
Fターム[3G005GB75]の内容
過給機 (28,580) | 制御対象の位置、部材構造 (4,877) | 軸(シャフト) (152) | ロータ軸 (127) | コンプレッサとタービンの連結軸 (84) | ロータと軸の接合 (37)
Fターム[3G005GB75]に分類される特許
1 - 20 / 37
位置決め装置
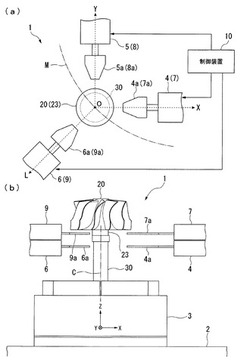
【課題】翼車と支持軸との位置決め精度の向上を実現可能な位置決め装置を提供する。
【解決手段】支持軸と翼車とが一体的に嵌合された状態で両者の位置決めを行う位置決め装置であって、支持軸をその中心軸線が基準面に対して垂直となるように把持する把持装置と、支持軸の中心軸線が基準面に設定された装置原点を通過するように把持装置を移動させるワーク移動装置と、基準面内の装置原点で交わる3つの座標軸に沿って軸側接触子及び翼側接触子を移動させるアクチュエータと、ワーク移動装置を制御して支持軸の中心軸線が装置原点と一致するように把持装置を移動させた後、アクチュエータを制御して支持軸と各軸側接触子との接触位置と、翼車の開先円と各翼側接触子との接触位置とを計測し、その計測結果に基づいて支持軸の中心軸線上に翼車の重心点が位置するように翼車の位置決めを行う制御装置とを備える。
(もっと読む)
溶接装置及び溶接方法

【課題】ロータ軸の軸心と翼車の重心との位置合わせ精度を従来よりも向上させる。
【解決手段】支持軸の端面に翼車の背面の開先面を当接させて溶接する方法であって、翼車の重心位置を計測する重心計測工程S1と、支持軸の端面に翼車の背面に形成された開先面を当接させた状態で支持軸の中心軸線と翼車の中心軸線との位置関係を計測する位置計測工程S2と、位置計測工程S2によって中心軸線同士が位置合わせされた支持軸及び翼車について、翼車の重心位置及び支持軸周りの溶接開始位置に基づいて溶接変形による重心位置の変位方向及び変位量を特定する重心変位特定工程S3と、溶接変形後の重心位置が支持軸の中心軸線の延長線に最も近くなるように支持軸の中心軸線と翼車の中心軸線とを相対的に変位させる位置修正工程S4と、位置修正工程S4によって中心軸線同士が変位した支持軸の端面と翼車の開先面とを溶融接合する接合工程S5とを備える。
(もっと読む)
ターボ機械
【課題】取付及び取外しを容易にするとともに、メンテナンス性を向上させること。
【解決手段】それぞれの背面部3a,3bが互いに対向する少なくとも1つの第1の動翼1及び第2の動翼2と、これら第1の動翼1及び第2の動翼2を支持するロータシャフト4と、軸受装置とを備えて成り、それぞれロータ軸受半部6a,6b及びステータ軸受半部7a,7bを有するアキシャル軸受5a,5bが第1の動翼1及び第2の動翼2それぞれの近傍において形成され、第1の動翼1及び第2の動翼2それぞれの背面部3a,3bにおいてロータ軸受半部6a,6bが形成されているターボ機械において、第1の動翼1をロータシャフト4に固設する一方、第2の動翼2を取外し可能にロータシャフト4に結合し、ロータシャフト4を、第1の動翼1から第2の動翼2へ向けて先細状に形成するか、又は同一の径を有するよう形成した。
(もっと読む)
ターボ過給機
【課題】ホイールとシャフトとの接合部分に発生する応力集中を従来より低減することが可能なターボ過給機を提供する。
【解決手段】回転軸線CL回りに回転自在に設けられるシャフト2と、複数のブレード4を有するとともにシャフト2と同軸に設けられるタービンホイール3とを備え、タービンホイールに設けられて回転軸線CL上に形成された穴部5にシャフト2に設けられて回転軸線CL上に配置された挿入部6が嵌め込まれ、穴部5の入口外周にて溶接されてタービンホイール3とシャフト2とが一体化されているターボ過給機1Aにおいて、挿入部6の先端の中央には、軸線方向CL内側に凹む凹部11が設けられている。
(もっと読む)
過給器
【課題】タービンインペラ2とシャフト4との締結構造の信頼性を向上でき、且つ、安価に製造できる過給器を提供する。
【解決手段】シャフト4のタービン側には、タービンインペラ2を支持する一方の軸端部4aが設けられると共に、その軸端部4aに支持されるタービンインペラ2を軸方向に位置決めするスラスト面10が形成されている。タービンインペラ2には、複数の羽根2aを有するハブ2bの中心部を軸心方向に貫通する中心孔2cが形成されると共に、ハブ2bの外側端面から軸方向に凹設された筒状の窪孔2dを有し、この窪孔2dの底面中央部に中心孔2cの一端が開口している。このタービンインペラ2は、中心孔2cにシャフト4の一方の軸端部4aが挿通され、ハブ2bの内側端面をスラスト面10に当接させた状態で、中心孔2cから突き出る軸端部4aの雄ねじ部11に、窪孔2dの内部に挿入されたナット16を螺着して締め付け固定される。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、タービン翼車4のNi基超合金及びロータ軸2の鉄鋼材料を溶け合わせた溶接金属6と、タービン翼車4との境界部分に対して、電子ビームEBを周期的に偏向させつつ照射する。
(もっと読む)
異種金属溶接方法及び異種金属接合体
【課題】溶接割れを抑制し、ロバスト性を向上させることのできる異種金属溶接方法、及び溶接割れを抑制した高品質な異種金属接合体を提供すること。
【解決手段】ターボチャージャ1のロータ軸2とタービン翼車4の突き合わせ部分を1度全周に亘って電子ビームを照射する第1の溶接を終えた後に、ビーム照射位置を変位させて再度全周に亘って電子ビームを照射する第2の溶接を行う。
(もっと読む)
Ni基超合金に対する鉄鋼材料の溶接方法及び溶接継手
【課題】Ni基超合金に対して異種金属である鉄鋼材料を溶接により接合するに際して、両者を溶け合わせた金属とNi基超合金との境界に割れの無い健全な溶接継手を得ることが可能であるNi基超合金に対する鉄鋼材料の溶接方法及び溶接継手を提供する。
【解決手段】Ni基超合金であるタービン翼車4と、鉄鋼材料であるロータ軸2とを各々の境界部で溶接により互いに溶け合わせて接合するに際して、電子ビームEBの照射位置を制御して、タービン翼車4のNi基超合金とロータ軸2の鉄鋼材料との境界部で互いに溶け合わせて成る溶接金属6の混合比を0.5〜0.8とする。
(もっと読む)
軸付回転体
【課題】軸付回転体において、溶接時の位置決めが容易であり且つ耐疲労特性を向上させることのできる軸付回転体を提供すること。
【解決手段】ターボチャージャのロータ軸2に第1の環状突出部2a及び凸部2bを形成し、タービン翼車4に第2の環状突出部4a及び凹部4bを形成して、当該凸部2aを凹部4bに嵌入することで位置決めを行いつつ、当該位置決め部分と空間8を隔てた第1の環状突出部2a及び第2の環状突出部4aの突き合わせ部分を溶接する。
(もっと読む)
ターボ機械
【課題】インペラとシャフトとの間の溶接接続の意図しない分離が確実に防止されるターボ機械を提供する。
【解決手段】軸受ハウジングと、回転可能に当該軸受ハウジングの内部室に軸受けされているシャフトと、溶接箇所を介してシャフトの長手端部と物質的に接続されており、かつ内部室の外側でインペラ室に設けられているインペラと、シャフトの円周方向に設けられており、その結果内部室がインペラ室に対して密閉されているパッキングとを有するターボ機械であって、パッキングは密閉のために、互いに向かい合う2つの回転密封面と協働する。本発明の課題は、インペラとシャフトとの間の溶接接続の意図しない分離が確実に防止されるターボ機械を提供することにある。これは、両密封面の少なくとも一つの密封面の密封面材質が、パッキングとインペラとの間に設けられた分離層を形成することによって達成される。
(もっと読む)
タービンローターの製造方法
【課題】コストを低減できるとともに、振動特性の悪化を防止できるタービンローターの製造方法を提供する。
【解決手段】電子銃10を用いて嵌合部21を溶接するタービンローターの製造方法であって、嵌合部21を一回転させる中で、嵌合部21の位相に対応する電子ビーム12を電子銃10より嵌合部21に複数回照射して、タービンシャフトの周方向において等間隔に配置されるとともに、複数の溶融部を嵌合部21に形成する溶融部形成工程と、溶融部形成工程の後に、溶融部形成工程で形成される溶融部の幅と同じ幅、あるいは溶融部の幅よりも小さい幅だけ嵌合部21を回転させる回転工程と、を含み、溶融部形成工程および回転工程は、複数の溶融部が嵌合部21の全周にわたって連続して形成されるまで繰り返される。
(もっと読む)
ロータの製造方法
【課題】接続後のロータのアンバランス量を低減でき、回転翼における重心位置の調整作業を軽減でき、さらにロータの不良率を抑制できるロータの製造方法を提供する。
【解決手段】本発明は、回転翼と支持軸とが一体的に接続されるロータの製造方法であって、計測により得られた回転翼の重心位置と支持軸の中心軸とを中心軸と直交する方向で位置決めする位置決め工程と、回転翼と支持軸とを位置決め工程での位置決めを行った状態で保持しつつ回転翼と支持軸とを一体的に接続する接続工程とを有する、という方法を採用する。
(もっと読む)
タービンローター用シャフトの製造方法
【課題】切削加工無しで、フランジと軸部の寸法、軸部に対するフランジの直角度、円周振れ、真円度を所望する精度に納めることができるタービンローター用シャフトの製造方法を提供する。
【解決手段】最終製品の目標値に対して、フランジ(3a,3b)の外径が+0.0%〜+0.6%、フランジの厚みが−0.8%〜−0.0%、軸部(2)の直径が+0.0%〜+0.6%以内、円周振れ公差が0.5mm以内、軸部に対するフランジの直角度公差が0.5mm以内にあり、且つ焼結密度が相対密度95%以上の焼結品をプレスする工程を含み、当該プレス工程において、回転軸を含む面でタービンローター用シャフトを2等分した形状の上型と下型で、焼結品をプレスし、1回目のプレス後、120°以内で位相を変えて2回目のプレスを行い、以後、順次120°以内で焼結品を回転させて360°以上回転するまでプレスを行う。
(もっと読む)
ロータ及び過給機
【課題】製造コストを削減できるロータ及び該ロータを備える過給機を提供すること。
【解決手段】本発明に係るロータ5は、回転翼7と支持軸6とが一体的に接続されたロータであって、支持軸6はその軸方向での端面61に形成された嵌合凹部62を有し、回転翼7は耐熱合金を用いて成形されると共に軸方向で突出する嵌合凸部71を有し、嵌合凸部71は嵌合凹部62に嵌合しているという構成を採用する。
(もっと読む)
過給機
【課題】コンプレッサインペラ19の疲労強度を十分に確保しつつ、車両用過給機1の生産性を向上させること。
【解決手段】中実のコンプレッサホイール39の外周面に複数枚のコンプレッサブレード41が間隔を置いて一体形成され、コンプレッサホイール39の基端面に取付軸43が同軸上に一体形成され、取付軸43がロータ軸9の一端部にねじ機構53によって同軸上に一 体的に連結可能になっていること。
(もっと読む)
ロータ軸及び過給機
【課題】回転体の剛性を高くして危険速度を高くすることができ、さらに加工の作業効率を向上することもできるロータ軸及び過給機を提供する。
【解決手段】本発明に係る過給機は、排気ガスの供給によりタービン翼車11を回転させるタービン1と、タービン翼車11と同軸に連結された羽根車21により空気を吸入するコンプレッサ2と、を備えた過給機において、タービン翼車11に接合されるとともに、端部に羽根車21が挿入されて固定されるロータ軸3を有し、ロータ軸3は、羽根車21の根元部分Rを支持する第一支持部31と、羽根車21の中間部Mを支持する第二支持部32と、羽根車21の端部Tを支持する第三支持部33と、を備えている。
(もっと読む)
タービンロータ及びタービンロータの製造方法
【課題】電子ビーム装置を1台使用することでシャフトとタービンホイールの電子ビーム溶接が可能であり、しかも従来の電子ビーム溶接によって生じていたシャフトの溶接変形を低減することが可能なタービンロータ及びタービンロータの製造方法を提供する。
【解決手段】タービンホイールと、棒状に形成されたシャフトとを電子ビーム溶接により接合するタービンロータの製造方法において、前記シャフトのタービンホイールとの接合部は、シャフト中心側から順に少なくとも平面部と溝部を有しており、前記タービンホイールのシャフトとの接合部の平面に、前記シャフトの平面部を対面して接触させて面当て部を形成し、前記タービンホイールとシャフトの外周側から前記溝部が存在する深さまで電子ビーム溶接を行って、周方向に前記溝部まで溶接部を形成する。
(もっと読む)
ロータの製造方法、ロータ及びターボチャージャ
【課題】製造に伴う手間やコストを削減しつつ、高い精度を有するロータの製造方法、ロータ及びターボチャージャを提供する。
【解決手段】本発明は、回転翼7と軸6とが接続されたロータ5の製造方法であって、軸6の一端部に設けられる嵌合凸部61が挿入される凹部と、該凹部の内周面から嵌合凸部61の径よりも中心側に突出する調整部とを有する、回転翼7を成形する回転翼成形工程と、調整部における中心側の端部によって形成される嵌合凹部の位置及び径を調整する調整工程と、嵌合凹部に嵌合凸部61を嵌合し、回転翼7と軸6とを一体的に接続する接続工程とを備えるという方法を採用する。
(もっと読む)
ロータ
【課題】溶接できない材質で形成された回転翼と金属製の回転軸とを、圧入工程を用いることなく一体的に接続したロータを提供する。
【解決手段】本発明のロータ5は、軸部72を備え軸部72の中心軸周りに回転する回転翼7と、軸部72に設けられ略リング状を呈するスリーブ9と、スリーブ9に一体的に接続される回転軸6と、を有し、軸部72は周面の外側に突出する凸部72Aを備え、回転軸6は回転方向で凸部72Aと係合する凹部62Aを備え、スリーブ9は中心軸方向で軸部72と係合する係合部9Cを備えるという構成を採用する。
(もっと読む)
インペラ取付構造及び過給機
【課題】コンプレッサインペラ11に対して水洗浄等を行う場合でも、取付軸37の先端部分から取付軸37とコンプレッサハブ13の嵌め合い部に水が侵入することを防止すること。
【解決手段】取付軸37の雄ねじ部37sにコンプレッサインペラ11を取付軸37の基端の段差部B側へ押圧する締付ナット39が螺合して設けられ、取付軸37の雄ねじ部37sに締付ナット39から突出した取付軸37の先端部分を水密的に覆うシールキャップ41が螺合して設けられ、シールキャップ41の頭部は、先端方向に向かって徐々に細くなるような曲面形状を呈している。
(もっと読む)
1 - 20 / 37
[ Back to top ]