
Fターム[4E001DE01]の内容
Fターム[4E001DE01]の下位に属するFターム
逆極性 (16)
Fターム[4E001DE01]に分類される特許
41 - 49 / 49
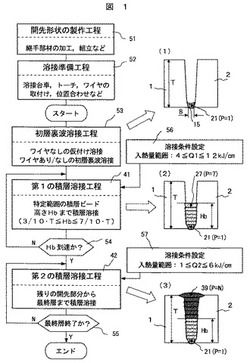
狭開先溶接方法及び溶接構造物並びにその溶接装置
【課題】
開先継手の片面溶接で生じる残留応力を圧縮応力に改善して応力腐食割れなどを防止する。
【解決手段】
管部材又は板部材を突き合せて形成した開先継手1,2の底部から上部まで片面溶接する狭開先溶接方法であって、開先底部の裏面側に裏ビード15を形成する初層裏波溶接工程53と、この初層裏波溶接工程53後に、特定の積層ビード高さHbまで第1の入熱量範囲Q1で積層溶接する第1の積層溶接工程41と、この第1の積層溶接工程41後に、残りの開先部分から開先上部の最終層39(P=N)まで第2の入熱量範囲Q2で積層溶接する第2の積層溶接工程42とを備える。前記第1の積層溶接工程41で用いる第1の入熱量範囲Q1は4kJ/cm以上12kJ/cm以下であり、前記第2の積層溶接工程42で用いる第2の入熱量範囲Q2は1kJ/cm以上6kJ/cm以下である。
(もっと読む)
両面アーク溶接のアーク長制御方法と溶接装置

【課題】母材の両面のアーク長、あるいは非消耗電極式溶接の入熱量を安定して制御する消耗電極式溶接と非消耗電極式溶接を用いた両面アーク溶接方法と装置を提案すること。
【解決手段】溶接中は非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)と予め設定した一定値である消耗電極側のアーク電圧値(Vgma-const)の和(Vall)の値を出力電圧値(Vout)とすることにより消耗電極アーク1のアーク長が一定値となるように制御し、溶接電流測定回路17で測定した溶接電流値により予め設定した非消耗電極側の基準アーク電圧値(Vgta-const)を補正し、この補正アーク電圧値と非消耗電極アーク電圧測定回路11で測定した非消耗電極アーク電圧値(Vgta)との比較により、非消耗電極溶接トーチ8のトーチ高さを調整して非消耗電極アーク6のアーク長が一定値となるように制御する両面アーク溶接方法である。
(もっと読む)
タンデムトーチ溶接方法及びトーチ極性切替装置
【課題】溶接ロボットに2本以上のトーチを装着するタンデムトーチのアーク干渉を回避する技術に関し、アーク干渉による溶接不良の発生を防止すると共に、タンデムトーチを往復移動させる多層溶接や、タンデムトーチの1本を退避させて行うシングルトーチ溶接や、更にはトーチ間隔を変化させて1プールの溶接と2プールの溶接とを切替えるなどの種々の溶接形態に最も適した溶接が行われるようにする。
【解決手段】直流溶接電源を用いるタンデムトーチ溶接方法において、直流溶接電源を2個用い、進行方向前側のトーチにワークに対してプラス側の電極が接続されると共に進行方向後側のトーチにワークに対してマイナス側の電極が接続されるように、トーチの進行方向が反転したときに並列配置された2個のトーチに与える電極の極性を反転させる。
(もっと読む)
電気アーク溶接用モジュラー電源及び出力チョッパ
【課題】最初の2ステージが単一のモジュールであり、出力ステージが独立した置換可能なモジュールであるように各ステージがモジュラー化されている電気アーク溶接用3ステージ電源を提供する。
【解決手段】AC入力と第1のDC出力信号とを有する入力ステージと、非調整型DC/DCコンバータの形の第2のステージと、第2のステージのDC出力信号を、溶接プロセス用の溶接出力に変換する第3のステージとを備え、入力ステージ及び第2のステージが、第1のモジュールに組み込まれており、かつ第3のステージが、第1のモジュールに接続可能な第2のモジュールに組み込まれていることを特徴とする。
(もっと読む)
ステンレス鋼の多層盛溶接構造
【課題】 厚板の開先継手に開先底部の初層裏波溶接から開先上面部の最終層溶接まで積層する多層盛溶接を施工すると共に、溶接終了後の裏面側の溶接部分に残留する引張応力を圧縮応力に改善する。
【解決手段】 ステンレス鋼の端部に開先加工を施した継手部材1,2を相互に突き合わせて、消耗電極方式あるいは非消耗電極方式のパルスアーク溶接または直流アーク溶接により溶接ワイヤを溶融させて多層盛溶接部分を形成して継手部材を溶接したステンレス鋼の多層盛溶接構造において、開先裏面から前記継手部材の板厚の1/5ないし4/5の高さまでオーステナイト系の溶接ワイヤを溶融固化させて初期裏波溶接部を形成し、その後、開先上面までマルテンサイト系の溶接ワイヤを溶融固化させて開先裏面側の溶接部およびその近傍に圧縮応力を付与したことを特徴とするステンレス鋼の多層盛溶接構造。
(もっと読む)
非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置
【課題】 操作が容易で、総ての電流値を定格電流の範囲内に納めることができる非消耗電極式ガスシールドアーク溶接における溶接電流の制御方法および電源装置を提供すること。
【解決手段】 交互に繰り返される第1の期間Tuと第2の期間Tdと、平均電流値Iwと、電流の振幅Iyとを定めておき、第1の期間Tuは振幅Iyのプラス側または増加する側の電流を、第2の期間Tdは振幅Iyのマイナス側または減少する側の電流を、それぞれ供給すると共に、第1の期間Tuと第2の期間Tdにおける電流値の平均値が平均電流値Iwとなるように制御する。
(もっと読む)
非消耗電極式のガスシールドアーク溶接電源
【課題】 未熟練の作業者であっても使いこなすことができ、作業能率を向上させることができる非消耗電極式のガスシールドアーク溶接電源を提供すること。
【解決手段】
溶接を行うための電流である主電流Iwの値毎に、溶接に用いるパラメータの値を定めた条件テーブル22を設けておき、設定された主電流Iwの値により溶接条件を定めるパラメータの値を一義的に定まるようにする。なお、パルス溶接を行う場合は、パルス電流Ipの電流値Ipが定格電流の最大値を超えないように、かつ、ベース電流Ibの電流値Ibが定格電流の最小値未満にならないように電流値Ipと電流値Ibを設定する。
(もっと読む)
高電流溶接用電源
【課題】電気アーク溶接用電源を提供する。
【解決手段】 電源が、250アンペア以上の電流を有する一次回路と、700アンペア以上の最大電流を伴う動作範囲を有する電流を有する二次回路と、二次電流を、溶接に適したDC電流に整流する出力整流器とを有する出力変圧器の一次側を駆動する高速スイッチングインバータを含む、電気アーク溶接のための、インバータをベースとする電源。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
41 - 49 / 49
[ Back to top ]