
Fターム[3J059EA02]の内容
Fターム[3J059EA02]に分類される特許
1 - 20 / 159
圧縮コイルばねおよびその製造方法
【課題】線材に適切な圧縮残留応力を付与することにより、安価な線材を用いて、高耐久性の圧縮コイルばねおよびその製造方法を提供する。
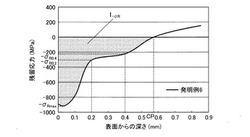
【解決手段】重量%で、Cを0.45〜0.85%、Siを0.15〜2.5%、Mnを0.3〜1.0%含む円相当直径が1.5〜9.0mmの鋼線材を用いた圧縮コイルばねにおいて、任意の線材横断面における硬さが570〜700HVであり、コイルばね内径側において、ばねに圧縮荷重を負荷した場合の略最大主応力方向における表面から0.2mm深さでの無負荷時の圧縮残留応力が200MPa以上であるとともに表面から0.4mm深さでの無負荷時の圧縮残留応力が100MPa以上である圧縮コイルばね。
(もっと読む)
防振ブッシュおよびその製造方法

【課題】インナ軸部材に対するストッパ部材の抜けを防止することによって、インナ軸部材のアウタ筒部材に対する軸方向の相対変位量を安定して制限することができる、新規な構造の防振ブッシュとその製造方法を提供すること。
【解決手段】インナ軸部材12とアウタ筒部材14を本体ゴム弾性体16で弾性連結した構造を有する防振ブッシュ10において、インナ軸部材12に対して外周面に開口する係止凹部52が形成されていると共に、インナ軸部材12に外嵌されるストッパ部材42には軸方向外側に突出する係止片54が設けられており、ストッパ部材42のインナ軸部材12からの抜けを防止する抜止手段56が、係止片54と係止凹部52の係止によって構成されている。
(もっと読む)
連続ポケットコイルバネ列製造方法及び連続ポケットコイルバネ列
【課題】コイルバネの上端や下端に不快な凹凸を形成しなくて済む連続ポケットコイルバネ列製造方法を提供する。
【解決手段】通気性を有する帯状シート材1を長手方向に沿って搬送しながら、幅中央部で折り畳んで半分または略半分の幅の上下二層の帯状シート材10,11を形成する工程と、コイルバネ7の高さを圧縮する工程と、折り畳まれた帯状シート材1の側面部に形成される開口部1Dから圧縮されたコイルバネ7を順次挿入する工程と、開口部1Dを閉鎖して溶着する工程と、隣接するコイルバネ7の間を溶着する工程と、を有し、開口部1Dを閉鎖するに際し、折り畳まれて上下二層となった帯状シート材1の上側帯状シート材10と下側帯状シート材11の開口部1D側の端部10a,11aを夫々折り返して、端部10a,11aどうしに重なり部を形成させる工程と、重なり部を溶着して開口部1Dを閉鎖する工程と、を有する。
(もっと読む)
ばね組立体とその製造方法
【課題】基板のばね保持部から延出する複数本のかしめ爪を、かしめ治具による一回のかしめ操作をもって一括して押し曲げて、コイルばねの端部を外周縁側からかしめることのできるばね組立体を提供する。
【解決手段】ばね保持部は、基板の外縁及び内縁から延出する複数本のかしめ爪13を有し、かしめ爪13の根元13aは、かしめ治具1の押圧面1aが移動する軌道から外れた基板側に配置してある。また、かしめ爪13の先端部13bは、根元13aよりも基板10、11の外側で、且つかしめ治具1の移動する軌道上に配置してある。そして、かしめ治具1によりかしめ爪13の先端部13bが基板10、11の軸方向に沿って押圧されたとき、当該かしめ爪13に基板10、11の内側へ向かうトルクが発生し、かしめ爪13の先端13bが基板側に曲げられて、ばね保持部に配置されたコイルばね20の端部を外周縁側からかしめる。
(もっと読む)
ばねおよびその製造方法
【課題】材料コストの低減や製造工程の簡略化を図るとともに、耐疲労性を向上させた高圧縮残留応力層を有するばねおよびその製造方法を提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する鋼材に対し、ばね形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオーステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上等温保持し、次いで20℃/秒以上の冷却速度で室温まで冷却する熱処理工程と、永久ひずみを与えるセッチング工程と、ショットを投射するショットピーニング工程とを順番に行う。
(もっと読む)
防振装置
【課題】外筒部材に縮径方向への絞り加工を施して、防振基体の耐久性の向上を図りつつ、外筒部材の軸方向端部における接着界面の破壊を抑制することができる防振装置を提供すること。
【解決手段】外筒部材20が、小径筒部21と、その小径筒部21よりも大径に形成される大径筒部22とを備え、絞り加工が大径筒部22のみに施される。
(もっと読む)
フランジ付き筒形防振ゴムの製造方法
【課題】外筒金具がフランジ付きのもので、軸方向に沿って剛性が変化するものであっても、軸方向全体に亘って絞りによる楕円形状化を良好に抑制し、真円形状に近づけることのできるフランジ付き筒形防振ゴムの製造方法を提供する。
【解決手段】内筒金具40と、軸方向の一端側にフランジ部48を有する外筒金具42と、それらに一体に加硫接着され、軸直角方向に対向した位置にすぐり部の設けられたゴム弾性体44とを有するフランジ付き筒形防振ゴム14を加硫後において絞り加工するに際し、絞りダイスとして、内周面の形状が、すぐり部56と56とを結ぶX方向の径を長径とし、X方向と直交するY方向の径を短径とする楕円形状をなし、且つ長径と短径との差を楕円度として、楕円度が、フランジ部48側の軸方向端から反対側の軸方向端に向って小から大に変化する形状の絞りダイスを用いて絞り加工を行う。
(もっと読む)
コイルばね製造方法およびコイルばね製造装置
【課題】コイルばねを効率よく製造できるコイルばね製造装置を提供する。
【解決手段】コイル用線材を湾曲させ、複数分のコイルばねを連続して備えたコイルばね基材を形成するコイリング手段と、コイルばね基材を、コイルばね基材のコイル軸41を搬送方向に沿わせて搬送する搬送路と、搬送路に沿って配置され、コイルばね基材に各処理を行う処理手段と、搬送路の下流に設けられ、コイルばね基材を、コイルばね基材のコイル軸41に対して垂直な面で切断する切断手段と、からコイルばね製造装置を構成した。
(もっと読む)
防振装置
【課題】許容荷重と低バネ定数を両立させた防振装置を高信頼性および低コストで提供する。
【解決手段】中空筒状の弾性部材4と、防振対象物Xに固定される上側プレート2と、本体フレームYに固定される下側プレート3とを備えた防振装置1である。弾性部材4は、中間部に形成された小径部5と、小径部5から、上側プレート2に向かって内径が拡大する第1大径部6と、下側プレート3に向かって内径が拡大する第2大径部7とを備えていて、第1大径部6の端部に上側プレート2が一体に結合される一方、第2大径部7の端部に下側プレート3が一体に結合されている。上側プレート2は、第1大径部6の端部の開口を覆うように弾性部材4と一体に結合されていて、開口を覆う部位には、防振対象物Xと固定するための締結部材10が設けられている。
(もっと読む)
硬引き線、ばね、及び硬引き線の製造方法
【課題】オイルテンパー線と遜色ない耐へたり性や疲労強度を有する硬引き線及びその製造方法並びにばねを提供する。
【解決手段】質量%で、C:0.50〜0.70%、Si:1.00〜2.50%、Mn:0.50〜1.00%、Cr:0.50〜2.00%を含有し、残部がFe及び不可避的不純物からなる硬引き線である。この硬引き線は、その横断面の伸線後ブロック径の最大値が円相当径で2.0μm以下である。さらに硬引き線の化学成分として、質量%で、V:0.05〜0.50%、Co:0.02〜1.00%、Ni:0.02〜1.00%、及びMo:0.05〜0.50%よりなる群から選択された少なくとも一種を含んでもよい。
(もっと読む)
中空コイルばねおよびその製造方法
【課題】内面の腐食を防止することができ、かつ製品外観を良好とすることができる中空コイルばねおよびその製造方法を提供する。
【解決手段】端部封止工程では、ばね材Wの端部Waの肉を加工により集めて端部Waを封止する。加工としてスピニング加工を行うことが好適である。たとえば絞り用ローラRによってばね材Wの端部を径方向内側に向かって押圧しながら、必要に応じて適宜絞り用ローラRを軸線方向に移動させる。これによりばね材Wの端部Waは、図3に示すように閉塞されるから、蓋部材等の別部材を用いる必要がない。このような端部封止工程は、たとえば内表面処理工程を行った後、直ぐに行うことができる。端部封止工程後のコイル成形工程では、ばね材Wの端部Waを把持してばね材Wをロッドに巻き付ける場合でも、端部Waでの隙間形成が防止される。
(もっと読む)
ばねおよびその製造方法
【課題】耐へたり性に優れ、素材コストの低減と製造工程の簡略化を図ることができるばねを提供する。
【解決手段】質量%で、C:0.5〜0.7%、Si:1.0〜2.0%、Mn:0.1〜1.0%、Cr:0.1〜1.0%、P:0.035%以下、S:0.035%以下、残部が鉄及び不可避不純物からなる成分を有する線材をばねの形状に成形する成形工程と、Ac3点〜(Ac3点+250℃)の温度でオ−ステナイト化後、20℃/秒以上の速度で冷却し、(Ms点−20℃)〜(Ms点+60℃)の温度で400秒以上保持し、次いで室温まで冷却する熱処理工程と、熱処理後のばねにショットを投射するショットピ−ニング工程とを備えた。
(もっと読む)
トルクロッドおよび、その取付け構造
【課題】トルクロッドを構成する部材の加工や組付け等に要する工数を削減し、かつ、部材点数を極力少なくすることで、製造コストを大幅に低減するとともに、簡易な構造の下で、エンジン側部材等への容易な取付けを実現することができるトルクロッドおよび、その取付け構造を提供する。
【解決手段】連結部材4aを、塑性加工を施して折り曲げ成形した一枚の金属板4にて形成し、該金属板4に、一対の弾性体の一方2から他方3へと延びる一対のアーム部分5と、一方の弾性体2側で、一対のアーム部分5のそれぞれに連続して、一方の弾性体2の周囲を取り囲む筒状部分6とを設け、一対のアーム部分5の相互の近接変位下で、一対のアーム部分5のそれぞれの遊端部5aを、他方の弾性体3に連結するとともに、筒状部分6の内側に、一方の弾性体2を保持させてなる。
(もっと読む)
耐疲労性に優れた析出硬化型の準安定オーステナイト系ステンレス鋼線およびその製造方法
【課題】 高強度・高耐食製品用の素材である析出硬化型の準安定オーステナイト系ステンレス鋼線材および鋼線を提供し、従来の高強度・高耐食製品の強度と耐疲労性の両特性を大幅に改善することにある。
【解決手段】 質量%で、C:0.02〜0.15%、Si:0.1〜4.0%、Mn:0.1〜10.0%、Ni:3.0〜9.0%、Cr:130〜19.0%、Mo:0.1〜4.0%、Al:0.35〜3.0%、Ti:0.01〜0.20%、N:0.05%以下、O:0.004%以下を含有し、残部Feおよび不可避的不純物からなり、(a)式で表されるMd30値が−10〜70であり、(b)式のNg値がN含有量以上、0.10以下であり、引張強さが2000N/mm2以上であることを特徴とする耐疲労性に優れた高強度製品用の析出硬化型ステンレス鋼線およびその製造方法である。必要に応じて、V:0.05〜2.0%,Nb:0.05〜2.0%,W:0.05〜2.0%,Ta:0.05〜2.0%の内、1種類以上、Co:0.1〜4.0%,Cu:0.1以上、2.0%未満,B:0.005〜0.015%,Ca:0.0005〜0.01%,Mg:0.0005〜0.01%,REM:0.0005〜0.05%を含有する。また、300〜600℃の窒素雰囲気中で時効処理を施す。
(もっと読む)
アッパーサポートの製造方法及びアッパーサポート
【課題】リバウンドストッパ金具を兼ねたカップ金具をインナ金具としてゴム弾性体と一体加硫接着するとともにカップ金具の筒状部を拡径させてゴム弾性体に予圧縮を与えるに際し、鍔部を反り返り変形させることのないアッパーサポートの製造方法を提供する。
【解決手段】インナ金具としてのカップ金具28と、アウタ金具30と、それらに一体加硫接着されたゴム弾性体32とを有するアッパーサポート18を製造するに際し、ゴム弾性体32との一体加硫接着前のカップ金具28aの筒状部36の形状を、鍔部42に続く上部の大径部110と、下部の小径部112と、それらの間の段差部114として有する形状となし、ゴム弾性体32との一体加硫接着後において小径部112のみを拡径治具の圧入により拡径加工してゴム弾性体32に予圧縮を与えるようにする。
(もっと読む)
ばね用鋼線及びその製造方法、並びにばね
【課題】高強度で高靭性なばね用鋼線及びその製造方法、耐疲労性や耐へたり性に優れるばねを提供する。
【解決手段】質量%で、C:0.5%〜0.8%、Si:1.0%〜2.5%、Mn:0.20%〜1.0%、Cr:0.5%〜2.5%、V:0.05%〜0.50%を含有し、残部がFe及び不可避的不純物からなるばね用鋼線であり、400℃〜450℃×20分の低温焼鈍を施したとき、この低温焼鈍後の降伏応力が、当該低温焼鈍前と比較して300MPa以上高い。このばね用鋼線は、ばね加工前において降伏応力が低いことで加工性に優れ、ばねを容易に形成できる。また、このばね用鋼線は、ばね加工後の歪取り熱処理を想定した上記低温焼鈍後の降伏応力が高いことで、耐疲労性や耐へたり性に優れるばねが得られる。このばね用鋼線は、焼き入れ焼戻し後の線素材に特定の減面率の伸線加工を施すことで製造できる。
(もっと読む)
端面平坦コイルばね製造方法、及び端面平坦コイルばね製造装置
【課題】端縁が平坦なコイルばねを製造する端面平坦コイルばね製造方法、及び端面平坦コイルばね製造装置を提供する。
【解決手段】端面平坦コイルばね製造装置は、第1ロール32と第2ロール34と第3ロール36を備え、第2ロール34を螺進方向に前後進可能で、かつ傾動自在とした。また第3ロール36の両側にピッチツール90を螺進方向に移動自在に設けた。始点での端縁は、第2ピッチツール92等を前進させ、かつ第2ロール34により負のピッチを形成し、端縁の同一平面を確保する。また終端での平坦端面は、ピッチツール90を徐々に戻して形成する。
(もっと読む)
コイルばね製造装置
【課題】所望のピッチを正確に成形できるコイルばね製造装置を提供する。
【解決手段】コイルばね製造装置は、第1ロールと第2ロールと第3ロールでコイル用線材を湾曲し、湾曲されたコイル用線材をピッチツールで螺進方向に押圧し、所望の径とピッチのコイルばねを成形する。コイル用線材の搬送方向下流側に配置された第2ロールを、コイルばねの螺進方向に沿って前後進可能とし、かつコイル用線材の搬送方向と平行な回転軸周りに傾動可能として構成した。
(もっと読む)
防振装置、及び、防振装置用ブラケット
【課題】製造コストを抑制することができると共に、車体への取付部分の強度を高くすることができる防振装置用のブラケット、及び、この防振装置用ブラケットを備えた防振装置を提供する。
【解決手段】第2取付板部54は、防振装置本体12の外側取付部材16の軸方向Sと略直交する方向に板面が配置され、各々の板面に第1取付板部44が重ね合わされている。第2取付板部54は車体側に配置され、第1取付板部44が第2取付板部54の上側に配置されている。第1取付板部44と第2取付板部54は、連結穴44H、54Hへボルトが挿入され、共締めにより密着した状態で車体へ固定されている
(もっと読む)
防振装置、及び、防振装置用ブラケット
【課題】製造コスト及び部品点数の増加を抑制することの可能な防振装置用のブラケット、及び、この防振装置用ブラケットを備えた防振装置を提供する。
【解決手段】防振装置用ブラケット40は、防振装置本体12の外側取付部材16を挟んで両側に一対設けられ、車体に固定される取付板部42Aと、取付板部42Aと一体的に連続され板面に沿った方向が外側取付部材16の外面と交わるように配置された第1翼部42B、第2翼部42Cとを有し、第1翼部42B、第2翼部42Cと一体的に連続され外側取付部材16の側面に沿って配置される側面保持部44と、側面保持部44と一体的に連続され側面保持部から主振動入力方向へ突出し、外側取付部材16と側面保持部44との主振動入力方向での相対移動を阻止する阻止部45と、を備えている。
(もっと読む)
1 - 20 / 159
[ Back to top ]