
Fターム[3J030BC01]の内容
歯車・カム (7,549) | 歯付部材の材料、製造方法 (1,427) | 非金属材 (360)
Fターム[3J030BC01]に分類される特許
141 - 160 / 360
射出成形樹脂歯車の成形方法及び射出成形樹脂歯車
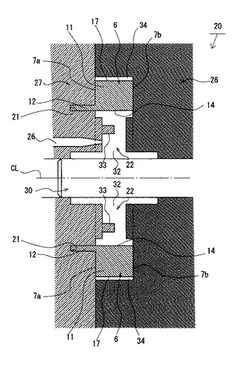
【課題】ウェルドラインを歯の歯先面に生じさせる。
【解決手段】インサート6をキャビティ22内の所定位置に収容した後、ピンポイントゲート26からウェブを形作るためのキャビティ部分32に溶融樹脂を射出する。そのキャビ部分32から歯を形作るキャビティ部分34へ向かう溶融樹脂の流れをキャビティ22内に出っ張る突起33によって絞り、ウェブ側のキャビティ部分32から歯側のキャビティ部分34へ向かう溶融樹脂の流れの流動速度を略均一化し、この流動速度が略均一化した溶融樹脂の流れを、インサート6に形成した溶融樹脂誘導路でキャビティ22内の歯の歯底面40に対応する部分へ案内し、歯を形作るインサート6の外周面に樹脂を被覆すると共に、歯の歯先面にウェルドラインを形成するようにした。
(もっと読む)
歯車装置およびその製造方法

【課題】 成形寸法にバラツキが大きい樹脂製の歯車、および、樹脂製の軸支部材を用いる歯車装置に関し、バックラッシならびにガタツキの発生を抑え、歯車の回転不良が少ない、耐久性に優れる歯車装置を提供する。
【解決手段】 歯車装置は、第1軸支部材が第1圧接部を含む弾性変形可能な弾性片と、第2軸支部材と連結する複数の位置決めボス、ならびに、複数の連結固定ボスを備え、第2軸支部材が第1圧接部に当接する第2圧接部と、その長径方向が第1軸と第2軸とを結ぶ直線と平行で位置決めボスが貫通する複数の長孔と、連結固定ボスがネジ止めされる複数のネジ孔と、を備え、第1軸支部材の弾性変形した弾性片の第1圧接部と、第2軸支部材の第2圧接部と、が圧接されている状態で、ネジ孔を貫通して連結固定ボスに固定されるネジが第1軸支部材と第2軸支部材とを連結し、かつ、第1歯車と第2歯車とが咬合する。
(もっと読む)
ウォームギヤ機構を備えた電動パワーステアリング装置
【課題】電動モータの駆動力が入力されるウォームギヤ機構において、ステアリング突き当て時の衝撃トルクを低減すると共に、高い強度を確保することができるようにする。
【解決手段】ウォームギア機構11を構成するウォームホイール32の歯36が、歯底41から歯幅を一定とした等幅部42を歯底側に備えると共に、歯先43に向けて歯幅が漸減するテーパ部44を歯先側に備えたものとする。特にウォームホイールにおいて、外周に歯が列設された歯形成部37が、合成樹脂材料にて形成されたものとする。
(もっと読む)
樹脂歯車及び減速機構付き電動モータ
【課題】ヒケの発生を抑えて成形精度を高める。
【解決手段】ウォームホイール23は、ギヤハウジングに植設した支軸に挿通するボス部23aと、外周面に複数の歯面23bが形成された歯部23cと、歯部23cとボス部23aに跨って形成された連結部23dとを備えている。連結部23dの軸方向両面には、歯部23cとボス部23aを連結する複数の補強リブ23gが等間隔で放射状に形成されている。これら補強リブ23gは連結部23dの軸方向両面で周方向に半ピッチだけオフセットさせてある。連結部23dには、補強リブ23gの反対側に補強リブ23gよりも高さの小さい小リブ23hが形成されている。
(もっと読む)
スプロケット及び汚泥かき寄せ装置
【課題】耐食性及びキー溝部の耐摩耗性に優れ、構造が簡易で軽量なスプロケット及び当該スプロケットを用いた汚泥かき寄せ装置を提供する。
【解決手段】スプロケット本体3は、周囲に複数の歯5を有する円板状の部材で、中央にスプロケット1を貫通するボス穴11が設けられる。ボス7は、中央にはボス7を貫通するシャフト穴15を有する部材である。ボス7の端面には、プレート設置部19が設けられる。スプロケット本体3は、一対のボス7に挟まれ、プレート設置部19に設置されたプレート9は、ボス7とスプロケット本体3の間に挟まれる。キー溝27はプレート9の底面に設けられ、シャフト穴15に開放部を有する矩形断面の溝である。
(もっと読む)
ギヤおよびそのギヤを用いた画像形成装置
【課題】簡単な構成で,寸法精度の問題を生じることなく,ギヤを強化して回転ムラを排除したギヤおよびそのギヤを用いた画像形成装置を提供すること。
【解決手段】本発明のギヤは,円形のフランジ部13と,その外縁に環状に形成された歯元部10とを有しており,フランジ部13の側面には,歯元部15より内側に歯元部15に対して間隔を置いて環状に離散的に配置された第1凸部16の列と,第1凸部16の列より内側に第1凸部16の列に対して間隔を置いて環状に離散的に配置された第2凸部19の列とが形成されており,フランジ部13および歯元部15の材質よりも高硬度または高密度の材質の補強部材2が,第1凸部16の列と第2凸部19の列との間に,それらの列と列との間隔を押し広げながら保持されているものである。これを像担持体の駆動系等に用いたのが本発明の画像形成装置である。
(もっと読む)
歯車装置
【課題】低騒音でありながら大トルクを伝達でき、さらに、耐久性が向上された歯車装置を提供すること。
【解決手段】歯車装置は、互いに噛み合う第1の歯車2および第2の歯車3を備えている。第1の歯車2の歯部4は金属製であり、第2の歯車3の歯部6は、樹脂部8と金属部9とを積層して構成されている。樹脂部8の歯面8bは、金属部9の歯面9bよりも突出している。第2の歯車3に対する第1の歯車2の衝突エネルギは、樹脂部8によって吸収される。また、樹脂部8の歯面8bには湾曲凹部13が形成されている。湾曲凹部13は、樹脂部8のピッチ円Cよりも径方向内方に配置されており、湾曲凹部13を設けることで、樹脂部8の歯元部8cに加わる応力が低減されている。
(もっと読む)
繊維強化樹脂歯車及びその製造方法
【課題】編み物で繊維強化材を構成するとともに、切削加工により歯部が形成された繊維強化樹脂歯車において、歯部の強度低下を抑制する。
【解決手段】繊維強化樹脂歯車11は、芯金12の外周に樹脂部13が形成され、樹脂部13の外周に繊維強化樹脂部14が形成されるとともに歯部15が形成されている。各歯部15の歯先の幅Wは編み物の編み目のコース方向における編み目1つ分の距離より小さく形成されている。各歯部15は、編み物を構成する編み目の横の列20bにおいて、一つのループとそのループに交差する2つのループとの一対の交差部、即ち図において部分A又は部分Bを1個有する。繊維強化樹脂部14の繊維強化材は、帯状に形成された編み物を繊維強化樹脂歯車11の軸方向に螺旋状に巻き重ねて環状に形成されている。
(もっと読む)
向上したトライボロジー特性のポリアセタール組成物
本発明は、(i)ポリアセタール樹脂と、(ii)p−アラミド粒子と(iii)ビニル末端ジメチルシロキサンポリマーとを含むポリアセタール組成物および向上したトライボロジー特性を示すその成形品に関する。  (もっと読む)
(もっと読む)
歯車
【課題】本発明の歯車によれば、歯車の性能を維持しつつ、歯車から出る騒音を低下させることは至難の技であり、別途、消音機能を備えた部材を使用する必要性が有ったが、本発明は、歯車の性能を低下させることなく、歯車から発生する騒音を極力低下させた歯車を提供することを目的とする。
【解決手段】歯部が弾性材製である歯車において、前記弾性材がポリカーボネート系ウレタンゴムであり、前記ポリカーボネート系ウレタンゴムのJISA硬度が90〜97であることを特徴とする。
(もっと読む)
成形プラスチック歯車
【課題】長期間潤滑機能を保持でき、動力伝達時の歯の摺動抵抗、歯の摩耗、騒音、及び動力伝達効率のロスを低減できると共に、長期間回転伝達精度を維持することができる成形プラスチック歯車の提供を目的とする。
【解決手段】金型のキャビティ内に溶融プラスチックを射出することにより、相手歯車と噛み合う歯10が複数形成されるようになっている。歯10は、噛み合う相手歯車の歯と接触する面接触領域15に、流動性を有する潤滑剤が収容される凹み16が形成されている。凹み16は、噛み合う相手歯車の歯との接触部が移動する方向(接触軌跡13に沿う方向)の下流側端部近傍において、接触軌跡13が直交する仮想断面上における断面積が接触軌跡13に沿う方向の上流側から下流側に向かうにしたがって小さくなっている。
(もっと読む)
歯車装置
【課題】フェースギヤの歯面の潤滑剤の枯渇を防止して、長期にわたって潤滑を行う。
【解決手段】フェースギヤ10を平歯車によって回転させる。フェースギヤ10の歯12の歯面21における径方向外方側への延長面を仮想延長面Hとして、仮想延長面Hの中側に潤滑剤保持部13を設ける。潤滑剤保持部13は、径方向外方側端面23をほぼ台形状に径方向外方に突出させたような形状を有していて、貯留面13bと径方向外方側端面23とによって段状に構成されている。相手歯車の歯面のうち、接触時に歯面21の径方向外方側端縁21aからはみ出した部分をはみ出し部とすると、貯留された潤滑剤は、はみ出し部に接触し、これを介して、長期にあたって歯面間に供給される。
(もっと読む)
ウォームホイールの製造方法及びウォーム減速機
【課題】ウォームホイール5aの歯部8aの耐久性確保と加工代の低減(低コスト化)とを高次元で両立させる。
【解決手段】中間素材12aの外周面に形成するはすば歯車13の各歯の圧力角θ1 を、完成後のウォームホイール5aの歯部8aの圧力角θ2 よりも小さくする。この結果、歯厚を厚くしても、歯底円直径の大きさをそのままにでき(歯底溝の深さをそのままにでき)、上記課題を解決できる。
(もっと読む)
合成樹脂歯車
【課題】 合成樹脂歯車において歯車回転方向の伝達精度を劣化させることなく、歯部を歯車半径方向に弾性変形可能として、歯車の誤差を吸収し、かみ合い精度を向上させる。さらに、回転伝達機構の精度を維持しながら、高精度歯車の使用量を減らすことができる合成樹脂歯車を提供する。
【解決手段】 合成樹脂歯車を外周部材と内周部材で構成すると共に、半径方向に延在する複数の溝とそれに嵌合する複数の回転規制部とによって、外周部材と内周部材とを、半径方向には相対変位可能で周方向には相対変位を規制するように連結し、さらに、外周部材と内周部材の間に複数の弾発部を設ける。
(もっと読む)
金属部品製造方法とコアメタルとインジェクションギヤ
【課題】生産性が良く、コストが低減する金属部品の製造方法を提供する。
【解決手段】金属素材1を自動移送式のプレス機により自動的に移送しながら絞り加工、バーリング加工、折曲げ加工といった各種プレス加工を行い、プレス加工により突設された金属素材の加工部分を加圧により押し潰して、又は折り曲げにより金属素材の他の部分に重ねて、又は圧縮により金属素材の他の部分に寄せ合せて増肉部を形成する製造方法である。金属素材における樹脂被覆箇所にプレス加工により穴、窪み、突起、凹凸、ギヤ、切欠き、切起し片等の各種形状の樹脂係止部を成形することもできる。金属素材がブランク材の場合はそのままプレス機に移送してその後のプレス加工をすることができ、ロール状に巻かれたコイル材の場合は円板状、各板状といった所定形状のブランク材にブランキングしてからそのブランク材をプレス機に移送してプレス加工する。
(もっと読む)
金属部品製造方法とコアメタルとインジェクションギヤ
【課題】 冷間鍛造では成形過程で中間焼鈍、潤滑処理等が必要であるため作業工数が多くなり、作業が断続され、生産に時間がかかり、製造される金属部品がコスト高になる。
【解決手段】
金属素材を自動移送式のプレス機により自動的に移送しながら絞り加工、バーリング加工、折曲げ加工といった各種プレス加工を行い、プレス加工により突設された金属素材の加工部分を加圧により押し潰して、又は折り曲げにより金属素材の他の部分に重ねて、又は圧縮により金属素材の他の部分に寄せ合せて増肉部を形成する製造方法である。金属素材における樹脂被覆箇所にプレス加工により穴、窪み、突起、凹凸、ギヤ、切欠き、切起し片等の各種形状の樹脂係止部を成形することもできる。金属素材がブランク材の場合はそのままプレス機に移送してその後のプレス加工をすることができ、ロール状に巻かれたコイル材の場合は円板状、各板状といった所定形状のブランク材にブランキングしてからそのブランク材をプレス機に移送してプレス加工する。
(もっと読む)
複合ギア
本発明の歯車は、コアと歯とを含み、前記コアは第1の材料を含み、前記歯は、コアの第1の材料とともに、その上に表皮として成形された第2の材料を含み、歯底における前記表皮の厚さが、歯のピッチ線における前記表皮の厚さより厚い。  (もっと読む)
(もっと読む)
繊維強化樹脂製歯車
【課題】製造時に歯形を形成することが容易な繊維強化樹脂製歯車を提供することにある。
【解決手段】繊維強化樹脂製歯車11は、芯金12と、芯金12の外周を囲むように設けられるとともに外周部に複数の歯形部13が形成された繊維強化樹脂部14とから構成されている。繊維強化樹脂部14は、歯車11の歯形部13の歯すじ方向に対して平行に配列された複数の連続繊維16からなる連続繊維群を強化材として有する繊維強化樹脂層17を備えている。
(もっと読む)
繊維強化樹脂製歯車
【課題】切削加工によって歯部を形成した場合であっても、強度的に有利な歯部を有する繊維強化樹脂製歯車を提供する。
【解決手段】繊維強化樹脂製歯車11は、外周部に歯部14が形成された繊維強化樹脂部13を備えている。そして、繊維強化樹脂部13は、4軸三次元組み紐組織である帯状のブレーディング繊維構造体が螺旋状に巻かれて積層されることでなる環状の三次元ブレーディング繊維構造体を強化材として使用している。
(もっと読む)
樹脂製ウォームホイール
【課題】強度を十分に確保するとともに高い寸法精度を備え、かつ相手部材のウォームの耐摩耗処理を不要とする。
【解決手段】繊維強化樹脂よりなり歯芯部30と内歯底部31とを有する内歯部3と、強化材を含まない樹脂よりなり歯芯部30を被覆する被覆歯部40と内歯底部31を被覆する外歯底部41とからなる外歯部4と、からなり、外歯底部41の表面からの歯芯部30の歯高さ(h)を外歯底部41の表面からの被覆歯部40の歯高さ(H)の10〜40%とした。
歯芯部30と被覆歯部40との肉厚のバランスが最適となる。
(もっと読む)
141 - 160 / 360
[ Back to top ]