
Fターム[4E001DD08]の内容
Fターム[4E001DD08]に分類される特許
1 - 11 / 11
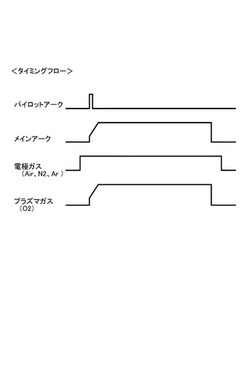
プラズマ切断方法
【課題】切断性能の劣化を招くことなく、電極の耐久性を向上させることが出来るプラズマ切断方法を提供する。
【解決手段】胴部を貫通して一端が先端面に開口する電極ガス通路を有する電極Aと、電極との間にパイロットアークを形成するノズルと、電極の電極ガス通路に電極ガスを供給する電極ガス供給路19と、電極とノズルとの間に形成された空間にプラズマガスを供給するプラズマガス供給路23と、を有するプラズマトーチBを用い、電極ガス供給路から空気又は窒素ガス或いはアルゴンガスからなる電極ガスを供給し、パイロットアーク及びメインアークの形成と同期してプラズマガス供給路からプラズマガスを供給して該プラズマガスと電極ガスとの混合ガスからなるメインアークによって被切断材を切断するプラズマ切断方法であって、パイロットアークを形成する以前からメインアークを遮断した後まで、電極ガス通路に電極ガスを供給する。
(もっと読む)
コイルワイヤ端末接合方法とコイル端子

【課題】コイル端子にコイルワイヤを安定して接合することができ、コイル端子の先端部が溶融して不安定となることを防止できるコイルワイヤ端末接合方法とコイル端子を提供する。
【解決手段】コイルワイヤ端末接合方法は、コイル端子12を、第1端子12Aと第1端子より低い溶融温度の端子12Bから構成する工程と、コイル端子12にコイルワイヤ11を巻き付ける工程と、コイルワイヤ11の端末部がコイル端子12に絡げられた絡げ部13に空気を供給しながら、コイル端子12に対してアーク放電による熱供給を行い、絡げ部13においてコイルワイヤ11の耐熱被膜を除去し、第2端子12Bの一部を溶融し、絡げ部13においてコイルワイヤ11とコイル端子12とを接合する工程と、を備えることを特徴とする。
(もっと読む)
ピアシング方法及びピアシング装置
【課題】 本発明は、ピアシング時に発生するスラグを処理すると共に連続的に切断を開始するための新たな提案を行うものであり、ガス切断法、プラズマ切断法及びレーザ切断法のいずれにも共通して適用し得るピアシング方法及びピアシング装置を提供する。
【解決手段】 切断トーチ16の加工中心線と一致した軸線3を有し、該軸線3を中心として設定された円周上で且つ該軸線3を通る複数の直線4上にピアシング時に発生するスラグ25を吹き飛ばすためのスラグ排除ガスを噴射する噴射口2を形成し、該切断トーチ16に装着したノズルAによって被切断材Dに対するピアシングを実施する際に噴射口2からピアシング部の周囲にスラグ排除ガスを噴射し、ピアシング後で切断を開始する前にスラグ排除ガスを停止するか、或いはピアシング時のスラグ排除ガスの流量或いは圧力よりも該スラグ排除ガスの流量或いは圧力を低減して発生したスラグ25を排除することを特徴とする。
(もっと読む)
水中溶接装置
【課題】トーチの小型、簡素化及びアーク電極先端部を気中環境下にし溶接をする工法で、水排除及び乾燥時間の短縮、水排除の確実性の向上及び高品質な溶接を可能にする。
【解決手段】水中環境下で局部的に気中環境下にし、溶接を行う水中溶接装置であって、水中用溶接ヘッドに搭載され、絶縁材を使用したトーチボディ(73)の外周に、ガス噴射用の溝(74)を加工し、該トーチボディ(73)を金属製のカバー(79)で覆い、該トーチボディ(73)に、アーク電極(23)、ワイヤノズル(22)、カメラ(9)、照明(13)の一又は複数を配備し、これらを一体化し、且つ、小型化したトーチ構造としたことを特徴とする水中溶接装置であり、また、トーチボディ(73)の先端部に、独立気泡型で伸縮自在で、可撓性を有するシールド材が装備された支持材と、トーチボディ(73)の先端との間に、耐熱、弾力性を有する吸収材を設けたトーチ構造。
(もっと読む)
可変シールドガス組成を使用した高品質の穴切断
【課題】大きなフィーチャ(feature)または輪郭に関する生産性および切断の質を維持しながら、小さな内側部分のフィーチャまたは穴に関する切断の質を大幅に改善することにある。
【解決手段】輪郭を切断している間、シールドガス流れが第1のシールドガス組成を含み、穴を切断している間、シールドガス流れが第2のシールドガス組成を含むように、ノズル、電極、およびシールドガス流れの組成を制御する制御ユニットを含むプラズマトーチ先端構成を有するプラズマトーチシステム用の方法および装置。
(もっと読む)
高品質の内側フィーチャおよび輪郭を切断するための方法および装置
プラズマアークトーチシステムを使用して複数の穴フィーチャを切断するための自動化された方法を、コンピュータ数値制御装置で実現することができる。自動化された方法は、a)穴フィーチャの直径に基づいたリードインコマンド速度を使用して穴フィーチャに関するリードイン(110)を切断するステップと、b)穴フィーチャに関する対応するリードインコマンド速度より速い周縁コマンド速度を使用して穴フィーチャに関する周縁(160)を切断するステップを含むことができる。自動化された方法は、同じ直径または異なる直径を有する追加の穴フィーチャごとに、ステップa)およびステップb)を繰り返すステップc)も含むことができる。 (もっと読む)
溶接装置及び溶接方法
【課題】レーザの集光性を維持しつつレーザ照射ヘッドの耐久性を向上することができる溶接装置及び溶接方法を提供する。
【解決手段】T字型継手TWに沿って進行するレーザ照射ヘッド3を有し、レーザBが照射される出力面P1の法線がレーザ照射ヘッド3の進行方向と略直交するようにレーザ照射ヘッド3に配され、レーザ照射ヘッド3の進行方向の前方側から出力面P1に向かって空気を噴射するガス供給部5を備える。
(もっと読む)
表面上に溶接継手を作るための自動水中溶接装置及び自動水中溶接方法
本発明は、表面(2)上の溶接継手(3)の製造用の自動水中溶接装置に関し、電極(21)と共に、保護ガスの供給手段に接続される環状チャンネル(24)を形成する保護ケーシング(23)によって取り囲まれる電極(21)を有する溶接トーチ(20)を備える。溶接トーチ(20)は一組(30)の2つの同心ケーシング(31、32)の中心に軸線方向に配置され、2つのケーシングのうち少なくとも1つは面(2)に対して軸線方向に移動可能で且つ調節可能であり、2つのケーシングはこれらの間に、溶接領域を乾燥させるためと溶接領域から水を遠ざけておくための流れの注入用の環状ギャップ(34)を形成する。 (もっと読む)
ガウジング用ホルダ
【課題】通常のガウジングトーチを用いて簡単且つ効率よくガウジングの施工範囲を狭隘部まで拡大可能なガウジング用ホルダを提供する。
【解決手段】導電性を有し、一端から中空部にカーボン電極棒を挿入可能な管状のホルダ本体(10)と、ホルダ本体に設けられ、上記一端から中空部に挿入されたカーボン電極棒(70)を把持するカーボン電極棒把持手段(14,16,42)と、ホルダ本体の他端近傍に固定され、ガウジングトーチの先端に締結されるとともに、内部に空間を有して該空間にガウジングトーチから高圧エアの供給を受けるヘッド部材(20)と、一端がヘッド部材に接続されて上記空間と連通する一方、他端がホルダ本体に沿い延びて該ホルダ本体の先端位置で開口するエア管路(30)とを備える。
(もっと読む)
溶接トーチ、溶接ヘッド、ガスノズルおよび接触パイプ並びに溶接後工程の制御方法
本発明は、シングルまたはマルチワイヤの溶接トーチ6、より具体的には、レーザ複合式のシングルまたはマルチワイヤの溶接トーチ6に関し、溶接トーチ6は、溶接装置にホースパックを介して接続され、トーチハンドル、筒状の溶接トーチハウジング、接触ハウジング、接触チューブ20a,20bおよびガスノズル2のようないくつかの構成要素からなり、接触チューブ20a,20bおよびガスノズル2を受け入れる内部挿入物28が溶接トーチハウジングの端部領域に取り付けられている。少なくとも部分的に柔軟な材料からなる固定部材30が、内部挿入物28またはハウジング2の上に配置され、必要に応じ、内部挿入物28とガスノズル2との間の、特に気密な接続を引き起こす。この接続は、固定部材の空間的膨張によって達成され得る。ロボット溶接システム、溶接トーチ6用のガスノズルキャップおよびガスノズル2のプロセス制御の方法も開示されている。 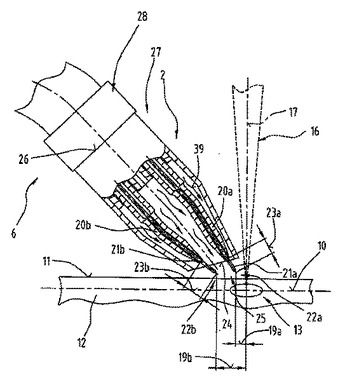 (もっと読む)
(もっと読む)
プラズマ切断装置及び方法
【課題】 軟鋼や低炭素鋼のプラズマ切断で、ピアッシング時の穴周囲へのドロス付着を低減する。
【解決手段】 プラズマガスとして酸素、空気、または酸素と窒素の混合ガスなどを使う。アシストガスとして窒素、酸素、空気、または酸素と空気の混合ガスなどを使うが、ピアッシング工程では切断工程より酸素濃度が高くされる。アシストガス酸素濃度はピアッシング工程では20モル%以上で、好ましくは100モル%又はこれに近い高濃度であり、切断工程では20モル%以上でバーニング濃度より低く、例えば40〜80モル%程度である。
(もっと読む)
1 - 11 / 11
[ Back to top ]