し、帯状体3の巻取りに伴う締付け力により巻芯8が、割溝6が塞がる程度までは細くならないようにして帯状体3を巻き取り、巻取りが終了した後は針状体9を巻芯8から抜き取って巻芯8が撓むのを許容する構成を特徴とする。
(もっと読む)
巻取りロール
【課題】ウエブを印刷、コーティングするときに使用する巻取りロールに関する。ウエブにテープの跡、ウエブの段差跡が付かない巻取りロールを提供することである。
【解決手段】円筒状のコアーを有し、ウエブを巻取る巻取りロールにおいて、円筒状のコアーが、断面扇形でコアーを切り取った形状のブロックAと、断面扇形でコアーの一部を切り取られた形状のブロックBとからなり、ブロックAの切り取った一面に、マグネット層/発泡性樹脂層をこの順に積層してなるチャック層1と、ブロックBの切り取られた一面に磁性体層からなるチャック層2とを有し、ブロックAをブロックBに外周面が同心円状となるように挿入し、チャック層1とチャック層2とでウエブを挟み、巻取ることを特徴とする巻取りロールである。
(もっと読む)
スリーブの挿入装置及びその方法
【課題】スリーブの軸方向中心位置と金属ストリップの搬送ラインの幅方向中心位置を一致させるスリーブの挿入装置及びその方法を提供する。
【解決手段】スリーブの挿入装置10は、走行台車18の位置検出器19と、走行台車18に載置されたスリーブ17の先端、後端を検出するスリーブ通過検出器20と、スリーブ17の後端を検出してからスリーブ17の軸方向中心Oが搬送ラインの幅方向中心位置Tに一致して停止するまでの目標停止距離を演算する目標位置演算部22と、走行台車18の目標停止距離からの停止位置ずれ量B及びスリーブ17がマンドレル15に挿入された際のスリーブ17のサドル16に対するずれ量Aから軸方向中心位置Oと幅方向中心位置Tとの中心位置ずれ量A−Bを求めるずれ量調節部24と、マンドレル15を中心位置ずれ量A−Bだけ移動させて軸方向中心位置Oと幅方向中心位置Tとを一致させる操作部60とを有する。
(もっと読む)
帯状物巻回方法
【課題】巻回装置の構造を簡素化するのに貢献し、しかも巻回装置のサイクル時間を短縮できる帯状物巻回方法を提供する。
【解決手段】帯状物巻回方法は、原反から繰り出される帯状物15をボビン17に巻き取らせる工程と、ボビン17に巻き取られた帯状物15の長さが巻軸3の周りに巻回されるべき帯状物の全長に一致するように、ボビン17に巻き取られた帯状物15を原反19から切断する工程と、ボビン17に巻き取られた帯状物15を巻回装置1の巻軸3に係止する工程と、巻軸5の回転に従いボビン17から繰り出される帯状物15を巻軸5の周りに巻回させる工程とからなる。
(もっと読む)
巻回方法及び装置
巻回装置は、回転する巻回ドラム(100)、載置ステーション(200)、切断ステーション、ウェブアセンブリ押さえ付け要素(300)、及び巻回アセンブリ放出ステーション(500)を備える。回転する巻回ドラムは、複数の巻回ステーションを更に備える。各巻回ステーション(110)は、巻回マンドレル(130)、巻回ニップ、ウェブ安定化ベッド、及び切断アンビルを備える。 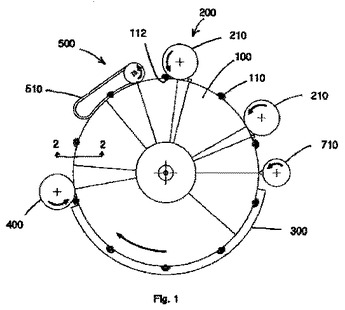 (もっと読む)
(もっと読む)
帯状物切断装置
【課題】巻回装置のサイクル時間を短縮するのに貢献する帯状物切断装置を提供する。
【解決手段】帯状物切断装置5は、巻軸3に巻取られる帯状物1の長さを検出し検出信号を送出する検出手段7と、帯状物1の走行する方向に支持部材9を駆動する駆動手段と、支持部材9に支持され帯状物1を挟む位置で相互に開閉するクランプローラ13,15と、クランプローラ13,15に対して帯状物1の走行する方向の前方に配置されたカッター20と、カッター20を前方へ付勢する付勢手段と、付勢手段に付勢されるカッター20が支持部材9から前方へ離れる限界を規定するロッドストッパーとを備える。
(もっと読む)
コイル搬送装置及びこれを利用するコイルステーション
【課題】マンドレルの上方が障害物で覆われていても、コイルの尾端のスプリングバックによる巻き解けを生じさせることなく搬送できるコイル搬送装置を提供する。
【解決手段】ダウンコイラ200とコイルステーションの100との間を往復移動できるように配設されてコイルCを昇降可能に支承するコイルカー11〜16,19と、ダウンコイラ200の近傍の上方とコイルステーション100の上方との間を往復移動できるように配設されてコイルCの上部を押さえ付ける押付台車20〜29とを備え、押付台車20〜29が、押付台車本体22の下方側で昇降可能となるように基端側を流体圧シリンダ23に片持ち支持されてマンドレル202の軸方向に沿って長手方向を向けるように配向されると共に押付台車本体22のダウンコイラ200側の端部よりも先端側を突出させるようにオーバハングした押さえ板24を備えた。
(もっと読む)
コイル搬送方法およびコイル搬送装置
【課題】特に焼鈍後のコイル変形の問題を有利に解決するためのコイルの搬送方法を提供する。
【解決手段】コイル状に巻取られた金属帯のコイルを熱処理した後、搬送装置を介して該コイルを次工程ラインの入側まで搬送するに当たり、該搬送装置上で前記コイルを当該コイルの中心軸回りに回転させながら搬送するコイルの搬送方法及び装置。前記コイルの回転速度を1回/分以上とし、該コイルの回転は、次工程ラインの入側に配置されたペイオフリールに対するコイル装着完了の30秒以上前に開始する。前記コイルの回転用ロール4,5を2本以上備え、該回転用ロールはコイル外周部と接触してコイルを回転させ、少なくとも1本の回転用ロール4が駆動ロールであり、前記回転用ロールの中心軸とコイルの中心軸とを結ぶ面と、コイルの中心軸を通る鉛直面とがなす角度θが10°以上80°以下である。
(もっと読む)
フープ状帯状材の終端部引出し方法及び引出し装置
【課題】フープ状帯状材の巻回終端部を自動的に外部へ引出すことができるフープ状帯状材の終端部引出し装置を提供する。
【解決手段】フープ状に巻回された最外周囲に位置する終端部に巻止め部材5Aが固定されたフープ状帯状材2と、このフープ状帯状材が着脱自在に取付けられて所定方向へ回転させる駆動部7を有する装置本体とを備え、この装置本体には、巻止め部材5Aの位置を検出する第1センサー8と、巻止め部材5Aの端部を持ち上げる引離し機構10と、この持ち上げ箇所を把持する把持機構13と、把持機構に連結されて該把持機構を移動させる引出し機構14と、第1センサー8の検出信号を入力して駆動部7、引離し機構10及び把持機構13並びに引出し機構14をそれぞれ制御する制御手段17とが設けられている。
(もっと読む)
連続シート巻取り装置
【課題】連続シート巻取り装置の巻芯切換え時に連続シートのジャム化を防止する。
【解決手段】連続シートaの下流側と上流側を各々巻き取る平行に配置された先巻き用と後巻き用の二本の巻芯3,4と、後巻き用巻芯の近傍を通って先巻き用巻芯へと走行する連続シートを後巻き用巻芯の周面に押し付けるニップローラ12と、このニップローラと上記後巻き用巻芯との間を通過した連続シートを切断する切断刃13と、切断刃により切断された連続シートの先端部a1を後巻き用巻芯の周面に押圧して付着させるブラシ14と、切断刃とブラシとを保持して連続シートの切断時に回動する回動アーム15とを具備する。回動アームを駆動する手段として、連続シートの切断の際に、ピストンロッド16aから回動アームに至る箇所を急速に動作させるエアシリンダ装置16が設けられ、連続シートの切断時まで回動アームを待機位置に拘束するトリガー28が設けられる。
(もっと読む)
シート材無停止自動接合装置及び方法
【課題】先行シート材と後続シート材とを無停止で接合するシート材無停止自動接合装置を提供する。
【解決手段】負圧吸着可能な外周面を有するメインドラムと、先行シート材後端部を切断する第1のロータリーカッターと、該先行シートの後端部と後続シート材の先端部とを重ね合わせた状態で切断する第2のロータリーカッターと、該先行シートの後端部と後続シート材の先端部とを突き合わせた状態で接着テープを貼着する昇降加圧ローラーと、先行シート材と後続シート材とが前記メインドラム外周面上で合流するように配置された搬送路とを具備しており、前記第1のロータリーカッターは前記搬送路に配置され、前記第2のロータリーカッターと前記昇降加圧ローラーは、前記メインドラムの外周面に接するように配置されていることを特徴とする。
(もっと読む)
テープ巻回体製造装置
【課題】 2枚のセパレータテープを重ね合わせて巻芯に巻き付けるに当り、それらのテープの巻き付け端部を巻芯に確実に固定して、セパレータテープの巻芯への初期巻き付けを良好に行なえるようにする。
【解決手段】 回転可能に支持された巻芯2と、巻芯2にそれぞれ第1セパレータテープ9、第2セパレータテープ10を供給する機構と、正極テープ17と負極テープ19をそれぞれ2つのセパレータテープ9、10の間に介在して巻芯2に供給する機構とを備えてなるテープ巻回体製造装置において、供給された第1と第2のセパレータテープ9、10を巻芯2に溶着接合する加熱溶着装置43を設け、巻芯2に溶着接合された第1と第2のセパレータテープ9、10を該巻芯2に初期巻き付けするように構成した。
(もっと読む)
巻取装置及び巻回素子の製造方法
【課題】機構の複雑化、コストの増大を招くことなく、安定した均質な巻回を実現することのできる巻取装置及び巻回素子の製造方法を提供する。
【解決手段】2枚のセパレータ3,4に所定の張力が付与された状態でヒータブロック43aが移動させられることでセパレータ3,4が巻芯コア2に対し押し付けられ、固着される。固着完了後、回転手段20(巻芯21)が所定角度進角側に回動させられる。これにより固着部KTと非固着部UKとのなす角θが鋭角となるよう巻芯コア2が位置決めされる。この状態から切断手段44(刃部44a)が作動させられ、セパレータ3,4が2枚一度に切断され、それ以降回転手段20の回転が行われる。今回の巻取りとは無関係の側においてセパレータ3,4の非溶着部分がほとんど発生せず、非溶着部分が折れ曲がったまま巻取られてしまうといった事態を回避できる。
(もっと読む)
1 - 20 / 75
[ Back to top ]