
Fターム[4E001QA10]の内容
Fターム[4E001QA10]に分類される特許
41 - 53 / 53
切断装置
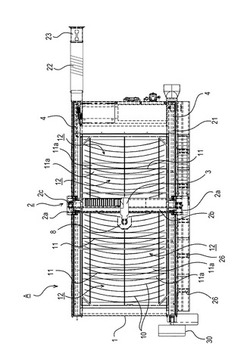
【課題】被切断材に対する切断時に発生した粉塵によって送風用のファンやモーターを損傷する虞のない切断装置を提供することにある。
【解決手段】切断装置Aは、一方向に往復走行する走行台車2と、走行台車2の走行方向に対し交差する方向に横行可能に搭載され切断トーチ6を搭載した横行キャリッジ3と、切断トーチの移動領域に対応して配置され被切断材を載置する差し板10を有し内部が複数の室12に分割された槽部材1と、槽部材1の外部であって走行台車2の走行方向に沿って配置された送風ダクト20及び排気ダクト21と、槽部材1に形成された複数の室12毎に配置され個々の室12と送風ダクト20、排気ダクト26とを連通又は遮断する送風側開閉部材25、排気側開閉部材26と、送風ダクト20に接続された送風装置23とを有する。
(もっと読む)
溶接ノズル・チップ交換装置

【課題】コンパクトで制御も容易に行なえる溶接ノズル・チップの交換装置を提供する。
【解決手段】ノズルT4をトーチ本体T1から取外すノズル脱カートリッジ2と、ノズルT4をトーチ本体T1に係合させるノズル着カートリッジ3と、チップT3をトーチ本体T1から取外すチップ脱カートリッジ4と、チップT3をトーチ本体T1に係合させるチップ着カートリッジ5と、を備え、前記各カートリッジ夫々をベースプレート13に回転可能に保持するカートリッジ毎に設けた回転ローラ6A〜6C・・9A〜9Cと、前記カーリッジ2〜5毎の回転ローラに連結した複数のプーリ6D〜9Dとベースプレート13に保持された駆動力源に連結したプーリ10Dとに夫々巻掛けられ、駆動力源の回転により前記2つの脱カートリッジ2,4と前記2つの着カートリッジ3,5とを互いに逆方向に回転させるベルト伝動手段11と、を備える。
(もっと読む)
ペレット、ペレットの製造方法、及びヒューム処理装置
【課題】金属材料の加工時に発生するヒュームに由来する微粉末を固化する方法及び装置を提供する。
【解決手段】金属材料の加工時に発生するヒュームから捕集した微粉末をスクリューコンベア35で供給路45から成形室48内に供給し、供給された微粉末が所定量に達したときに圧縮シリンダ44を作動させて圧縮スライダ43を下降させることにより微粉末を圧縮、減容、固化し、その後、圧縮スライダを上昇させて再びスクリューコンベアにより微粉末を成形室内にさらに供給して圧縮スライダを下降させて圧縮、減容、固化する操作を繰り返すことにより成形品を形成させ、成形品が所定の大きさに達したことが検出されたときに切換シリンダ47を作動させてスライド体46の排出孔46aをシリンダスリーブ51の成形孔51aと連通する位置に移動させ、圧縮スライダを下降させて成形品を排出する、金属材料の加工時に副生する微粉末の固化方法及び装置。
(もっと読む)
タンデムアーク溶接用トーチとそれを備えた溶接装置
【課題】 ノズル内面の清掃が容易に行えるタンデムアーク溶接用トーチを提供すること。
【解決手段】 トーチ本体1に備えられた2つの電極を1つのノズル2に収納するタンデムアーク溶接用トーチ18であり、前記ノズル2は、先端部を外向きに開放して前記電極を露出させることが可能な複数のノズル体6を有し、前記トーチ本体1は、前記各ノズル体6の先端部を外向きに開放させる開閉機構11を具備している。
(もっと読む)
溶接装置
【課題】
エアナイフの吹出し方向に障害物があった場合にも、シールドガスの流れを乱さず、シールド性能の低下を抑止し、溶接品質の向上、信頼性の向上を図る。
【解決手段】
レーザ光線7を溶接点に照射するレーザ照射ヘッド1と、シールドガスを噴出する溶接用トーチ2と、前記レーザ光線を横切る様にエアを噴出するエア噴出手段11と、該エア噴出手段と対向して設けられた溶融池保護具13とを具備し、該溶融池保護具は前記エアの流れを前記シールドガスから分離する。
(もっと読む)
溶接ワイヤーの端部を成形する方法および装置
本発明は、挿通処置用に所定材料と所定直径を有する溶接ワイヤー(13)の端部を成形する方法に関し、ここで溶接ワイヤー(13)は溶接トーチ(10)内に配置されたコンタクト管を通る少なくとも1つのワイヤーコア(12)を介してワイヤー貯蔵部から給送されており、かつこれに対応した装置に関する。溶接ワイヤー(13)の端部を自動化成形できるようにすべく、本発明によれば、挿通処置前に、電源(2)に接続したコンタクト板(30)と溶接ワイヤー(13)との間に、溶接ワイヤー(13)の材料と直径の関数として電弧(15)を発生させ、溶接ワイヤー(13)の端部を成形し、ここで溶接ワイヤー(13)の端部を半球状に成形し、溶接ワイヤー(13)の半球状端部の直径は溶接ワイヤー(13)の直径を実質超過させない。  (もっと読む)
(もっと読む)
溶接装置用粉末処理装置
少なくとも1つの溶接電極(3)を溶接部(4)へ運ぶための溶接ヘッド(2)と、粉末を容器(6)から溶接部(4)へ運ぶための粉末運搬装置(5)とを備える、粉末溶接用溶接装置(1)を記載する。粉末運搬装置(5)は、少なくとも、第1端部においてフラックス剤を容器(6)から運ぶために容器(6)中に配置された開口部(9)を備える第1パイプ(8)を備える。粉末運搬装置(5)は、少なくとも、第1パイプ(8)の第2端部に接続されており、加圧ガスを用いて第1パイプ(8)を通して粉末を容器(6)から運ぶように配置された第1エジェクター(7)を備える。 (もっと読む)
溶接トーチのクリーニング装置および方法
本発明は、溶接トーチ(5)のクリーニング装置(1)に関し、少なくとも2つのコイル(4,11)と、電磁クリーニングのために溶接トーチを導入するための開口(3)と、コイル(4,11)と接続された供給装置(7)と、必要に応じて、クリーニング液を溶接トーチ(5)の先端に塗布するための装置とを備え、好ましくは、全てのコンポーネントが共通のハウジング(2)内に配置され、制御装置(8)によって制御される。また本発明は、溶接トーチ(5)のクリーニング方法に関する。クリーニング品質およびクリーニング範囲を増加させるために、本発明によれば、コイル(4,11)は、溶接トーチ(5)のクリーニングのために、相互に独立した供給装置(7)によって電気エネルギーが供給可能であり、そして、コイル(4,11)を冷却するための冷却装置(14)が設けられる。 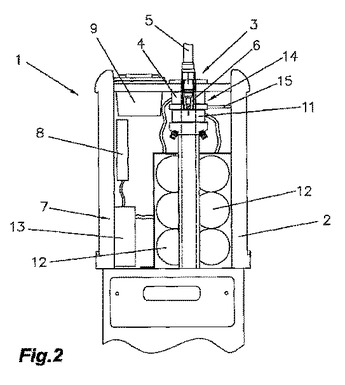 (もっと読む)
(もっと読む)
ノズルクリーナ
【課題】簡便に構成できて、かつ、溶接ノズルとカッタとの芯合せも容易なノズルクリーナを提供すること。
【解決手段】本発明のノズルクリーナは、溶接ノズル2を移動させて、カッタ61を溶接ノズル2の内周面側に挿入させて回転させることによりスパッタを剥離する。溶接ノズル2をカッタ61に対して芯合せさせる案内機構43が、挿入側ローラ部44とカッタ側ローラ部52とを備える。挿入側ローラ部44とカッタ側ローラ部52とが一対の案内ローラ45,53を備える。各案内ローラ45,53相互が、小径部46,54間の隙間SI,SCを溶接ノズル2の外径寸法と略等しくするとともに、拡径部47,54相互を、溶接ノズル2を小径部46,54の中央付近にガイド可能としている。カッタ側ローラ部52と挿入側ローラ部44とが、対向する案内ローラ45,53相互の配設方向を、相互に直交させている。
(もっと読む)
携帯可能自律材料加工システム
材料を加工するために、携帯可能プラズマアークトーチシステムを使用することができる。システムは、交換可能または再充電可能電源と交換可能または再充填可能ガス源とを含む。コントローラは、電源またはガス源のうちの少なくとも1つと連通する。プラズマ送達デバイスは、コントローラを介して、電源からの電流およびガス源からのガスを受容し、プラズマ送達デバイスの出力においてプラズマアークを生成する。プラズマアークは、金属工作物等の材料を加工するために使用することができる。プラズマアークトーチは、交換可能または再充電/再充填可能電源およびガス源を含む、装着型携帯可能アセンブリを含むことができる。プラズマ送達デバイスは、アセンブリにおける電源からの電流およびアセンブリにおけるガス源からのガスを受容して、プラズマアークを生成する。  (もっと読む)
(もっと読む)
ペレット、ペレットの製造方法、及びヒューム処理装置
【課題】金属材の熱切断加工や溶接作業などの加工時に発生するヒュームから微粉末を採集し、固化することにより、作業環境の改善、さらにはリサイクルの容易化を図ることのできるペレット、ペレットの製造方法、及びヒューム処理装置を提供する。
【解決手段】ヒューム処理装置は、成形室48と、金属材のプラズマ切断加工時に発生するヒュームから捕集された微粉末を成形室48に搬送する搬送手段35と、前記成形室48に搬送されたヒュームの微粉末を加圧する加圧手段43、46とを備え、加圧手段43、46は、円筒状の成形孔51aと、成形孔51aの内周面に沿って摺動可能なピストン部と、成形孔51aにおけるピストン部と対向する側に配置され、成形孔51aの一端をふさぐ位置に移動自在なスライド体46とを有し、成形孔51aの内径と、ピストン部の外径との間には微粉末の通過できる隙間が形成されている。
(もっと読む)
電気溶接設備へのブランケットガス供給制御の配置と方法
電気溶接施設内でブランケットガスの流れを制御するのに使用される設備と方法であって、溶接機ユニットと電気的に接続する溶接電極を使用して溶接が遂行される。この設備は、溶接電極を組み込んだ回路内に搬送される電気溶接電流の大きさを特定するように適合され、電流の大きさを指示するI信号を供給するように適合された電流センサ出力を有する電流センサ3と、溶接電極へ加えられる電圧の大きさを決定するように適合され電圧の大きさを指示するU信号を供給する電圧センサ出力を有する電圧センサ11と制御デバイス6とを有する。制御デバイス6は電流センサ出力および電圧センサ出力にそれぞれ接続された入力を有し、またブランケットガスフローコントローラ7へ制御信号を供給する制御信号出力と、a)前記U信号が前記最初のU閾値よりも大きくてI信号が第1I閾値よりも小さいときに、所定の第1の大きさの制御信号を、またb)前記I信号が前記第1閾値よりも大きいときに、前記I信号に比例して変動する大きさの制御信号を、制御信号として供給するように適合されている。 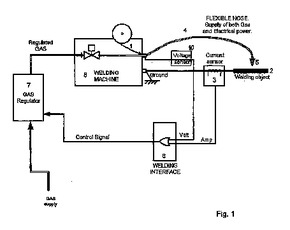 (もっと読む)
(もっと読む)
変形推定方法、プログラムおよび記録媒体
【課題】 拘束下の溶接変形を推定することができる変形推定方法を提供する。
【解決手段】 ステップS7では、固有歪データベースに記憶されている実験等で求めた拘束下での固有ひずみの情報に基づいて、ステップS2で指定された板厚hと継手形式と溶接長L、ステップS3で指定された溶接法と溶接入熱Q0と材質、およびステップS6で算出された曲げ拘束度KBによって決まる、拘束下での固有ひずみ、つまり、横曲がり角変形固有歪θvが求められる。ステップS8では、拘束治具を解放した状態をモデル化して弾性有限要素解析を行う。このとき、ステップS9では、ステップS4で求められた縦収縮固有歪gx、横収縮固有歪gy、縦曲がり変形固有歪θx、およびステップS7で求められた横曲がり角変形固有歪θvに基づいて、溶接変形解析を行う。このようにして、ステップS10では、拘束の影響を考慮した溶接構造物の溶接変形を推定することができる。
(もっと読む)
41 - 53 / 53
[ Back to top ]