
Fターム[4E002BD02]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 連続鋳造 (130)
Fターム[4E002BD02]に分類される特許
1 - 20 / 130
連続鋳造片の圧下面の表面欠陥の生成防止方法
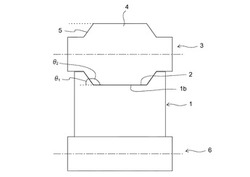
【課題】 連続鋳造装置で製造の連鋳片の圧下面の凹み部が分塊圧延後の鋼片に残存して形成の表面欠陥となることを防止した連鋳片の製造方法を提供する。
【解決手段】 連続鋳造装置から引抜き中の連鋳片1よりも細幅の凸部4を有する圧下ロール3と連鋳片1との当接位置の鋳造方向に垂直な断面において、圧下ロール3から傾斜して突出する凸部4の傾斜面5とこの凸部4の水平面に当接する連鋳片1の表面とで形成する立上り角度θ1を5°≦θ1≦15°とし、圧下ロール3の凸部4の傾斜面の立上り角度θ1の補角θ2を該立上り角度θ1の補角の165°≦θ2≦175°に鈍角化し、この圧下ロール3の凸部4により連続鋳造装置の引抜き中の連鋳片1を圧下して凹み部2とし、さらにこの連鋳片1を分塊圧延して分塊圧延後の鋼片に表面疵の生成を無くすものとする。
(もっと読む)
平版印刷版用アルミニウム合金板の製造方法、ならびに該製造方法により得られる平版印刷版用アルミニウム合金板および平版印刷版用支持体

【課題】表面組成が均一な平版印刷版用アルミニウム合金板を得ることができ、面状故障のない平版印刷版用支持体を作製することができる平版印刷板用アルミニウム合金板の製造方法の提供。
【解決手段】アルミニウム合金溶湯を溶湯供給ノズルを介して一対の冷却ローラの間に供給し、前記一対の冷却ローラによって前記アルミニウム合金溶湯を凝固させつつ圧延を行う、連続鋳造法による平版印刷版用アルミニウム合金板の製造方法であって、前記溶湯供給ノズル7に前記アルミニウム合金溶湯100を供給する容器6において、該容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とし、前記容器の内部に存在する前記アルミニウム合金溶湯の液面の垂直方向の振幅を10mm以下とする手段として、上部開口部の面積が50×50(cm2)以上の前記容器を用いることを特徴とした平版印刷版用アルミニウム合金板200の製造方法。
(もっと読む)
高成形性Al−Mg−Si系合金板及びその製造方法
【課題】特異な集合組織状態とすることで、平均r値および深絞り性を向上させたAl−Mg−Si系合金板に関する技術を提示する。異周速圧延を適用して集合組織制御を行ない、工業的な量産規模での製造により、確実かつ安定して深絞り性が優れた成形加工用Al合金板を得ることができる方法を提供する。
【解決手段】Mg0.3〜2.0%、Si0.3〜2.5%を含有し、さらに必要に応じてCu、Mn、Cr、Zr、Vの1種以上を含有し、残部が実質的にAlからなる合金の板材で集合組織を適切に制御する。その方法は、鋳塊に150℃以上でしかも非再結晶温度域内の温度で、50%を越える圧下率で粗圧延を行ない、さらに150℃以上でしかも非再結晶温度域内の温度で、ロール周速比1.2〜4.0の異周速圧延を、50%を越える圧下率で行なって最終板厚とし、その後溶体化処理を行なう。
(もっと読む)
効率的且省エネルギーな帯鋼連続鋳造及び連続圧延プロセス
【課題】効率的且つ省エネな帯鋼連続鋳造及び連続圧延プロセスを提供する。
【解決手段】連続鋳造工程に少なくとも二つのカストストランドが設けられ、鋳造ビレットを加熱するために少なくとも二台の加熱炉が設けられ、圧延ライン14を中心線としてずれて配置される。圧延ライン設備配置の最適化により、連続鋳造スラブの潜熱を最大限に利用して、ホットチャージング温度が最も高くなり、工程のエネルギー消費が比較的低くなり、生産ラインを柔軟化させ、薄いスラブ連続鋳造及び連続圧延によっては実現できなかった四つのストランドを一つのラインに合流して同じ温度の高温で直接入れて連続圧延することが実現され、連続鋳造機とロール機との生産能力は高く合わされ、圧延機の生産能力が最大限に発揮でき、単位コストが低くなり、生産ラインが短くなり、敷地も少なくなり、投資が低くなる。
(もっと読む)
高合金またはステンレス鋼における継目無鋼管の製造方法
【課題】丸鋼片の孔繰り加工時における歩留り低下を最小限とする。
【解決手段】Niを20質量%以上含有し、かつオーステナイト単相組織を有する高合金またはステンレス鋼のブルーム1を、圧延或いは鍛造して得られる丸鋼片3に対し、丸鋼片3の中心部に存在する欠陥を孔繰り加工した後、熱間押出法により継目無鋼管を製造する方法である。ブルーム1の長辺長さをA(mm)、短辺長さをB(mm)とした場合、ブルームの扁平比(A/B)が1.4以上、2.4以下で、かつ、丸鋼片3の半径をR(mm)とした場合、ブルーム1から丸鋼片3への圧延比(A×B)/πR2が2.0以上、9.0以下となるようにする。
【効果】ブルームに発生する粒界割れが圧延・鍛造後の丸鋼片内部に残存しても、少ない中心孔繰り加工により除去することができ、製管後の内面欠陥発生を防止した継目無鋼管を製造できる。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性及び塑性加工性に優れるマグネシウム(Mg)合金コイル材、及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】Mg合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材は、曲げ半径が小さい曲げが加えられた状態でありながら平坦性に優れる。上記板状材の残留応力が30MPa超であり、圧延時に導入された歪みが十分に存在して、塑性加工性に優れる。このコイル材は、Mg合金からなる連続鋳造材に圧延を施した圧延板に矯正加工を施し、得られた加工板を円筒状に巻き取ることで製造される。矯正加工は、圧延板に30MPa〜150MPaの張力を加えた状態で冷間で行う。冷間加工により巻き癖がつき難く、上記歪みが十分に存在し、かつ張力を加えることで割れなどがなく、平坦性・表面性状・塑性加工性に優れるコイル材が得られる。
(もっと読む)
銅スクラップ材のリサイクル方法
【課題】工場内のくず線などの電気銅、高品位スクラップからなる希釈材料を多量に必要とせず、溶銅に対する酸化処理工程を必要とせず、酸素含有量350ppm以上を有する廃材銅を用いることができ、従来の電気銅を溶解するシャフト炉を用いることができ、高い品位の銅を得ることができる銅スクラップ材のリサイクル方法を提供する。
【解決手段】酸化チタンが結晶粒内又は結晶粒界に分散している希薄銅合金材料からなるスクラップ材と、酸素含有量が250〜400mass ppmの廃材銅からなるスクラップ材とをシャフト炉にて銅溶湯を形成する溶解工程と、該溶解工程において前記銅溶湯の表面に浮遊した酸化チタンを除去する除去工程とを含むことを特徴とする銅スクラップ材のリサイクル方法。
(もっと読む)
フレキシブルフラットケーブル及びその製造方法
【課題】本発明の目的は、高導電性を備え、かつ、高耐屈曲性を有するフレキシブルフラットケーブル及びその製造方法を提供することにある。
【解決手段】本発明は、Mg、Zr、Nb、Ca、V、Ni、Mn、Ti及びCrからなる群から選択された添加元素及び2mass ppmを越える酸素を含有し、残部が不可避的不純物及び銅である導体の両面を絶縁フィルムで挟んだ構造を有するフレキシブルフラットケーブルであって、前記導体の内部では結晶粒が大きく、表層では前記結晶粒より小さい結晶粒を有する再結晶組織であることを特徴とする。
(もっと読む)
希薄銅合金材料を用いた絶縁電線の製造方法
【課題】生産性が高く、導電率、軟化温度、表面品質に優れた希薄銅合金材料を用いた絶縁電線の製造方法を提供する。
【解決手段】不可避的不純物を含む純銅に、2〜12massppmの硫黄と2を超え30massppm以下の酸素と4〜55massppmのTiを含む希薄銅合金溶湯を形成し、その希薄銅合金溶湯を用いて連続鋳造を経てワイヤロッドを作製し、そのワイヤロッドを熱間圧延することで希薄銅合金材料からなる線材を作製し、この線材に絶縁被覆を施すことを特徴とする希薄銅合金材料を用いた絶縁電線の製造方法である。
(もっと読む)
連続鋳造鋳片の脱水素方法
【課題】省スペースでかつ効率的に鋳片に脱水素処理を施すことが可能な、連続鋳造鋳片の脱水素方法を提供する。
【解決手段】連続鋳造鋳片の脱水素方法であって、バーナーを設置した徐冷カバー内に複数の鋳片を収容し、前記鋳片の鋼種に応じ、前記バーナーによって前記徐冷カバー内の雰囲気を加熱して、前記鋳片の温度をAr3点よりも低い温度で、かつ水素の拡散係数の値がAr3点における値よりも大きくなる温度に保持しながら、前記鋳片を徐冷して脱水素を行うことを特徴とする連続鋳造鋳片の脱水素方法。前記バーナーの雰囲気加熱により前記鋳片をAr3点よりも100〜300℃低い温度に保持することが好ましい。また、前記バーナーの雰囲気加熱により前記鋳片を前記所定の温度に保持する時間は、前記鋳片を圧延して得られる鋼板において要求される水素濃度に応じて設定することが好ましい。
(もっと読む)
連続鋳造スラブの表面手入れ方法および装置
【課題】溶削開始部の深掘れを低減し、グラインダによる研削工程を省略可能であり、かつ一回のガススカーフィングにより深さ2mm以上の溶削が可能である連続鋳造スラブの表面手入れ方法および装置を提供する。
【解決手段】鋼片表層をソレノイド型誘導コイル4で加熱して溶融層となす電磁誘導加熱手段と、前記溶融層に不活性ガスを噴射してこれを吹き飛ばし除去する不活性ガス噴射手段1とで構成した装置により連続鋳造スラブ2の表面手入れを行うこととした。
(もっと読む)
マグネシウム合金コイル材
【課題】平坦性に優れるマグネシウム合金コイル材及びその製造方法、このコイル材を用いたマグネシウム合金部材及びその製造方法を提供する。
【解決手段】マグネシウム合金からなる板状材が円筒状に巻き取られたコイル材であり、その内径が1000mm以下である。このコイル材から切り取った反り量用試験片1を水平台100に載置したとき、試験片1の幅wに対する、両者1,100の隙間110における鉛直方向の最大距離hの割合が0.5%以下である。このコイル材は、マグネシウム合金を連続鋳造した鋳造材に圧延を施し、得られた圧延板に温間矯正加工を施し、得られた加工板を円筒状に巻き取るとき、巻き取り直前の温度を100℃以下にしてから巻き取ることで製造できる。巻き取り直前に十分に低温にすることで、巻き取り後の板状材は、巻回数が多い場合でも幅方向の反りが生じ難い上に、巻き取り径が小さい場合でも巻き癖がつき難く平坦性に優れる。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
アルミニウム合金線の製造方法
【課題】高靭性及び高導電率であるアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金(Al合金)線は、Feを0.005質量%以上2.2質量%以下含有し、残部がAlからなるAl合金の溶湯を鋳造し、得られた鋳造材に圧延を施し、得られた圧延材に伸線加工を施し、得られた伸線材を撚り合わせ、得られた撚り線を圧縮線材とし、この圧縮線材に軟化処理を施して製造する。この軟化処理は、当該処理後の線材の伸びが10%以上となるように行う。例えば、バッチ処理で250℃以上の温度で行う。このような軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるAl合金線が得られる。このAl合金線を導体とする電線は、ワイヤーハーネスを組み付ける際に端子部近傍で破断することを低減することができる。
(もっと読む)
軸受鋼の製造方法
【課題】最終製品素材の炭化物の状態を、製造工程の途中の段階で定量的に把握し、最終製品素材に残存した炭化物の大きさを、軸受としての寿命に及ぼす影響が問題のない程度に管理する軸受鋼の製造方法を提供する。
【解決手段】C:0.9〜1.2mass%およびCr:1.2〜1.6mass%を含有する軸受鋼の製造において、厚さ300〜400mmの鋳片の、分塊圧延前の加熱温度を1220〜1270℃、加熱時間を3〜5時間とし、前記鋳片の断面積をS1、前記鋳片を分塊圧延して得られた鋼片の断面積をS2とし、前記鋼片の縦断面における中心偏析の幅の最大値L(mm)とした場合において、L<18×(S2/S1)0.5を満足することを特徴とする軸受鋼の製造方法。前記鋼片を圧延して得られる最終製品素材において残存した炭化物の最大幅は、10μm以下であることが好ましい。
(もっと読む)
マグネシウム合金板
【課題】プレス加工などの塑性加工性に優れたマグネシウム合金板を提供する。
【解決手段】アルミニウム(Al)を8.5〜10.0質量%、亜鉛を0.5〜1.5質量%含有するマグネシウム合金素材板を圧延ロールにて圧延することで得られたマグネシウム合金板である。このマグネシウム合金板における、マグネシウム合金板の厚み方向の中心線に存在する偏析の厚み方向の長さは20μm以下である。このようなマグネシウム合金板は、高い塑性加工性を有し、加工時の亀裂の発生を効果的に低減することができる。
(もっと読む)
スラブのインライン表面処理のための方法および装置
本発明は、連続鋳造から熱間圧延までの一つの連続する方法シーケンス中で、CSP鋳造装置と熱間圧延区間の間に設けられた一つの加熱炉(3)を有する、例えばCSP方法により製造されるスラブ(5)の、インライン表面処理による表面処理品質の向上の方法に関する。発明に従い、ノズルまたはノズルに類する装置を有する酸化装置(21)によって、スラブ(5)の上面および下面に付勢される酸化炎または酸化ガス混合物によって、各スラブ面4mmまでの所定の表面層が意図的に酸化され、スラブ表面上の酸化生成物が、その際、固定的または流動的であることが提案される。  (もっと読む)
(もっと読む)
マグネシウム合金圧延板の矯正方法および矯正機、マグネシウム合金圧延板の製造方法
【課題】 歩留まり良くマグネシウム合金圧延板の製造を可能とする矯正方法、矯正機を提供する。
【解決手段】
コイル形状のマグネシウム合金の圧延板を繰り出し可能に準備するサプライ準備工程と、繰り出された圧延板を加熱した状態で複数のロールにより矯正する温間矯正工程と、前記矯正された板材を巻き取る巻き取り工程とを有するマグネシウム合金の矯正方法であって、前記温間矯正工程の前に、前記繰り出された圧延板の両側端部を連続的に裁断する端部除去工程を備えるようにした。
(もっと読む)
マグネシウム長尺材の製造方法
【課題】塑性加工性に優れるマグネシウム長尺材の製造方法、及びこの製造方法により得られるマグネシウム長尺材を提供する。
【解決手段】純マグネシウム又はマグネシウム合金を鋳造して鋳造材を作製し、この鋳造材に塑性加工を施して長尺な加工材を得る。この塑性加工には、断面減少を伴う加工で250℃以上の温度で行う熱間加工を含む。熱間加工を行うことで、加工中に被加工材の表面近傍において酸化物が生成されて、加工材の表面近傍には、酸化物が存在し、この酸化物が、加工材に伸線や鍛造などの塑性加工(2次加工)を行う際、割れや断線の起点となる恐れがある。そこで、本発明では、加工材の表面層を除去して、割れや断線の起点となる酸化物を効果的に除去し、2次加工性を向上する。
(もっと読む)
金属の鋳造及び圧延をするための装置及び方法
本発明は、本質的に、金属の鋳造及び圧延をするための装置及び方法に関する。少なくとも、スラブを鋳造するための第1の鋳造ライン及び第2の鋳造ラインと、鋳造したスラブを圧延するための圧延ラインとが設けられ、第1の鋳造ラインが、水平型の薄スラブ鋳造装置(1)として形成されており、この水平型の薄スラブ鋳造装置が、溶湯用の少なくとも1つの供給容器(5)と、この少なくとも1つの供給容器(5)の鋳造方向後方に水平に延在する移送ベルト(6)とを有し、第2の鋳造ラインが、同様に水平型の薄スラブ鋳造装置(1)として形成されている、及び/又は、垂直型の薄スラブ鋳造装置(2)として形成されており、この垂直型の薄スラブ鋳造装置が、スラブを垂直鋳造するための少なくとも1つの鋳型(4)と、垂直鋳造したスラブを水平な姿勢に曲げて矯正するための曲げ矯正装置(7)とを有し、少なくとも2つの鋳造ラインの後に、鋳造したスラブを圧延するための圧延ライン(11)が配設されており、少なくとも2つの鋳造ラインが、少なくとも2つの鋳造ラインのそれぞれ一方によって鋳造したスラブを圧延ライン(11)に供給できるように形成されている。 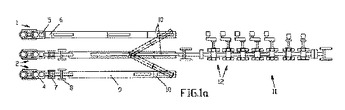 (もっと読む)
(もっと読む)
1 - 20 / 130
[ Back to top ]