
Fターム[4E001BB10]の内容
アーク溶接一般 (8,479) | アーク溶接法 (1,433) | ガスシールドアーク溶接 (984) | エレクトロガスアーク溶接 (30)
Fターム[4E001BB10]に分類される特許
21 - 30 / 30
エレクトロガスアーク溶接方法
【課題】溶接単位長さ当りの入熱を従来よりも低減し、かつ従来以上の安定した溶接速度を可能にするエレクトロガスアーク溶接方法を提供する。
【解決手段】板厚が45mm以上、75mm以下の2枚の鋼板を対向し、これらを1本の溶接ワイヤで1パス立向突合せ溶接する1電極エレクトロガスアーク溶接方法において、溶接ワイヤ径を2mm未満、溶接ワイヤの突出し長さを70mm以上とし、また開先体積当りの入熱が16〜27kJ/cm3を満足することを特徴とするエレクトロガスアーク溶接方法。
(もっと読む)
溶接構造体

【課題】脆性亀裂の伝播を停止させる溶接構造体であって、合金を多く含む高コストなアレスター材を用いず簡単な加工により、脆性亀裂が万一発生した場合でも大規模破壊に至る前にその伝播を停止させるようにした溶接構造体を提供する。
【解決手段】2枚の金属板2aが溶接により継ぎ合わされてなる接合板2と、接合板2に溶接により接合される被接合板4と、を備え、2枚の金属板2a間の溶接継手部6が、被接合板4に向かって接合板2と被接合板4との接合位置付近まで延びている溶接構造体において、溶接継手部6が被接合板4に向かう方向において、溶接継手部6と被接合板4とが接触しないとともに、溶接継手部6と被接合板4との間に接合板2と被接合板4とを接合する溶接部が存在しないように構成されている。
(もっと読む)
耐脆性き裂発生特性に優れた大入熱溶接継手
【課題】大入熱溶接により作製される溶接構造体の溶接部にスリット状の未溶着が存在する場合でも、耐脆性き裂発生特性が高い溶接継手を提供する。
【解決手段】溶接構造体を形成する溶接継手において、JIS Z 2244に準拠して測定した溶接金属の硬さHV(WM)、溶接熱影響部の硬さHV(HAZ)、母材の硬さHV(BM)が次式の関係を満足することを特徴とする耐脆性き裂発生特性に優れた溶接継手。
HV(WM)+HV(BM)−2・HV(HAZ)<90、かつ
HV(WM)≧0.9・HV(BM)
(もっと読む)
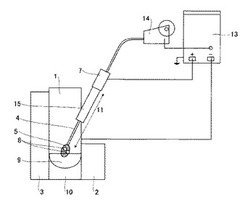
エレクトロガスアーク溶接方法
【課題】板厚50mm以上の厚肉鋼板の溶接に好適なエレクトロガスアーク溶接方法を提供する。
【解決手段】溶着量増加用のホットワイヤを溶融池に直接供給する。溶接装置は、溶接電源と溶接ワイヤ送給装置、電極トーチ、および溶接ワイヤで構成され、溶接電源の片極が電極トーチに、他極は被溶接部材に接続されている。溶着量を増大させるためのホットワイヤ供給機構として、通電加熱電源、ホットワイヤ送給装置、通電トーチ、およびホットワイヤからなる構成が溶接装置と独立して配置されている。アークを発生させ、溶融池を形成せしめる溶接ワイヤと被溶接部材の開先面の間に、ホットワイヤ送給装置、通電トーチを通して供給されるホットワイヤを送給するように配置する。
(もっと読む)
エレクトロガスアーク溶接ロボットの制御方法
【課題】溶融池の上昇速度に影響されることなく常に溶融池・溶接トーチ先端間距離を維持する。
【解決手段】溶接ト−チ2の移動に伴って溶融池が略垂直方向へ移動し、溶接トーチ2に連動させて摺動当金3を移動させて溶融池を保持しながらワークWを溶接するエレクトロガスアーク溶接ロボットの制御方法において、所定周期毎に溶融池・溶接トーチ先端間距離を検出し、この溶融池・溶接トーチ先端間距離検出値と予め定めた溶融池・溶接トーチ先端間距離設定値との偏差である溶融池上昇変化量Dsに基づいて位置補正量を算出し、この位置補正量に基づいて前記補間点の位置を前記溶接線前後方向に修正し、溶接トーチ2をこの修正された補間点に移動させることによって溶融池・溶接トーチ先端間距離を常に設定値に維持する、ことを特徴とするエレクトロガスアーク溶接ロボットの制御方法。
(もっと読む)
溶接継手及びその製造方法
【課題】所謂「9%Ni鋼」に溶接施工の高能率化のための大入熱溶接を適用した場合にも破壊安全性の確保ができる溶接継手を提供する。
【解決手段】母材が、C:0.01〜0.2%、Si:0.01〜1.0%、Mn:0.1〜2.0%、Ni:6.0〜10.0%及びAl:0.005〜0.1%を含有し、残部はFeと不純物からなる溶接継手であって、オーステナイト系の溶加材を用いてガスメタルアーク溶接又はエレクトロガスアーク溶接によって接合され、溶接金属の組織がオーステナイトで、且つ、HVWMを溶接金属のビッカース硬さ、HVHAZを溶接熱影響部のビッカース硬さとして、「HVWM≦250」及び「0≦HVHAZ−HVWM≦200」を満足する溶接継手。母材はFeの一部に代えて、(1)Cu≦1%、Cr≦1%、Mo≦1%、B≦0.005%、(2)V≦1%、Nb≦1%、Ti≦1%、Zr≦1%、(3)Ca≦0.005%から選択される1種以上の元素を含有してもよい。
(もっと読む)
エレクトロガスアーク溶接方法
【課題】本発明はエレクトロガスアーク溶接方法を提供する。
【解決手段】溶接ワイヤをフラックス入りワイヤとし、フィラーワイヤを溶融池に供給する、溶接ワイヤが2本の場合は、前記2本の溶接ワイヤの間隙から、1本のフィラーワイヤを溶融池に供給し、または、其々の溶接ワイヤに対となるフィラーワイヤを使用し、溶融池に供給する。
(もっと読む)
角筒コラムのエレクトロガス溶接用バッキング材と、それを使用した角筒コラムのエレクトロガス溶接方法
【課題】 角筒体をコラム材として使用して仕口部材をエレクトロガス溶接により製作する際に使用するバッキング材と、それを使用した溶接方法を提供する。
【解決手段】 断面を矩形に形成した単位小片7を複数並置して構成した直線部被覆小片群9と断面を台形に形成した単位小片8を複数並置して構成したコーナー部被覆小片群10とを所定の間隔を隔てて交互に配置し、この直線部分被覆小片群9とコーナー部被覆小片群10の裏面側を可撓性を有する金属テープ11で連結接続してバッキング材6をクローラ式に構成した。
(もっと読む)
耐脆性破壊発生特性に優れた大入熱突合せ溶接継手及び大入熱突合せ溶接継手の耐脆性破壊発生特性検証方法
【課題】 高強度厚鋼板の大入熱突合せ溶接において、耐脆性破壊発生特性(破壊靭性値Kc)の優れた溶接継手を形成するとともに、該特性を検証する。
【解決手段】 (a1)溶接金属の硬さHv(WM)と母材の硬さHv(BM)の比Hv(WM)/Hv(BM)が1.1未満、又は、(a2)溶接金属の硬さHv(WM)が210以下で、かつ、溶接部の破壊靭性値Kcが、(b1)2000N/mm1.5超、又は、(b2)Kc≧Kq(=σD√(πa)、σD:設計応力、a:想定欠陥寸法)を満たす溶接継手であって、その耐脆性破壊発生特性(破壊靭性値Kc)を、実測硬さ値が上記(a1)又は(a2)を満たすこと、及び、実測吸収エネルギーvEが要求vEを満たすことを確認し、遷移温度vTrsに基づ予測Kc値を用いて検証する。
(もっと読む)
大入熱溶接の溶接継手
【課 題】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接金属と溶接熱影響部の低温靭性を向上した溶接継手を提供する。
【解決手段】 溶接入熱が 100kJ/cm以上の大入熱溶接によって鋼板を溶接して得られる溶接継手であって、溶接継手の溶接金属がCを0.03〜0.12質量%、Siを0.10〜0.80質量%、Mnを0.80〜2.50質量%、Niを0.50〜3.00質量%、Crを0.50質量%以下、Moを0.50質量%以下、Tiを0.01〜0.10質量%、希土類元素を0.0010〜0.0050質量%含有し、かつBの含有量〔B〕(質量%)がf(Q) ≦〔B〕≦ 0.01 (Qは溶接入熱)を満足し、残部が鉄および不可避的不純物からなる組成を有する溶接継手である。
(もっと読む)
21 - 30 / 30
[ Back to top ]