
Fターム[3J030BC01]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | 非金属材 (360)
Fターム[3J030BC01]に分類される特許
81 - 100 / 360
繊維強化樹脂歯車
【課題】本発明の目的は、歯車の噛み合い時に生ずる騒音の減少効果に優れ、かつ機械的強度を兼ね備えた繊維強化樹脂歯車を提供する。
【解決手段】繊維補強材により補強された、樹脂からなる繊維強化樹脂歯車であって、該繊維補強材が、強化繊維A及びBからなり、該強化繊維Aが、引張弾性率が5〜50GPa、25℃における損失正接(tanδ)が0.040以上のパラ型芳香族ポリアミド繊維、該強化繊維Bが、引張弾性率が54GPa以上のパラ型芳香族ポリアミド繊維であり、強化繊維A:強化繊維Bの重量比率が3:97〜56:44であることを特徴とする繊維強化樹脂歯車とする。
(もっと読む)
複合ギヤおよびトルク伝達機構

【課題】静粛性や摺動特性などを損なわずに、従来の樹脂ギヤでは得られない高疲労強度、高耐熱性、高耐衝撃性などの特長を有する複合ギヤおよびトルク伝達機構を提供する。
【解決手段】複合ギヤ(1)は、軸または軸への取付け部(20)を含む内周部材(2)と、ギヤ歯(11)に対応する複数の芯歯(31)を有する環状の芯部材(3)と、前記芯歯を包覆する表歯部(41)を含み前記芯部材および前記内周部材の外周部(22)を被覆する樹脂製の表層部材(4)とを備えている。前記芯部材は、金属、合金、または焼結金属で構成され、前記内周部材の前記外周部に周方向に相対変位可能に嵌合されて組立体(2,3)をなし、該組立体をインサート材として、その周囲に前記表層部材(4)が射出成形されることで、前記表層部材の側面部(42)と前記内周部材との接合部(26,46)に、周方向への相対変位を阻止する係合部(27,47)が形成されている。
(もっと読む)
樹脂成形品

【課題】難燃剤を内添した樹脂成形品に比べ、樹脂成形品としての機能・特性を維持しつつ、難燃性を改善した樹脂成形品を提供すること。
【解決手段】表面に凹部及び内部に中空部の少なくとも一方を持つ樹脂成形品本体(例えば、凹部16を持つ歯車本体10)と、樹脂成形品本体における中空部(例えば凹部16)に配置される難燃性部材20であって、難燃剤を含んで構成される難燃性部材20と、を備える樹脂成形品。
(もっと読む)
樹脂製歯車の製造方法
【課題】歯車精度を向上させた樹脂製歯車を製造する。
【解決手段】樹脂製歯車の歯部1を、一次加工及び二次加工に分けて形成する。まず、一次加工は、歯元部4の歯面が、最終形状のインボリュート曲線と相似形状6になるよう設定して加工するとともに、歯先部3の歯面が、前記相似形状6よりも内側になるよう設定して加工する。そして、二次加工は、全体に亘る歯面が、最終形状のインボリュート曲線8に一致するよう設定して加工する。
(もっと読む)
円環状外周部を有する樹脂成形品
【課題】 樹脂歯車や樹脂プーリーなどを射出成形により製造する際に、金型を型開きする工程で、所望する側の金型に成形品を確実に残留させられるようにして、これら樹脂成形品の生産を円滑に行えるようにする。
【解決手段】 樹脂の射出成形により、円環状の外周部が回転軸となる軸部とウェブ14によって一体に成形された樹脂成形品であって、外周部たるリム11は、ウェブ14よりも回転軸方向の厚みが厚く形成されると共に、成形品のゲート痕16が存在する側とは反対側において、リム11の内周面に離型時にアンダーカットとなるようなリング状の突条15が設けられている。リング状の突条は軸部の外周面や、リブの側面に設けても良く、螺旋状の突条としても良い。
(もっと読む)
ウォームホィール及びその製造方法
【課題】切削加工手段であるホブの直径を変更することなく、ウォームとウォームホィールとの噛合状態を良好とする。
【解決手段】ウォームホィール素形体の外周面に対して回転するホブの切削刃によって歯切り加工が行われている際、ホブがウォームホィール素形体の外周面に形成される歯型の歯幅方向の中央部近傍部位に到達したとき、ウォームホィール素形体の回転軸とホブの回転軸とが所定角度θだけ交差した状態を保持しながら、ウォームホィール素形体の回転軸方向(矢印D方向)に沿って前記ホブを所定長だけ変位させる。
(もっと読む)
複合歯車ブランクおよび複合歯車ブランクの製造方法
複合歯車ブランクの製造方法は、非回転式金型(10,12,28)に硬質のセンターピース(2)を入れるステップと、金型を不活性化するステップと、センターピースの周囲の金型を満たすまで液体反応混合物(M)を加えるステップと、満たされた金型に静圧をかけるステップと、センターピースを取り囲むプラスチック製外側部を形成するために反応混合物を重合させるステップとを備える。こうして作られた複合歯車ブランクは、室温および120℃までの高温のいずれにおいても垂直および剪断接着強度の値を改善しており、特に、自動車用電動ステアリングシステムのウォーム歯車部を製造するのに適している。 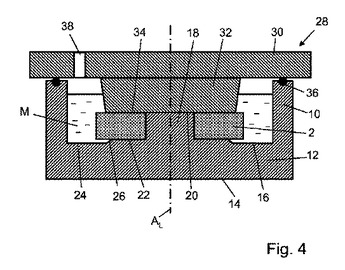 (もっと読む)
(もっと読む)
歯車及びそれを備えた画像形成装置
【課題】補強部材による樹脂製の歯車本体の変形を抑制し、効率的に駆動を伝達すると共に回転剛性を高めることが可能な歯車及びそれを備えた画像形成装置を提供する。
【解決手段】画像形成装置100の現像ユニット3a〜3dに配置された現像ローラ21を駆動するための第2歯車42は、樹脂製の歯車本体45と、歯車本体45のボス45bの外周面に内周部としての嵌合穴46aが圧入されて歯車本体45に装着される補強部材46とを有している。歯車本体45にはリム45cから径方向中心側に向かって突出するリブ45dが形成され、補強部材46の外径はリム46の内径よりも小さく形成され、補強部材46の外周部におけるリブ45dと対向する位置には、リブ45dと周方向には当接可能であるが径方向には所定の隙間Dを隔てて当接が規制される切り欠き部46cが形成されている。
(もっと読む)
樹脂製歯車
【課題】樹脂製歯車が吸湿による膨潤で寸法変化を起こす場合においても、噛み合い時の異常や異音が発生しない樹脂製歯車を提供する。
【解決手段】歯部1全体が樹脂で構成された樹脂製歯車であって、歯先部分3の歯面を、基準歯形形状5の歯面より内側に位置させる。好ましくは、歯先部分3を、歯先2から全歯丈4の20〜50%に相当する部分とし、歯先2は、全歯丈の0.2〜1.2%に相当する距離だけ基準歯形形状5の歯先より内側に位置させる。
(もっと読む)
ウォームホイール
【課題】荷重に対する強度を確保すると共に寸法精度を確保する。
【解決手段】ウォームホイール10では、軸保持部14と歯部16とを連結する連結部18が複数の第一連結壁部20及び第二連結壁部22を有して構成されている。この複数の第一連結壁部20及び第二連結壁部22は、周方向に並んで形成されると共に周方向に隣り合う一対の組み合わせが径方向にテーパ状をなしており、それぞれ径方向に向かうに従って軸方向に寸法が変化するテーパ状に形成されている。従って、ウォームホイール10が周方向及び軸方向に荷重を受けた場合でも、第一連結壁部20及び第二連結壁部22が筋交いとして機能するので、上記荷重に対する強度を確保できる。また、第一連結壁部20間及び第二連結壁部22間には、凹部24,26,32,34が形成されている。従って、ウォームホイール10を樹脂成形により形成する場合でも、ヒケ等を抑制して寸法精度を確保できる。
(もっと読む)
歯車減速装置
【課題】第1ギアと第2ギアが樹脂の成形体によって形成されたものであっても、回転停止時(ストッパ時)の第1ギアと第2ギアの噛合い強度を低下させることなく歯当り音の減少を図る。
【解決手段】異なる歯数の第1ギア23と第2ギア25が噛合い回転可能に配置されており、両ギアの噛合い回転は、両ギアの回転に対するストッパ手段により常時同じ歯の噛合い状態で回転停止するようになっている歯車減速装置20であって、両ギアは樹脂の成形体によって形成されており、両ギアが回転停止する際に常時噛合い状態にある歯のみの歯型内部に金属板30、31が内包されて両ギアが形成されていることを特徴とする。
(もっと読む)
歯当たり音抑制ギヤ
【課題】歯当たり音が小さく、歯部の剥離を確実に防止することができる歯当たり音抑制ギヤを提供する。
【解決手段】歯当たり音抑制ギヤは、歯車形状の芯部51と、芯部51の周縁部に周方向全体に渡って設けられ径方向の先端に歯面52aをもつ歯部52とからなる。歯部52は、均一な組成をもつ樹脂で構成された樹脂層53からなる。樹脂層53は、歯面52aに近づくに従って嵩比重が小さくなる。樹脂層53の嵩比重は、歯面52aに近づくに従って連続的に小さくなるとよい。樹脂層53の発泡率は、歯面52aに近づくに従って大きくなるとよい。
(もっと読む)
合成樹脂歯車
【課題】 外周面に凹溝を有するインサート部材をインサート射出成形により歯部と一体化した合成樹脂歯車において、歯の成形精度、特に、歯幅方向中央部の精度を高めた、高精度の合成樹脂歯車を提供する。
【解決手段】 平歯車またはハスバ歯車状の複数の歯21を有する歯部2とインサート部材4とが射出成形により一体化された合成樹脂製歯車1において、インサート部材4の外周面には、歯車両端面を結ぶ方向に延在する凹溝41が形成されるとともに、歯の歯スジ方向と、インサート部材の凹溝の方向が、半径方向から見て互いに所定の角度で交わるような方向にされ、さらに、歯車の歯幅方向中央部における断面において、インサート部材の凹溝41が、歯部の歯底21aと円周方向位置で略一致するようにされたことを特徴とする合成樹脂歯車。
(もっと読む)
機械部品、機械部品の製造方法および時計
【課題】シリコン製の部品に対し、割れを発生することなく打ち込み部品を良好に打ち込むことを可能にした機械部品と、この機械部品の製造方法、及び時計を提供する。
【解決手段】打ち込みによって打ち込み部品が取り付けられる機械部品130dである。貫通孔132aを有してなるシリコン製の基部品132と、貫通孔132aに取り付けられた、打ち込み部品131が打ち込まれる保持孔133aを有した筒状の部品133と、を備えてなる。
(もっと読む)
樹脂製回転体成形用半加工品の製造方法及び樹脂製回転体の製造方法ならびに樹脂製歯車
【課題】1つの補強用繊維基材だけを用いた場合であっても、金属製ブッシュの外周部に設けた回り止め部と補強用繊維基材との結合強度を向上させた、信頼性の高い樹脂製回転体を少ない工数で、作業性よく製造する。
【解決手段】エアにより、補強繊維を分散及び/又は混合する第1のステップと、ブッシュ2の外周部の周囲に補強繊維を集積させてブッシュ2の外周部を囲む補強繊維集積体8Bを形成する第2のステップと、補強繊維集積体8Bを回転軸の軸線方向に圧縮して補強用繊維基材5を形成する第3のステップとからなる。そして、第1のステップから第3のステップまでを、ブッシュと補強繊維集積体を収容している同一装置7内で連続して行う。
(もっと読む)
ウォームギア用軸受装置および自動車用パワーシートのシートスライド機構用ウォームギア
【課題】スラスト軸受を樹脂製として軽量化すると共に、スラスト軸受の摩耗量を少なくし、これによって振動や異音の発生を起こり難く、耐久性に優れたウォームギア用軸受装置とすることである。
【解決手段】ウォームギアにおけるウォーム1をワッシャ形のスラスト滑り軸受2およびブッシュ形のラジアル滑り軸受(焼結含油軸受)3で支持するウォームギア用軸受装置であり、スラスト滑り軸受2を、芳香族ポリエーテルケトン樹脂であるポリエーテルエーテルケトン樹脂を95〜99.9重量%を含有する樹脂製スラスト滑り軸受で形成したウォームギア用軸受装置とする。スラスト滑り軸受2の摩耗量は少なくなり、その耐久性は向上し、これによってウォームギアの振動や異音の発生を起こり難くし、耐久性が向上する。
(もっと読む)
動力伝達部材
【課題】高い同軸度で結合され、圧入力、固定力、及び破壊強度のバラツキを低減し、軸方向の固定力が十分大きい動力伝達部材を提供する。
【解決手段】繊維強化プラスチック(FRP)製円筒部材10と、継ぎ手部材20とを有し、継ぎ手部材20のボス部22の外周面22aには雄ねじ23が形成され、繊維強化プラスチック(FRP)製円筒部材10の内周面10aに雌ねじ11が形成され、雄ねじ23と雌ねじ11と螺合させることによって繊維強化プラスチック(FRP)製円筒部材10と継ぎ手部材20とが接合されている動力伝達部材1である。
(もっと読む)
射出成形体、樹脂製滑り軸受、樹脂製歯車、冠型樹脂製保持器、樹脂製シールおよび転がり軸受
【課題】射出成形体である樹脂製保持器、樹脂製シール、樹脂製滑り軸受、樹脂製歯車の射出成形時の流動性を確保しながら、該成形体の機械的強度および靭性を高め、さらに耐摩耗性を向上させる。
【解決手段】樹脂組成物が生分解性を有するポリエステル系高分子、特にポリブチレンサクシネートに、繊維状物無機補強材を10重量%以上、40重量%以下と、ポリカルボジイミド樹脂を0.5重量%以上、10重量%以下とを配合してなり、この樹脂組成物を射出成形して得られる射出成形体である。
(もっと読む)
回転駆動力伝達機構
【課題】 駆動力伝達機構の周期的な剛性の変化がなく、従動軸に確実に駆動力を与えるよう連結部分の剛性を高くし、かつ偏芯の少ない回転駆動力伝達機構を提供する。
【解決手段】 金属製のハブに樹脂をモールド成形する回転駆動力伝達機構である歯車において樹脂製の駆動力伝達部である歯の数と同数または、その整数倍数の凸部を有することで樹脂製の歯の噛み合い位置から金属製のハブまでの法線方向距離が一定となるため周期的な回転方向の剛性変化をなくし、かつ軸との連結部分をテーパとすることで偏芯の少ない構成とする。
(もっと読む)
射出成形樹脂フェースギヤ
【課題】射出成形後における樹脂材料の収縮に起因する歯車精度の低下を押さえることができ、正確で且つ円滑な回転伝達を可能にする射出成形樹脂フェースギヤを提供する。
【解決手段】射出成形樹脂フェースギヤ1は、軸穴2を有するボス3と、このボス3の外周側から径方向外方へ向かって形成された円板状のウェブ4と、このウェブ4の外周端に形成された歯部5と、を備えている。歯部5が、ウェブ4の外周端に接続された円筒状部分13と、この円筒状部分13の一端側から径方向外方へ向けて形成された円板状部分14と、この円板状部分14の一側面が歯底16になるように円筒状部分13の外周側に等間隔で複数形成された歯15と、を備えている。円板状部分14とウェブ4とが同一の肉厚に形成され、円筒状部分13が円板状部分14の肉厚よりも薄い肉厚に形成されている。
(もっと読む)
81 - 100 / 360
[ Back to top ]