
Fターム[3J030EA01]の内容
歯車・カム (7,549) | カム、カム従動体の構造 (222) | カム体自体 (69)
Fターム[3J030EA01]の下位に属するFターム
カム形状 (23)
多数のカム軌道を有するもの (6)
カム作動面の機能向上を図るもの (13)
Fターム[3J030EA01]に分類される特許
1 - 20 / 27
可変動弁機構
【課題】機構の大型化を抑えつつ、吸気弁又は排気弁それぞれを、独立して制御できるようにし、かつ、弁閉弁時の衝撃等を緩和する。
【解決手段】可変動弁機構は、カムの作用力をバルブに伝達するとともに、当該バルブの開弁特性を変更する可変動弁機構であり、カムシャフトと、カムシャフトを中心軸として回転可能に配置されたカムピースと、バルブを閉弁方向に付勢するバルブスプリングとを備える。更に、可変動弁機構は、カムピースとカムシャフトの当接面に配置された磁気粘性流体と、通電により磁気粘性流体に磁力を付す電磁石とを備える。この可変動弁機構では、電磁石への通電を制御することで磁気粘性流体に付される磁力が制御され、カムシャフトとカムピースとの間のせん断応力が制御される。
(もっと読む)
偏心体の製造方法、偏心体

【課題】射出成形により精密な偏心体を容易に製造することが可能な偏心体の製造方法および偏心体を提供する。
【解決手段】本発明の偏心体の製造方法は、成形金型1の型閉合時において固定型部2と可動型部3との間に形成される少なくとも筒状のキャビティ4内へ樹脂を射出充填することによって、キャビティ4の中心軸Oに対してキャビティ4へ連通するゲート5とは反対側に凹部を有する偏心体を得ることとしている。
(もっと読む)
研削盤
【課題】軸受付カムシャフトのカム駒の外周形状の精度をより向上させるとともに、軸受付カムシャフトの軸受への研削屑の浸入を防止することができる、研削盤を提供する。
【解決手段】シャフトSTの外周面の軸方向に単数または複数のカム駒CAと単数または複数の軸受BRが嵌合された軸受付カムシャフトWのカム駒の外周を研削する研削盤1であって、軸受付カムシャフトWを主軸回転軸CZ回りに回転可能に支持する一対の支持手段30C、40Cと、カム駒の外周面を研削可能な砥石Tと、砥石Tを砥石回転軸TZ回りに回転可能に支持し、一対の支持手段30C、40Cに支持された軸受付カムシャフトWに対して相対的に主軸回転軸CZに交差する方向に進退移動可能な砥石台10と、一対の支持手段30C、40Cに支持された軸受付カムシャフトWに嵌合されている軸受BRを覆うマスキング装置60と、を備えた研削盤1。
(もっと読む)
転がり軸受の給油装置
【課題】 回転軸とそれを支持する転がり軸受の間にタイミングよく給油する。
【解決手段】 本発明は、それぞれ異なるタイミングで特定の位相部位に周期的に回転反力を受ける複数の被軸受部22a〜22dが設けられた回転軸10を、本体12に対して前記各被軸受部でそれぞれ回転支持する複数の転がり軸受14a〜14dに給油する転がり軸受の給油装置であって、本体に設けられ、回転軸の所定部位と摺接する摺接面に潤滑油の吐出口34bを備える給油手段と、回転軸内に設けられ、下流端が被軸受部の外周面における特定位相部位に開口する給油口30aa、30ab、30ba、30bbとされ、上流端が給油手段の吐出口に回転軸の回転によって周期的に連通する潤滑油の取込口30ac、30bcとされた給油路30a,30bとを有し、給油路は、当該被軸受部の特定位相部位に回転反力が作用するタイミングで取込口が吐出口に連通するように構成されている。
(もっと読む)
駆動装置
【課題】 筐体を合理的に駆動するとともにスピーカの音響効果を向上してなる駆動装置を得ること。
【解決手段】 下部筐体210と、下部筐体の上部に設けられた上部筐体220と、上部筐体を下部筐体に対して回転可能に支持するシャフト300と、上部筐体の内部に配置されるとともにシャフトを中心に上部筐体を下部筐体に対して回転する駆動手段400と、上部筐体の内面に支持されたスピーカ500とを備え、上部筐体がスピーカのエンクロージャとして作用するものであり、上部筐体が回転すると同時にスピーカから音を発生するようにした。
(もっと読む)
軸受付きシャフト装置
【課題】シャフトの外周面にカム駒等の駒体の圧入傷を発生させることなく、駒体を容易に組み付けることができ、コスト低減を図ることができる軸受付きシャフト装置を提供する。
【解決手段】シャフト12の外周面の軸方向に、駒体41と、転がり軸受31とが所定の間隔を保って配置される。駒体41の少なくとも一端面には、同駒体41の内孔に同心状に連続しかつシャフト12が挿通可能な延長孔を有する延長筒部42が軸方向へ突出される。駒体41は、延長筒部42がかしめられることでシャフト12の外周面に固定されている。
(もっと読む)
カムロブの成形方法
【課題】成形荷重が低く、しかも、カムトップに欠肉のないカムロブの成形方法を提供する。
【解決手段】一次中間成形品W1を成形する第一工程と、カムトップ8となる予定のカムトップ予定部6の径方向の肉厚が、カムベース9となる予定のカムベース予定部7の径方向の肉厚よりも厚くなるように軸線方向に貫通する予備孔3を成形すると共に、カムトップ予定部側の外周にカムベース予定部7のベース円より径方向外側に突出した位置決め部5が成形された二次中間成形品W2を成形する第二工程と、位置決め部5を三次中間成形品成形ダイに当接させることによって位置決めし、二次中間成形品W2を軸線方向に押圧して、カムトップ8、カムベース9、及び予備孔3が変形した変形孔4が成形された三次中間成形品W3を鍛造にて成形する第三工程と、変形孔4より大きいカムロブ孔10を成形してカムロブW5を成形する第四工程とを有する。
(もっと読む)
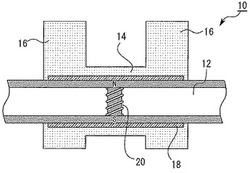
カムシャフト
【課題】切削・研磨等の後加工が不要であり、しかも、軸受の位置決めが不要になるカムシャフトを提供する。
【解決手段】シャフト12と、シャフト12を回転可能に支持する軸受20と、シャフト12の回転に伴って回転するカムピース14とを備えるカムシャフト10であって、軸受20は、内輪24と外輪26との間に転動体22を保持したものであり、シャフト12に対して内輪24が焼嵌め法によって固着されていることを特徴とする、カムシャフト10。転動体22は、針状ころであることが好ましい。外輪26は、二つ割り構造であることが好ましい。
(もっと読む)
カムシャフト及びその製造方法
【構成】 カムシャフトのカム12のカムノーズ部15をチル化するためのチラー20に高硬度材16を装着した状態で、チラー20とともに高硬度材16を鋳ぐるんで中間鋳造品23を鋳造し、この中間鋳造品23を図の破線に沿って切削加工して、カムノーズ部15に高硬度材16の一部18を表出させる。この高硬度材16は、抜け止め部17と表層部18とを首部19で接続した構造であり、抜け止め部17の断面積が首部19よりも大きい。
【効果】 カムノーズ部15をチル化するためのチラー20を利用して高硬度材16を鋳ぐるんだカムシャフトを容易に鋳造することができる。また、高硬度材16の首部19を内部の抜け止め部17よりも細くしているので、高硬度材16の脱落を確実に防止することができる。
(もっと読む)
低摩擦摺動機構及びこれを用いた摺動システム
【課題】摩擦係数が極めて小さくなる低摩擦摺動機構及びこれを用いた摺動システムを提供すること。
【解決手段】摺動部材がなす2面間に相対滑りが発生し、摺動面はイオン性液体の存在により潤滑になっており、摺動部材のいずれか一方又は両方にDLCやダイヤモンドが被覆されている低摩擦摺動機構である。イオン性液体がカチオン成分とアニオン成分と極性物質とを含有して成り、該カチオン成分は、イミダゾリウム誘導体カチオン、ピリジニウム誘導体カチオン、ピロリジニウム誘導体カチオン、アンモニウム誘導体カチオンなどであり、該アニオン成分は、四フッ化ホウ素アニオン、トリフルオロメタンサルフォネートアニオン、フッ化水素アニオン、硫酸一水素アニオン、リン酸二水素アニオンなどである。
上記低摩擦摺動機構を適用した自動車用内燃機関、自動車用変速機である。
(もっと読む)
回転動作を伝達するための方法および装置
回転動作を伝達するための装置であって、該装置は、入力駆動シャフト(1a)の交互回転動作を、駆動シャフト(2a)を中心として駆動される被駆動本体(2)の一方向回転動作に変換する動作伝達部材を備える。該動作伝達部材は、回転軸(3a)を中心に回転可能な中間体(3)を備える。機械的エネルギー蓄積部材(5)が、被駆動本体に機械的に接続されている。中間体(3)は、駆動プーリ(30)の形態のカムディスクを備え、機械的エネルギー蓄積部材(5)は引張/圧縮バネユニット(51)を備える。 (もっと読む)
カムシャフトの製造方法およびカムシャフト
【課題】 簡単な構成で、焼入れ処理によってカム面に均一な焼入れ硬化層を確実かつ容易に形成することができるカムシャフトの製造方法およびカムシャフトを提供する。
【解決手段】 本発明のカムシャフトの製造方法は、焼入れ処理によってカム部10のカム面10aに焼入れ硬化層2を形成してなるカムシャフト1を製造するためのもので、カム部10の側面10bに熱量調整部3を有する粗材を成形する工程と、熱量調整部3によりカム部10の熱量が調整される状態で粗材を焼入れ処理し、カム面10aに焼入れ硬化層2を形成する工程と、を有する。焼入れ時には、カム部10の側面10bに所定の大きさで形成されたリブ3が、カムトップ部20の熱をリブ3の周囲やシャフト部12などに伝播させることによって分散するため、カムトップ部20の焼入れ深さhが深くなることはない。
(もっと読む)
回転偏心部材およびその製造方法
【課題】 カム部材等の回転偏心部材を、インクジェット法により高精度かつ低コストに提供する。
【解決手段】 カム部材1は、回転軸心を有する軸部2と、軸部2の外周に形成され、その外周面が、その輪郭線の曲率中心を回転軸心と異なる位置に配置した樹脂部3とで構成されている。 軸部2の両端部を支持部14により回転軸心より偏心した位置で支持し、軸部2を偏心回転させながら、紫外線硬化樹脂等の光硬化性樹脂をノズルヘッド11のノズル12から微小液滴状態のインク15として軸部2の外周面に噴霧して被膜を形成し、硬化部13の紫外線ランプの照射により硬化させて、樹脂部3を形成する。 軸部2の回転周速度を変化させたり、インク15の噴霧量を増減させたりすることにより、所望のカム面を形成することができる。
(もっと読む)
カムシャフトの高周波焼入れ方法とその装置
【課題】 カムシャフトの高周波焼入れ方法を提供する。
【解決手段】 エンジンのバルブを開閉するカムロブ4aを備えたカムシャフト1の高周波焼入れ方法であって、前記カムロブ4aの軸方向端面5aの所定領域5cをブロック6,7により両側から挟持し、前記ブロックにより前記カムロブを挟持した状態で、前記カムロブを加熱する高周波コイル9を設置し、前記高周波コイルに所定時間通電後、前記カムロブを冷却液で急冷する。
(もっと読む)
トルクカム装置およびベルト式無段変速機
【課題】駆動状態の切り替わりがあっても十分な推力の発生を実現することができるトルクカム装置およびベルト式無段変速機を提供すること。
【解決手段】入力側駆動カム部材73と出力側駆動カム部材74とからなる第1カム装置71と、入力側被駆動カム部材76と入力側駆動カム部材73と一体に形成される出力側被駆動カム部材75とからなり、入力側被駆動カム部材76が出力側被駆動カム部材75に対して軸方向に移動可能に支持される第2カム装置72と、入力側被駆動カム部材76を出力側被駆動カム部材75に接触させるアクチュエータであるカム油室77とを備え、カム油室77の油圧を介して、入力側被駆動カム部材76を軸方向のうち一方向に押圧するカム押圧力を制御する。
(もっと読む)
内燃機関の動弁装置
【課題】 内燃機関に使用されるローラタイプの動弁装置において、ローラフォロアと組み合わされる鉄系焼結カムロブの耐ピッチング性を向上させる。
【解決手段】 本発明により提供される内燃機関のローラタイプの動弁装置は、
カムシャフトに固定されたカムロブ及び当該カムロブと回転接触するローラを設けたローラフォロアを備え、前記カムロブが鉄系焼結材からなり、密度7.4g/cm3以上、及びカム外周硬さHRC45以上であり、基地が、ベイナイト組織5〜35容量%、残留オーステナイト組織5〜30容量%、及びマルテンサイト組織50〜90容量%の混在組織からなることを特徴とする。
(もっと読む)
ポリアセタール樹脂組成物および摺動部品
【課題】成形時のホルムアルデヒド臭気や成形品から放散されるホルムアルデヒド量が極めて少なく、且つ摺動性が大幅に向上したポリアセタール樹脂組成物の提供。
【解決手段】ポリアセタール樹脂100重量部に対して、(A)ヒンダードフェノール系酸化防止剤0.01〜5重量部、(B)カルボン酸のアルカリ(土類)金属塩および/または飽和脂肪酸のアルカリ(土類)金属塩0.01〜5重量部、(C)ヒドラジド化合物0.01〜5重量部、 (D)オレフィン系(共)重合体とビニル系(共)重合体とのグラフト共重合体および/またはグリシジル基を側鎖に含むオレフィン系ポリマー0.1〜20重量部および(E)潤滑剤を0.1〜5重量部を配合してなるポリアセタール樹脂組成物。
(もっと読む)
カムロブ材、これを用いたカムシャフト及びカムロブ材の製造方法
耐摩耗性、耐スカッフィング性及び耐ピッチング性等の耐摺動性に優れ、高負荷のかかるエンジンにも好適に使用できるカムロブ材及びカムロブ材の製造方法を提供する。 Ni:0.3−5.0質量%、C:0.5−1.2質量%、B及びPの少なくとも一方:0.02−0.3質量%及び残部が不可避的不純物を含有する鉄系焼結合金からなり、外周面硬さがHRC50以上で、かつ、密度が7.5g/cm3以上であるカムロブ材により、上記課題を解決する。鉄系焼結合金は、さらに、Mo:2.5質量%以下を含有させることができる。また、上記の鉄系焼結合金の組成となるように調製された鉄系合金粉末を所定のカムロブ形状に圧縮成形する圧縮成形工程と、前記圧縮成形された成形体を焼結する焼結工程とを二度以上繰り返し、前記焼結された焼結体を焼入れ・焼戻し処理するカムロブ材の製造方法によっても、上記課題を解決する。 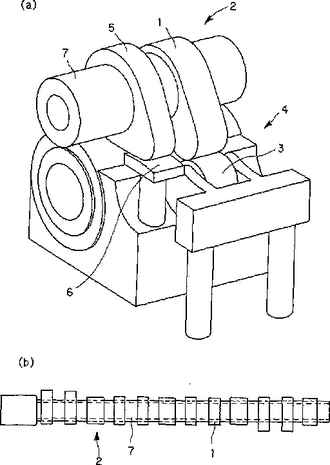 (もっと読む)
(もっと読む)
シャフト装置
【課題】軸受における摩擦抵抗を低減させて低トルク化が可能となり、転がり軸受を用いることによる振動、騒音を抑えることのできるシャフト装置を提供する。
【解決手段】シャフト1と、このシャフト1を回転可能に支持する転がり軸受3とを備えている。シャフト1は中空形状とされ、このシャフト1の中空部24にシャフト1と異なる材質からなる異種部材25が設けられている。
(もっと読む)
カムシャフト用カムの製造方法
【課題】複数の冷間鍛造成形工程を連続して遂行することにより、最終の仕上げ加工(機械加工)を不要とし、高い寸法精度を得ることにある。
【解決手段】最終製品よりも所定量だけ大きな体積を有するビレットに対して輪郭予備据え込み成形、輪郭絞り成形、内径面及び外径面の同時打ち抜き成形、余剰分を内径面にバリとして形成する押圧成形、内径面のバリを打ち抜く内径面打ち抜き成形、内径面及び外径面の同時しごき成形からなる複数の冷間鍛造成形工程を連続して遂行することにより、カム(プロフィール)面の最終の仕上げ加工(機械加工)を不要とし、高い寸法精度を有するカムシャフト用カムの最終製品を得る。
(もっと読む)
1 - 20 / 27
[ Back to top ]