
Fターム[4E001DE01]の内容
Fターム[4E001DE01]の下位に属するFターム
逆極性 (16)
Fターム[4E001DE01]に分類される特許
21 - 40 / 49
異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法
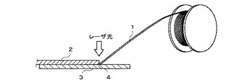
【課題】アルミニウム又はアルミニウム合金材と亜鉛メッキ鋼材とを溶接する場合に、溶接継手部の引張剪断強度及び溶接部界面の剥離強度を向上させることができる異材溶接用フラックス入りワイヤ並びに異材レーザ溶接方法及び異材MIG溶接方法を提供する。
【解決手段】フラックス入りワイヤ1は、アルミニウム又はアルミニウム合金材2と亜鉛メッキ鋼材3との異材レーザ溶接に使用される。フラックス入りワイヤ1は、Siを0.8乃至1.9質量%含有し、残部がアルミニウム及び不可避的不純物であるアルミニウム合金からなる筒状の皮材と、この皮材内に充填されフッ化セシウムを20乃至60質量%含有するフラックスとを有する。皮材中の不可避的不純物としては、Mn、Mg又はFeがあり、その含有量は夫々皮材の全質量あたり0.1質量%以下である。フラックスの充填率は、ワイヤの全質量あたり5乃至20質量%である。
(もっと読む)
異材接合用溶加材及び異材接合方法

【課題】アルミニウム又はアルミニウム合金材と鋼材とを、容易に且つ低コストで接合することができ、接合強度が優れた継手が得られる異材接合用溶加材及び異材接合方法を提供する。
【解決手段】アルミニウム系材2と、表裏面に亜鉛又は亜鉛合金からなる亜鉛系被覆層4が形成されている鋼材1とを、亜鉛系被覆層4が形成されている面がアルミニウム系被溶接材2側になるようにして、その端部で重ね合わせる。その際、アルミニウム系被溶接材2がトーチ5側になるように配置する。そして、その重ね部を、Siを1.5乃至2.5質量%を含有し、残部がAl及び不可避不純物からなる溶加材6を使用して、交流ミグアーク溶接により重ね隅肉溶接する。
(もっと読む)
インサートチップ,プラズマトーチおよびプラズマ加工装置
【課題】 プラズマトーチのプラズマの安定性を高くするインサートチップを提供。プラズマの安定性が高いプラズマトーチおよびプラズマ加工装置を提供。
【解決手段】 通し穴である中央孔5と、該中央孔5と平行に又はある傾斜角をもって該中央孔の中心軸を中心とする円周上に等角度ピッチで分布する複数の電極配置空間1a,1bと、各電極配置空間に連通し、前記中心軸を中心とする円周上に等角度ピッチで分布する複数のノズル4a,4bと、を備えるインサートチップ1。該インサートチップを用いる各種プラズマトーチおよびプラズマ加工装置。インサートチップは更に、中央口に連続して加工対象材に対向する先端面に開き中央口よりも大径の拡大口1d、を備え、ノズルは、前記先端面よりも内側で拡大口に開いている。
(もっと読む)
サブマージアーク溶接方法
【課題】サブマージアーク溶接の溶接速度を増速するためには細径の溶接用ワイヤを使用せざるを得ず、入熱が集中してHAZの靭性が劣化するという問題があった。これに対して通常の太さの溶接用ワイヤを用いてアークを安定させ、増速を可能にする技術を提供する。
【解決手段】単一の、あるいは2本以上の電極で溶接を行なうサブマージアーク溶接方法の第1電極に、REMを0.01〜1質量%含有する溶接用ワイヤを用い、極性を直流正極性または交流とする。
(もっと読む)
電子部品の製造方法、アーク溶接装置、及びアーク溶接方法
【課題】1台のアーク溶接装置で導線の一端部を一の端子金具にアーク溶接すると同時に導線の他端部を他の端子金具にアーク溶接することができる電子部品の製造方法、アーク溶接装置、及びアーク溶接方法の提供。
【解決手段】アーク電流供給装置10はマイナス電極とグランド電極とを有し、マイナス電極には第1トーチ電極12Aが電気的に接続されている。グランド電極には第2トーチ電極17Aが電気的に接続されている。電子部品の製造方法では、第1トーチ電極12Aを巻線103の一端103Cに対向させると共に第2トーチ電極17Aを巻線103の他端103Dに対向させるトーチ対向工程を行う。次に、第1トーチ電極12Aから巻線103の一端103Cに対してアーク放電をすると同時に第2トーチ17の第2トーチ電極17Aから巻線103の他端103Dに対してアーク放電をする。
(もっと読む)
タンデムアーク溶接方法
【要 約】
【課 題】 2本の溶接用ワイヤを電極として用い、十分な溶込み深さが得られ、平滑な溶接金属が形成され、かつスラグの生成を抑制できるタンデムアーク溶接方法を提供する。
【解決手段】 2本の溶接用ワイヤを電極に用いた消耗電極式のタンデムアーク溶接方法において、先行極のシールドガスとして不活性ガスと40体積%以上のCO2ガスからなる活性ガスまたは炭酸ガスを用い、後行極のシールドガスとしてArガス,HeガスおよびH2ガスの中から選ばれる1種または2種以上を合計99.5体積%以上含有する不活性ガスを用いるとともに、先行極で生じた溶融メタルが凝固する前に後行極でスラグのクリーニングを行なう。
(もっと読む)
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。前進する溶接電極(191)と金属ワークピース(199)との間に、電気アークパルスを発生させるように電気溶接波形(100)を生成することが可能な電気アーク溶接システムを使用して、1連の電気アークパルスが発せられる。電気溶接波形のサイクルは、上昇するピンチ電流レベル(121)を供給するピンチ電流段階(120)、ピーク電流レベル(130)を供給するピーク電流段階、低下する導出電流レベル(141)を供給する導出電流段階(140)、及びバックグラウンド電流段階(111)を供給するバックグラウンド電流レベル(110)を含む。そのサイクルの少なくとも1つの加熱電流段階(150)が生成され、加熱電流レベル(151)をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。該少なくとも1つの電流パルスを持つ電気溶接波形のサイクルは、アーク溶接プロセスが完了するまで、繰り返されてもよい。  (もっと読む)
(もっと読む)
サブマージアーク溶接機
【課題】高電流密度溶接でも溶接欠陥が発生しにくい、サブマージアーク溶接機を提供する。
【解決手段】ワイヤ送給モータが、定格トルクが1.0N・m以上、回転子イナーシャが1.0×10−4kg・m2以下、且つ定格回転速度までの到達時間が無負荷状態で100msec以下で、溶接電源が垂下特性を有しているサブマージアーク溶接機。
(もっと読む)
鋼材の多電極サブマージアーク溶接方法
【課題】母材の板厚が10〜50mmの、UOE鋼管やスパイラル鋼管等の大径鋼管の造管溶接に用いて好適な鋼材の多電極サブマージアーク溶接方法を提供する。
【解決手段】鋼材を3電極以上の多電極でサブマージアーク溶接するにあたり、第1電極への給電に直流電源を用いて、第1電極による溶接は、電流密度250A/mm2以上、好ましくはワイヤ径3.2mm、溶接電流1000A以上、で行い、第2電極による溶接は、電流密度150A/mm2以上、好ましくは溶接電流600A以上で行い、電極間距離は1つが前記鋼材表面位置において23mm以上、残りの電極間距離は20mm以下とする。
(もっと読む)
携帯可能自律材料加工システム
材料を加工するために、携帯可能プラズマアークトーチシステムを使用することができる。システムは、交換可能または再充電可能電源と交換可能または再充填可能ガス源とを含む。コントローラは、電源またはガス源のうちの少なくとも1つと連通する。プラズマ送達デバイスは、コントローラを介して、電源からの電流およびガス源からのガスを受容し、プラズマ送達デバイスの出力においてプラズマアークを生成する。プラズマアークは、金属工作物等の材料を加工するために使用することができる。プラズマアークトーチは、交換可能または再充電/再充填可能電源およびガス源を含む、装着型携帯可能アセンブリを含むことができる。プラズマ送達デバイスは、アセンブリにおける電源からの電流およびアセンブリにおけるガス源からのガスを受容して、プラズマアークを生成する。  (もっと読む)
(もっと読む)
ガスシールドアーク溶接方法
【課題】先行電極をストリンガ運棒とし、後行電極を高速回転または高速揺動とすることによって、狭開先継手に対して高温割れおよび開先ルート部の溶込み不足を生じることなく完全溶込みの溶接が可能となり、かつアークセンサによる倣い制御を可能とするガスシールドアーク溶接方法を提供する。
【解決手段】溶接進行方向の前後に所定間隔で配置された先行電極11と後行電極12とにより1つの溶融池15を形成しながら狭開先継手の初層溶接を行うガスシールドアーク溶接方法であって、前記先行電極は、トーチ運棒をストリンガ運棒とするとともに、狙い位置を開先ルートとし、前記後行電極は、トーチ運棒を高速回転または高速揺動とするとともに、前記先行電極および前記後行電極のアークセンサ信号により溶接線倣い制御を行う。
(もっと読む)
アークスポット溶接方法
【課題】溶接施工の能率を向上し、溶接時の溶落ちを防止するとともにスラグの発生量を低減し、さらに平滑な溶接金属を得ることが可能なアークスポット溶接方法を提供する。
【解決手段】単一の電極として溶接用鋼ワイヤ2を供給し、重ね合わせた薄鋼板5、6のアークスポット溶接を行なうアークスポット溶接方法において、活性ガスをシールドガス3として用いかつ溶接用鋼ワイヤを用いてアーク4を発生させ上側の薄鋼板を溶融する第1溶接工程と、不活性ガスをシールドガスとして用いかつ溶接用鋼ワイヤを用いてアークを発生させて下側の薄鋼板を溶融する第2溶接工程と、生成した溶融メタルを凝固させて溶接金属を形成する冷却工程と、を有するアークスポット溶接方法である。
(もっと読む)
アーク溶接方法
【課題】十分なビード幅及び高さを得るとともに母材に対する深い溶け込みを得て、高品質の溶接を行う。
【解決手段】溶接トーチ14をウィービングにより周回させて、上板の第1部材30と第2部材32との境界34に沿って+Z方向に向かって溶接を行う。1周期のウィービングは、教示点P1、P2、P3及びP4で指定される一巡経路である。ウィービングの1周期の間で、最初の第1移動区間40aでは直流、次の第2移動区間40bでは交流、第3移動区間40cでは交流、及び最後の第4移動区間40dでは交流となるように電流を切り替えながら溶接を行う。
(もっと読む)
溶接方法及び溶接装置
【課題】TiAl系金属間化合物等の接合対象物について、真空または不活性の雰囲気を制御した状態で接合する接合方法及び接合装置を提供すること。
【解決手段】TiAl系金属間化合物等の常温における延性が低い金属を接合対象物Mとして一体に接合する溶接方法において、接合対象物Mを密封容器11内に収納して所望の接合温度まで加熱し、密封容器11内を真空引きした状態で、中空電極を陰極とし、接合対象物を陽極として直流電圧を印加するとともに、中空電極を通して不活性ガスを供給し、この不活性ガス中にホローカソードアークを発生させて接合対象物Mの溶接を行う。
(もっと読む)
多電極サブマージアーク溶接方法
【課題】本発明は従来どおりの溶け込み深さを確保しながら、溶接入熱を低減し、靭性や継手強度など溶接部特性の劣化を抑制する技術を提供する。
【解決手段】3電極以上の多電極溶接において第1電極と第2電極にワイヤ径3.2mm以下のワイヤを適用し、第1電極は800A以上の電流で、かつ溶接電流をワイヤ断面積で除した電流密度が第1電極で145A/mm2以上、第2電極で95A/mm2以上である多電極サブマージアーク溶接方法。
(もっと読む)
厚鋼板のサブマージアーク溶接方法
【課題】従来どおりの溶け込み深さを確保しながら、溶接入熱を効果的に低減して、溶接欠陥の少ない高品質溶接部を得ることができる厚鋼板のサブマージアーク溶接方法を提供する。
【解決手段】2電極以上の多電極サブマージアーク溶接において、第1電極としてワイヤ径が3.2mm以下のフラックス入りワイヤを用い、800A以上の電流で溶接する。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面にアルミニウム系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
異材接合方法
【課題】アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材と、鉄系被溶接材とを、容易に且つ高強度で接合することができる異材接合方法を提供する。
【解決手段】アルミニウム系被溶接材1と、鉄系被溶接材2とを溶接する異材接合方法において、鉄系被溶接材2はその表面に亜鉛系被覆層3を有し、アルミニウム系被溶接材1は少なくとも鉄系被溶接材2と接合する部位に塗布されたフラックス層4を有し、アルミニウム系被溶接材1をトーチ側に配置して前記2つの被溶接材を重ね合わせた状態で、溶融溶接法により、前記2つの被溶接材を接合することを特徴とする異材接合方法。
(もっと読む)
厚鋼板の狭開先突合せ溶接方法
【課題】ガスシールドアーク溶接法で厚鋼板の狭開先突合せ溶接を行なうにあたって、多層溶接の初層(すなわち開先の底部)においてもアークの安定性に優れ、安定した溶け込みが得られる溶接方法を提供する。
【解決手段】希土類元素を0.015〜0.100 質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて、厚鋼板の多層ガスシールドアーク溶接を行なう狭開先突合せ溶接方法において、初層のガスシールドアーク溶接を、QL=I×E/〔S×(G+5×tanθ)〕/60で算出されるQL値が1.5〜10.0の範囲内を満足し、かつQH=〔G×S×60×(G+tanθ)/(I×E)〕+tanθで算出されるQH値が1.0以上の範囲内を満足する条件で溶接を行なう。
(もっと読む)
ガスシールドアーク溶接方法
【課題】ガスシールドアーク溶接を行なうにあたって、アークの安定性およびスパッタ発生量の低減はいうまでもなく、優れたビード形状を得ることが可能な、鋼素線からなるガスシールドアーク溶接用鋼ワイヤを用いた溶接方法を提供する。
【解決手段】直流電流をピーク電流とベース電流との2水準に設定したパルスを溶接用電源から出力し、ピーク電流を250〜380Aの範囲内とし、F=〔I−(E/2)〕/Hで算出されるF値を1.0〜2.0の範囲内とし、かつ希土類元素を0.015〜0.100質量%含有する鋼素線からなる溶接用鋼ワイヤを用いて正極性でガスシールドアーク溶接を行なう。
(もっと読む)
21 - 40 / 49
[ Back to top ]