
Fターム[4E001DD04]の内容
Fターム[4E001DD04]に分類される特許
141 - 149 / 149
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
Ar−CO2混合ガスシールドアーク溶接用めっきなしソリッドワイヤ

【課題】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤに関し、特に低電流域から遷移領域の溶接電流で長時間溶接する場合においても、スパッタ発生量が少なくワイヤ送給性が良好で、さらにチップの摩耗が少なくアークの安定性が良いなど溶接作業性に優れたAr−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤを提供する。
【解決手段】 Ar−CO2 混合ガスシールドアーク溶接用めっきなしソリッドワイヤにおいて、ワイヤ成分として、質量%で、C:0.02〜0.10%、Si:0.40〜0.95%、Mn:1.0〜1.95%、Ti:0.03〜0.15%を含有し、残部Feおよび不可避的不純物からなり、かつ、ワイヤ表面にワイヤ10kg当たり二硫化モリブデンを0.01〜0.50g、リン脂質を0.008〜0.15g含み、残部は常温で液体の潤滑油からなる潤滑剤を合計で0.5〜2.5g有することを特徴とする。
(もっと読む)
窒素混合シールドガス溶接方法及び溶接用ワイヤ
【課題】 ガスシールドアーク溶接時において低コストで環境に優しい窒素シールドガスを用いる際のブローホールの発生を解消し得る溶接方法及び溶接用ワイヤの提供。
【解決手段】 軟鋼、490MPa級高張力鋼あるいは低合金鋼の窒素混合シールドガスアーク溶接に際し、Cr、Ti、AlとV、Ta、Zrのいずれか1種のうち、少なくともCr、Ti、Alをワイヤ成分中に含ませた溶接用ワイヤを使用して、これ等のワイヤ成分が窒素混合シールドガス中の窒素を固溶体及び窒化物として固定させるようにした窒素混合シールドガス溶接方法。この場合の溶接用ワイヤとしては、重量比で、C:0.09wt%以下、Si:0.45〜1.00wt%、Mn:0.40〜1.36wt%、Ti:0.3〜1.5wt%、Cr:18.50〜20.20wt%、Al:0.1〜0.3wt%を含み、残部がFeと不可避的不純物からなる構成とした。
(もっと読む)
消耗電極式アーク溶接装置
【課題】 スラグ発生量を低減して溶接欠陥をなくした溶接をする。
【解決手段】 セルフシールド溶接用の溶接トーチ101から溶接ワイヤ103を送給し、アーク104を形成して溶接を行う。このとき、溶接ワイヤ103の溶融に伴い発生するガス及びスラグによりアーク及び溶融池部分が大気から保護される。ガス添加ノズル110は、ジグ120を介して溶接トーチ101に連結されており、このガス添加ノズル110により、シールドガス111がアーク部分に添加・供給される。シールドガス111は、05.〜10リットル/分の割合で供給されて、アーク及び溶融池部分を大気から保護すると共に、溶接ワイヤから生成されるスラグ量を低減する。
(もっと読む)
高いワイヤスピードでのレーザー/MIGハイブリッド溶接方法。
【課題】高いワイヤスピードを使用するレーザー/MIGハイブリッド溶接方法を提供する。
【解決手段】溶接し合わせようとするエッジ間に設けられる開先の少なくとも一部を、少なくとも1つのフィラーワイヤ2の形態で供給される溶融金属をそこに堆積することにより充填し、互いに併用される電気アーク6およびレーザービーム1を用いてフィラーワイヤを溶融するレーザー/MIGハイブリッド溶接方法であって、溶接を少なくとも2m/minの溶接速度で行い;フィラーワイヤ供給速度は少なくとも20m/minであり;かつフィラーワイヤ直径は1.2mm未満である方法。
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
ステンレス鋼溶接用シールドガス
【課題】 溶接金属の結晶組織が粗大化することを抑えることが出来ながらも、ランニングコストを軽減することのできるステンレス鋼溶接用のシールドガスを提供する。
【解決手段】 ステンレス鋼の溶接時に使用するシールドガスであって、アルゴンガスと窒素ガスと炭酸ガスとの三成分からなり、アルゴンガスをベースガスとし、10VOL%〜30VOL%の窒素ガスと、0.5VOL%〜20VOL%の炭酸ガスとを混合した混合ガス組成に構成したことを特徴としている。
(もっと読む)
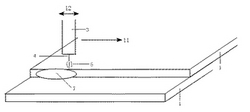
非消耗電極式ガスシールドアーク溶接方法
【課題】 溶接コストを低減することができる非消耗電極式ガスシールドアーク溶接方法を提供すること。
【解決手段】
タングステン電極(または酸化物入りタングステン電極)1の軸線周りに内側ノズル2を配置すると共にこの内側ノズル2の周りに外側ノズル3を配置しておき、タングステン電極1の内側ノズル2先端からの電極突き出し長さLを0〜4mmとして、内側ノズル2に有効単位断面積当りの流量が0.2l/min・mm2以上の不活性ガスまたは不活性ガスを主成分とするプラズマガス6を流すとともに、内側ノズル2と外側ノズル3との間に炭酸ガスまたは炭酸ガスを主成分とする活性ガス7を流しながら、溶接をする
(もっと読む)
高降伏強度母材用フィラー組成物
本発明の溶接ワイヤは、フラックス用混合物と合金用元素とを組み合わせて有するフラックスコアを内部に閉じ込める鋼製の鞘を備えている。フラックス用混合物は2質量%以下のフッ化物化合物と49質量%以下の酸化物化合物を含む。合金用元素は、Mn、Ni、Co、Tiおよび0.98質量%以下のCを含む。
Coの量は、生じる溶接部にフェライト−ベイナイト溶接金属組織形態を生成するのに十分である。生じる溶接部の降伏強度は、約655.0MPa(95ksi)から約765.3MPa(111ksi)であった。
(もっと読む)
141 - 149 / 149
[ Back to top ]