
Fターム[3J063BA01]の内容
伝動装置の一般的な細部 (38,071) | 特定機能又は効果 (4,021) | 組立;取付け、製造;加工の改良 (500)
Fターム[3J063BA01]に分類される特許
161 - 180 / 500
動力伝達装置
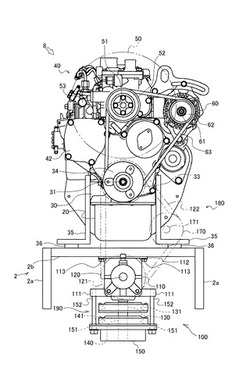
【課題】使用寿命の減少を防止することができ、作業効率の向上を図ることができる動力伝達装置を提供する。
【解決手段】水平方向に配置されたクランク軸31を有するエンジン8の動力を、垂直方向に配置された入力軸12aを具備するモア9、及び入力軸4aを具備する後車軸駆動装置3に伝達する動力伝達装置100であって、クランク軸31に対して平行に配置された駆動軸120と、クランク軸31に対して垂直に配置された第一従動軸130等と、クランク軸の動力を駆動軸120に伝達するベルト機構180と、駆動軸120の動力を第一従動軸130及び第二従動軸140に伝達するベベルギヤ160・160と、第一従動軸130及び第二従動軸140の動力を入力軸12a及び入力軸4aに伝達するベルト機構190と、駆動軸120及び第一従動軸130を内装し、作業車両1の機体側に取り付けられるギヤボックス110と、を具備した。
(もっと読む)
動力伝達装置および動力伝達装置の組付け方法

【課題】動力伝達装置の大型化を抑制しつつ、内燃機関の動力により潤滑油を圧送するポンプを配置できる動力伝達装置を提供すること。
【解決手段】回転電機9のロータが連結された回転電機軸45と、回転電機軸と平行に配置され、かつ、軸方向の一方側に位置する内燃機関1との間で動力を伝達する入力軸5と、入力軸における内燃機関側と反対側の端部に設けられ、入力軸あるいは回転電機軸のうち少なくともいずれか一方の動力を車両の駆動軸に伝達する入力軸回転部材23と、内燃機関の動力により駆動されて潤滑油を圧送するポンプ50と、入力軸および入力軸回転部材を収容するケースとを備え、軸方向において、回転電機が入力軸回転部材よりも内燃機関側と反対側に配置されている動力伝達装置100であって、入力軸回転部材は、軸受60を介してケースによって回転可能に支持されており、ポンプの少なくとも一部が、軸受の径方向内方に配置されている。
(もっと読む)
動力伝達装置
【課題】他部材とのスペースの取り合いを抑制し、設計的な自由度を拡げることを可能とする。
【解決手段】直交噛み合いするリング・ギヤ31及びピニオン・ギヤ35からなる直交ギヤ組37を分配ケース5内に収納支持した動力伝達装置1であって、分配ケース5は、第1のギヤ31の回転軸心に沿った分割面67により分割形成された第1のケース部分69及び第2のケース部分71からなり、第1及び第2のケース部分69,71は分割面67を合わせて結合され、第1のケース部分69にベル・ハウジング9への取付フランジ部75を設け、分配ケース5の回転軸心に沿った方向の端部に第1及び第2のケース部分69,71で形成されベル・ハウジング9に設けられた固定側端部開口85に突き合わせられるケース側端部開口81を設け、固定側及びケース側端部開口85,81間にわたって形成され固定側及びケース側端部開口85,81間を閉止する閉止部87を備えた。
(もっと読む)
デフ・ケース及びその加工方法、デファレンシャル装置
【課題】リング・ギヤ剛性或いは設計の自由度を向上させることを可能とする。
【解決手段】ケース壁部5の外面にリング・ギヤ取り付け用のフランジ部7を周回状に有し、同内面に、ピニオン・ギヤ17,19及びピニオン・ギヤ17,19に噛み合うサイド・ギヤ23,25の球面状の凸背面部17a,19a、23a,25aをそれぞれ摺動可能に支持する同心球面状のピニオン・ギヤ凹支持面部9(11)及びサイド・ギヤ凹支持面部13,15を形成したデフ・ケース3であって、サイド・ギヤ凹支持面部13,15の大きさを、サイド・ギヤ23,25の球面状の凸背面部23a,25aの摺動径の大きさよりも小さく設定したことを特徴とする。
(もっと読む)
ディファレンシャル装置
【課題】装置の製造コストあるいは部品点数を低減できるディファレンシャル装置を提供すること。
【解決手段】このディファレンシャル装置1は、リング・ギア3と、リング・ギア3に連結されて回転するデフ・ケース2と、デフ・ケース2内に収容されたピニオン・ギア4およびサイド・ギア5とを備えている。このディファレンシャル装置1では、デフ・ケース2がシャフト用挿入孔23を有しており、デフ・ケース2とピニオン・ギア4とがシャフト用挿入孔23に挿入されたピニオン・シャフト6を介して連結されている。また、ピニオン・シャフト6がシャフト用挿入孔23に圧入されている。
(もっと読む)
車両用遊星歯車装置のキャリヤおよびその製造方法
【課題】必要強度を確保しつつ可及的に小型化された車両用遊星歯車装置のキャリヤおよびその製造方法を提供する。
【解決手段】キャリヤカバー54のフランジ部80の外周部から軸心C1を中心とする半径方向外方へ突き出す突部82の先端において、外向きに開くように設けられた矩形状断面の加工基準溝78が設けられていることから、キャリヤカバー54の内周側のサンギヤS2とリングギヤR2との間の位置に、貫通穴76を加工するための加工基準としての貫通孔を設ける必要がないので、複数のピニオンP2と、その複数のピニオンP2間においてキャリヤ本体52およびキャリヤカバー54を相互に結合するための複数の結合部64とを、最小限の隙間を以って配置させることができるので、必要強度を確保しつつ可及的に小型軽量化されたキャリヤCA2が得られる。
(もっと読む)
遊星歯車用支持軸及びその製造方法
【課題】小径で中間部外周面に十分な硬さを有する焼き入れ硬化層18を備え、しかも十分な靱性を有する遊星歯車用支持軸及びその製造方法を実現する。
【解決手段】軸方向長さを20〜80mm、外径を10mm以下、軸方向孔15及び径方向孔16の内径を1mm以上、外周面とこの軸方向孔15の内周面との径方向距離を3mm以下、上記焼き入れ硬化層18の径方向厚さを0.4〜2.0mm、この焼き入れ硬化層18よりも径方向内側部分である芯部の残留オーステナイト量を0〜3容量%、この焼き入れ硬化層18の残留オーステナイト量を15〜50容量%とする。上記軸方向孔15は、上記焼き入れ硬化層18を形成してから形成する。熱容量の差をなくして、この焼き入れ硬化層18の厚さを均一にできて、上記課題を解決できる。
(もっと読む)
軸、ピニオンシャフト
【課題】プラネタリギヤ装置のピニオンシャフトのような、転がり軸受の内輪軌道面として機能する面を有する軸として、油膜形成性が劣化する過酷な環境下での転動疲労特性が良好で、熱変形(塑性曲がり)が生じ難いものを提供する
【解決手段】ピニオンシャフト5を、所定の合金鋼からなる素材を用い、浸炭または浸炭窒化処理、焼入れ処理、サブゼロ処理、および150℃以上200℃以下での焼戻し処理をして得、表面の炭素と窒素の合計含有率を0.8質量%以上2.0質量%以下、表面硬さをビッカース硬さ(Hv)で700以上900以下、表面の残留オーステナイト量を20体積%以上50体積%以下とし、芯部の残留オーステナイト量を0にする。
(もっと読む)
アクチュエータ
【課題】外部から給電する給電装置とコネクタ部との接続不良を抑制しつつ、コネクタ部の配置自由度が高める。
【解決手段】固定部18Cは、コネクタ部18Bが給電装置に接続される接続方向の延長線E上からずれた位置に配置されている。このため、コネクタ部18Bの配置自由度を高めることができる。一方で、コネクタ部18Bが給電装置に接続される接続方向の延長線E上からずれた位置に配置されると、給電装置がコネクタ部18Bに接続される際にコネクタ部18Bにかかる接続方向への応力を固定部18Cで受け止めることができない。これに対して、接続方向の延長線E上に配置された規制部材が、コネクタ部18Bの接続方向への移動を規制するので、給電装置がコネクタ部18Bに接続される際にコネクタ部18Bの接続方向への移動を抑制し、コネクタ部18Bと給電装置との間での接続不良を抑制する。
(もっと読む)
パーキング装置構造
【課題】パーキング装置をサブアッシー化すると共に、サブアッシーであるパーキング装置自体の組付作業がし易いパーキング装置構造を提供すること。
【解決手段】パーキングギヤに係合するパーキングポールであるロックポール21と、ロックポール21をパーキングギヤに係合させるパーキングロッド14と、パーキングロッド14を移動するパーキングレバーであるロックレバー15と、ロックレバー15を駆動するアクチュエータ17と、を部品として有するパーキング装置構造において、第1平板11と第2平板12がL字状に連なる係止部材10を有し、第1平板11の内側面11b、第1平板の外側面11a、第2平板の内側面12b、及び第2平板の外側面12aを、前記部品の取付面、及びトランスアクスルへの取付面としたこと、係止部材10に前記部品を組み付けたサブ組立体9として、トランスアクスルに組み付けること、を特徴とする。
(もっと読む)
シフトバイワイヤ制御装置およびその組立て方法
【課題】アクチュエータの組付けが容易で、的確にストッパを効かせマニュアルバルブと周辺部品との干渉を防止できるシフトバイワイヤ制御装置とその組立て方法を提供する。
【解決手段】マニュアルバルブ12を操作するアクチュエータ20と、その制御手段40と、ディテントプレート51およびこれを複数の回動位置に付勢するディテントスプリング52を有するディテント機構50と、ディテントプレート51の回動範囲を規制するストッパ53とを備え、ディテントプレート51は、それぞれ回動方向の係合角度範囲内でディテントスプリング52に係合する複数の第1のスプリング係合部51a〜51dと、ディテントプレート51がスプリング係合部51a〜51dの係合角度範囲を含む通常回動範囲から外れたときディテントスプリング52に係合し、ディテントプレート51を特定の回動位置Poverに付勢する第2のスプリング係合部51kとを有する。
(もっと読む)
フランジ部付き鋳造部品及びその鋳造に用いる金型
【課題】金型故障の増加、金型制作費の増加を抑えつつ、フランジ部の外周側エッジに面取り形状を追加する。
【解決手段】フランジ部10は、フランジ部端面10aに接続する傾斜面13aを有する隆起部13をフランジ部外周面上に有し、隆起部13のフランジ部端面10a側の端を始端S、始端Sの反対側の端を終端E、始端Sと終端Eの間で最も隆起した部分を最隆起部Pとしたとき、始端Sと最隆起部Pとのフランジ部厚さ方向の距離L1が、鋳造後にフランジ部端面10aに対して行われるフライス加工の切削深さ以上である。
(もっと読む)
動力伝達装置
【課題】入力軸の装置との干渉を抑制しつつ、回転電機軸における回転電機軸回転部材の軸方向の両側を軸受で支持できる動力伝達装置を提供すること。
【解決手段】ロータ26が連結された回転電機軸45と、回転電機軸と平行であり、所定の駆動源との間で動力を伝達する入力軸と、入力軸の一方側の端部に設けられ、入力軸あるいは回転電機軸の少なくともいずれか一方の動力を駆動軸に伝達する動力伝達機構7とを備え、入力軸の一方側の領域と、回転電機軸の他方側の領域とが径方向に互いに対向しており、回転電機軸におけるロータよりも軸方向の他方側の回転電機軸回転部材46により回転電機軸と動力伝達機構との間で動力を伝達する動力伝達装置であって、回転電機軸回転部材よりも軸方向の一方側の第一の軸受51,52と、軸方向の他方側の第二の軸受53とを備え、第二の軸受は、軸方向の荷重を受けない。第一の軸受は、軸方向の荷重を受ける軸受を含む。
(もっと読む)
動力伝達装置
【課題】軸受けを位置決めるための位置決め部材を必要とせず、部品点数が少なく、組み立て、部品管理を容易にすることを可能とする。
【解決手段】ケース・カバー17を、合わせ面19,21でケース本体16に突き合わせてボルトにより締結結合し、軸受支持部31,35を、ケース本体16とケース本体16及びケース・カバー17間とにそれぞれ設け、ヘリカル・スパー・ギヤ25の外周径を、ヘリカル・スパー・ギヤ26の外周径及びケース本体16及びケース・カバー17間の軸受支持部35に支持したボール・ベアリング43のアウター・レース43aの外周径よりも小さく形成し、ケース本体16及びケース・カバー17間の軸受支持部35でケース本体16及びケース・カバー17に形成されボール・ベアリング43のアウター・レース43aに軸方向両側から突き当たって軸方向の位置決めを行う位置決め面38,40を設けたことを特徴とする。
(もっと読む)
歯車支持装置
【課題】回転軸の外周における一部を切り欠いて形成した開口部にストッパを形成しながらも、回転軸に掛かる力の半径方向成分に対抗することのできる歯車支持装置を得る。
【解決手段】アーム部材55に設けられた第2遊星歯車58は入力歯車59Eと噛合し、被伝達歯車61へと回転トルクを伝達する。入力歯車59Eを支持する歯車支持装置53Eは、入力歯車59Eの軸穴に挿通されてその回転軸を構成する軸体53aと、その外周における一部が切り欠かれて形成された開口部53bに配置され、入力歯車59Eの軸穴に係止して当該入力歯車59Eを保持するストッパ53cと、を備えて構成されている。軸体53aの外周において開口部53bは、入力歯車59Eが歯面に圧力を受けることによって軸体53aに掛かる力の半径方向成分の合力ftの作用方向に対し、逆方向に配置されている。
(もっと読む)
減速装置
【課題】ハウジング内に遊星歯車減速機構を組付ける作業を容易に行なう。
【解決手段】1段目の遊星歯車減速機構を構成するプレート20の外周縁部に2個の切欠部20Cを設けると共に、2段目の遊星歯車減速機構を構成するキャリアの外周縁部に2個の切欠部を設ける構成とする。これにより、ハウジング内に遊星歯車減速機構を組付けるときには、作業者はキャリアの各切欠部を把持することにより遊星歯車減速機構全体をハウジング内で安定して保持でき、ハウジング内に遊星歯車減速機構を組付けるときには、プレート20の各切欠部20Cを把持することにより遊星歯車減速機構全体をハウジング内で安定して保持できるので、これら各遊星歯車減速機構をハウジング内に組付ける作業を容易にかつ安全に行なうことができる。
(もっと読む)
ギヤケース及びギヤ軸取付方法
【課題】軸端を隔壁の表面から持ち上げて軸端支持部に挿入する作業をなくしてギヤケースに対するギヤ軸の取付作業性を高める。
【解決手段】隔壁4の表面4aには、リバース軸20の軸端を隔壁4に沿ってリング状段差部6aの頂面6b位置に誘導する誘導頂面12aが存在する。したがってリバース軸20の軸端を、段差状縁部4bの頂面4cに載置した後に、隔壁4に沿ってリバース軸穴6方向へ移動させることで、自ずと誘導頂面12aに誘導された状態で移動する。このことでリバース軸20の軸端を持ち上げる作業を行うことなく、容易にリング状段差部6aの頂面6bに到達できる。そしてリバース軸穴6にリバース軸20の軸端を落とし込むことでリバース軸穴6にリバース軸20を挿入して支持させることができる。
(もっと読む)
デファレンシャル装置
【課題】サイド・ギヤ及びピニオン・ギヤのセット位置からの偏倚回転を阻止し、デファレンシャル装置を車体へ無理なく組み付けることを簡単な構造で可能とする。
【解決手段】デフ・ケース3の内面に、ピニオン・ギヤ17,19及びサイド・ギヤ23,25の球面状の凸背面部17a,19a、23a,25aをそれぞれ自転摺動可能に支持する球面状のピニオン・ギヤ凹支持面部9,11及びサイド・ギヤ凹支持面部13,15を形成し、サイド・ギヤ23,25の凸背面部23a,25aとデフ・ケース3のサイド・ギヤ凹支持面部13,15との間に、球面ワッシャ53,55を介設し、球面ワッシャ53に、サイド・ギヤ23とデフ・ケース3とに係合してデフ・ケース3に対するサイド・ギヤ23のピニオン・ギヤ17,19回転軸心回りへの偏倚回転を阻止する係合部としてギヤ係合縁部53a及びデフ係合縁部55aを設けたことを特徴とする。
(もっと読む)
中空歯車の製造方法
【課題】歯部および貫通孔の加工を容易に行うことができ、歯部および貫通孔の加工作業の作業性を向上させることができる中空歯車の製造方法を提供すること。
【解決手段】カウンタドリブンギヤの製造方法にあっては、歯切り工程B後にカウンタドリブンギヤを熱処理する熱処理工程Cと、外周部にファイナルドライブギヤが形成されたカウンタシャフトを準備し、熱処理工程C後に、小径環状部をカウンタシャフトに組み付ける組み付け工程Dと、組み付け工程D後に、カウンタシャフトを研磨装置のクランプ部に把持し、研磨装置の研磨工具によってディスク部の歯部の歯面を研磨加工する歯研磨工程Eと、歯研磨工程E後に、カウンタシャフトをレーザ加工装置のクランプ部に把持し、ディスク部に貫通孔を形成する貫通孔形成工程Fとを含む。
(もっと読む)
圧入嵌合構造および圧入嵌合方法
【課題】圧入嵌合時のむしれ屑や材料粉等を嵌合部位近傍に封じ込め得る圧入嵌合方法を実現し、簡素な構成で低コストの圧入嵌合構造を提供する。
【解決手段】第1の嵌合部材36および第2の嵌合部材34のうち半径方向のいずれか一方側に位置する一方の嵌合部材36に設けられた一方の歯部36tと、半径方向のいずれか他方側に位置する他方の嵌合部材34に設けられた他方の歯部34tとを圧入嵌合させる圧入嵌合構造において、一方の嵌合部材36に、一方の歯部36tに対し圧入嵌合が開始される軸方向一端側に位置して一方の歯部36tとの間に半径方向の一方側に開口する凹部43を形成するよう、一方の歯部36tの歯丈以下の歯丈を有する複数の歯状部分41tにより構成される嵌合部閉塞蓋41が装着されている。
(もっと読む)
161 - 180 / 500
[ Back to top ]