
Fターム[4E002BD10]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 酸洗・清浄・脱スケール (139)
Fターム[4E002BD10]に分類される特許
121 - 139 / 139
金属帯の製造方法及び金属帯処理プロセスライン

【課題】 有害欠陥部分を事前にカットすることなく、有害欠陥によるライントラブルを解消する。
【解決手段】 金属帯の焼鈍処理、鍍金処理又は調質圧延を含む各種処理を行うプロセスラインにおいて、金属帯の払い出し長さを計測する払い出し長さ測定器16、各処理を行うプロセスラインよりも上工程のプロセスラインの検査装置により得られた欠陥位置情報から決定される欠陥部位及び金属帯の欠陥マーキングの少なくとも一方を前記払い出し長さ測定手段の出力に基づいてトラッキングし、前記金属帯の欠陥部位又は前記欠陥マーキングがプロセスラインの各設備を通過する時に、欠陥部位通過により被害を受ける設備を待避させる制御手段21とを備えたものである。
(もっと読む)
レーザー切断性に優れた鋼板とその製造方法

【課題】レーザー切断機の夜間無人運転を可能にする、優れたレーザー切断性を安定して示すレーザー切断用の鋼板とその製造方法を提供する。
【解決手段】
質量%で、Cu:0.03〜0.50%、Ni:0.02〜0.50%、Ni/Cu質量比≧0.5を満たすCuとNiを含有し、さらに0.05%以上のSiを含有する鋼のスラブを、スラブの表面温度が加熱中の少なくとも一時期に、鋼中のNi/Cu質量比に等しい組成のCu−Ni合金の融点以上になるように加熱し、加熱されたスラブを、その表面温度が前記Cu−Ni合金の融点より低温に下がった後に水噴射してデスケーリングし、デスケーリングされたスラブを所定板厚に熱間圧延する。製造された鋼板は、表面のスケール層が、鋼母材との界面近傍に、Fe,Cu,Niを主成分とする合金からなるメタル微粒子がスケール中に分散した構造を持つ厚さ5〜30μmのスケール/メタル混合層を有する。
(もっと読む)
Ni含有鋼の圧延表面疵防止方法
【課題】Ni含有鋼の圧延時に生成する表面疵の発生を防止する方法を提供する。
【解決手段】Niを1〜10%含有するNi含有鋼の表面を機械的に研削し、表面の粒界酸化部および割れ部を除去した後、表面研削後の鋼片表面の凹部の深さd0と急峻度パラメーターθが式(1)を満足する状態としてから、酸化防止剤を塗布して1000〜1180℃で加熱し、圧延する。
d0×a×cos2θ/R1×103≦ 0.004 ×(T−700)×R1+40 式(1)
a:凹部深さの圧延1パス後の深さ割合、a=0.3
d0: 鋼片表面の凹部の深さ(mm)
θ:式(2)で表される、鋼片表面の凹部の急峻度パラメーター(°)
R1:圧延1パス後以降の圧下比で、
圧延1パス後の鋼板板厚/圧延終了後の鋼板板厚
T: 加熱温度(℃)
tanθ=L0/d0 式(2)
L0: 鋼片表面の凹部の急峻度代表長さ(mm)
(もっと読む)
加工性に優れる焼付け硬化型熱延鋼板およびその製造方法
【課題】加工性に優れる焼付け硬化型熱延鋼板およびその製造方法を提供する。
【解決手段】C=0.01〜0.2%、Si=0.01〜2%、Mn=0.1〜2%、P≦0.1%、S≦0.03%、Al=0.001〜0.1%、N≦0.01%、Nb=0.005〜0.05%、を含有し、残部がFeおよび不可避的不純物からなる鋼板であって、そのミクロ組織が平均粒径2μm〜8μmのポリゴナルフェライトおよび/または連続冷却変態組織であり、固溶Cおよび/またはNの粒界存在比が0.28以下であることを特徴とする加工性に優れる焼付け硬化型熱延鋼板および該成分を有する鋼片を下記(A)式を満足する温度以上に加熱し、さらに粗圧延後にAr3変態点温度以上Ar3変態点温度+100℃以下の温度域で仕上げ圧延を終了し、冷却開始から巻き取るまでの温度域を80℃/sec以上の冷却速度で500℃以下の温度域まで冷却し巻き取ることを特徴とする加工性に優れる焼付け硬化型熱延鋼板の製造方法。SRT(℃)=6670/(2.26-log〔%Nb〕〔%C〕)-276・・(A)
(もっと読む)
Fe−Cr合金ビレットおよびその製造方法
本発明のFe−Cr合金ビレットの製造方法によれば、鋼片の高圧下率面を70%以上と大きな面積率のスケール層で被覆し、デスケールを実施しないで分塊圧延を行うので、スケールの押し込みや巻き込みを低減できる。これにより、Fe−Cr合金の鋼片から継目無鋼管用ビレットを製造する場合に、製管前の表面手入れを大幅に削減できる。これにより、このFe−Cr合金ビレットを継目無鋼管の製管に採用すれば、比較的難加工なFe−Cr合金鋼管であっても低廉な製造コストで、かつ効率的に製造することができるので、熱間継目無鋼管の製造分野で広く適用することができる。  (もっと読む)
(もっと読む)
表面性状に優れた酸洗鋼板の製造方法
【課題】表面にスジ状模様がなく表面性状の良い酸洗鋼板の製造を可能にする表面性状に優れた酸洗鋼板の製造方法を提供する。
【解決手段】Niを0.001mass%以上含有する鋼を粗圧延機12〜15によって粗圧延する際に、表面温度1000℃以上の被圧延材10にデスケーリング設備21を用いて100kg/cm2以上の高圧水によるデスケーリングを行った後、5秒以内に粗圧延機による圧延を施す工程を、40秒以内の間隔で5回以上行う。
(もっと読む)
熱延鋼帯およびその製造方法
【課題】加工性を改善すべくSiを添加した、(5xP+Al)/Si≦0.728 を満足する高Si鋼板について、加工性を確保するとともに島状スケール疵を抑制した熱延鋼板とをその製造方法を提供する。
【解決手段】質量%で、C:0.02〜0.25%、Si:0.04〜2.5%、Mn:0.3〜2.3%、P:0.050%以下、S:0.02%以下、Al:0.005〜0.50%およびN:0.02%以下を含有し、残部が鉄および不純物からなる化学組成を有し、引張強さ(MPa)と穴拡げ率(%)の積が40000(MPa・%)以上とする。また、その製造方法は、上記化学組成を備える鋼塊または鋼片に、圧延完了時の表面温度をFeO とFe2SiO4との共晶点以上とした粗熱間圧延を施して粗バーとする。前記粗バーにデスケーリングを施した後に仕上げ熱間圧延を開始して圧延完了時の表面温度を800℃以上とした仕上げ熱間圧延を前記粗熱間圧延後420秒以内に終了する。前記仕上げ熱間圧延の後、平均冷却速度10℃/s以上で700℃以下まで冷却して巻取る。
(もっと読む)
脱脂性に優れたシャドウマスク素材
【課題】本発明が解決しようとする課題は、防錆油が塗布してあっても、表面の油分を容易に除去できるシャドウマスク素材を提供することである。
【解決手段】(200)面X線回折強度構成比率が50%以上からなる集合組織を有し、圧延ロールの表面を形成する凹凸が転写した領域の面積率が60%以上である表面を有することを特徴とする脱脂性に優れたシャドウマスク素材であり、最表面のMn濃度が0.50質量%以下、最表面のSi濃度が0.50質量%以下である。
(もっと読む)
パススケジュールの設定方法及び厚鋼板の製造方法
【課題】CR圧延法における待ち時間を減少でき、平坦度及び板厚精度がともに良好な厚鋼板を製造できるパススケジュールの設定方法及び鋼板の製造方法を提供する。
【解決手段】被圧延材を冷却する機能を有する可逆式圧延機を用い、(i)全パスについてこの装置により被圧延材を冷却したと仮定した場合における最終パスにおける被圧延材の温度を計算により求め、求めた被圧延材の温度が、最終仕上がり温度の目標値を満足するか否か判断すること、(ii)目標値を下回る場合には、前記装置による被圧延材の冷却を停止することによって、被圧延材の温度が最終仕上がり温度の目標値を満足できる1又は2以上のパスを収束計算により決定すること、及び(iii)目標値を上回る場合には、複数パスに付加することによって、被圧延材の温度が最終仕上がり温度の目標値を満足できる1または2以上のダミーパスを収束計算により決定する。
(もっと読む)
金属ストリップを製造する方法および装置
本発明は、金属ストランド、特に薄肉スラブが炉(3,3a,3b)内で所望の温度まで上げられ、および/または所望の温度で保持され、かつ金属ストランド(1)の移送方向(R)で炉(3,3a,3b)の後方において圧延ライン(4)内で圧延工程を受ける様式の装置(2)内で金属ストリップ(1)を製造するための方法に関する。さらに本発明は金属ストリップを製造するための方法に関する。炉の後方領域内におけるデスケーリングを防止するために、本発明によれば、金属ストランド(1)は炉(3,3a,3b)領域(5)内での滞留時に少なくとも一回のデスケーリング作業を受ける。さらに本発明は金属ストリップを製造するための装置に関する。  (もっと読む)
(もっと読む)
金属連続体のデスケーリング及び/又はクリーニング方法及び装置
この発明は、金属連続体(1)、特に普通鋼又はステンレス鋼から成る熱間圧延された鋼帯のデスケーリング及び/又はクリーニングを行う方法及び装置に関する。その方法としては、移送方向(R)に向かって装置(2)を通して金属連続体(1)を移送し、装置内で、金属連続体にプラズマ・デスケーリング及び/又はプラズマ・クリーニングを施すものである。この発明では、金属連続体のデスケーリング又はクリーニングの結果を改善するために、金属連続体(1)は、移送方向(R)に対して、プラズマ・デスケーリング及び/又はプラズマ・クリーニング装置(2)の前に、金属連続体(1)に高い度合いの平坦性を付与する処理を施されるものと規定する。 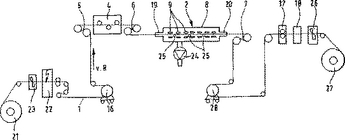 (もっと読む)
(もっと読む)
高強度熱延鋼板製造設備。
【課題】 薄スラブ連鋳直送熱延プロセスを適用して、表面性状、形状寸法及び内部組織が優れ、品質が良好なものを、安定して効率よく低コストで製造できる高強度熱延鋼板及び薄物熱延鋼板の製造設備を提供する。
【解決手段】 薄スラブを鋳造する連続鋳造機と、連続鋳造機の出側に配置し、薄スラブを搬送するローラテーブルと薄スラブを加熱・均熱する加熱装置とを備えたトンネル炉と、デスケーリング装置と、熱間圧延機と、高冷却設備と、空冷ゾーンに兼用若しくは切替可能であり、高速シャー及び切替コイラからなる近方巻取設備と、緩冷却設備または高冷却設備と、遠方巻取設備を備えた熱延鋼板製造設備で、高強度熱延鋼板および薄物熱延鋼板の製造設備として兼用可能。
(もっと読む)
金属ストリップを連続的に製造する方法と装置
【課題】特にストリップの製造においてより高い生産性と経済性が達成され、更に仕上がったストリップの表面品質が改良される連続的製造方法と装置とを提供すること。
【解決手段】この発明は、金属、特に冷間圧延されたストリップ(1)、特に特殊鋼ストリップを連続的に製造する方法であって、仕上げるべきストリップ(1)が搬送方向(R)において装置(2)により案内され、その装置内でストリップ(1)が圧延処理、加熱及び化学的処理を受ける方法と装置に関する。この方法の生産性を改良するために、この発明により、圧延処理がストリップの加熱後に且つ化学的処理後に初めて実施されることが企図されている。  (もっと読む)
(もっと読む)
表面性状に優れた鋼板およびその製造方法
【課題】 粗圧延時のスラブコーナー部近傍におけるスケール残りに起因する表面欠陥がなく、しかも製造コストも低い表面性状に優れた鋼板およびその製造方法を提供する。
【解決手段】 mass%で、C:0.1%以下、Si:1%以下、Mn:0.1〜2.5%、S:0.03%以下を含有し鋼板の表面粗さRzが10μm未満である鋼板。もしくは、mass%で、C:0.1%以下、Si:1%以下、Mn:0.1〜2.5%、S:0.03%以下を含有し、鋼板の表面粗さRzが10μm以上である領域の鋼板幅方向での幅が1mm未満であり、前記領域以外の領域の鋼板の表面粗さRzが10μm未満である鋼板。
(もっと読む)
無方向性電磁鋼ストリップの連続鋳造方法
無方向性電磁鋼は、種々の電気機器および装置、特に、ストリップのあらゆる方向において低鉄損および高透磁率が所望されるモーターにおける磁気コア材料として広く使用されている。本発明は、低鉄損および高透磁率を有する無方向性電磁鋼の製造方法に関し、この方法では、鋼溶融体を薄板ストリップまたはシートとして鋳造し、冷却、熱間圧延および/または冷間圧延して完成品ストリップにすることにより、鋼溶融体から鋼を製造する。完成品ストリップを、さらに少なくとも1回の焼きなまし処理に供し、このとき、磁気特性が発現され、本発明の鋼ストリップが、モーターまたは変圧器などの電気機器類における使用に好適なものとなる。  (もっと読む)
(もっと読む)
曲げ性、疲労特性に優れた高強度冷延鋼板の製造方法
【課題】 750N級以上の強度を維持しながら、薄肉化しても十分な強度をもち、自動車,家電機器,建材等の部材として使用される高強度冷延鋼板を提供する。
【解決手段】 炭素当量Ceq(C+Si/24+Mn/6+Cr/5+B×5+V/14+Mo/4+Ni/40)を0.45〜0.7質量%に調整したC-Si-Mn鋼を加熱温度:1000℃以上で粗圧延した後、仕上げ温度:Ar3+50℃以上,巻取り温度:700℃以下で熱間圧延する。冷延後、830℃以上×60秒以上の加熱保持→10℃/秒以下で720〜600℃まで冷却する一次冷却→7℃/秒以上で二次冷却温度T:(-248×Ceq+538)℃まで冷却する二次冷却→T+30℃以上×3分以上の恒温処理の連続焼鈍を施すことにより、曲げ性,疲労特性が共に良好な高強度冷延鋼板を製造する。
(もっと読む)
ガス状または液体状の処理媒体のためのノズルを有する、金属の圧延材、特に圧延ストリップを冷間圧延するための方法およびロールスタンド
【解決手段】 ガス状または液体状の処理媒体のためのノズルを有する、金属の圧延材1、特に圧延ストリップ1bの冷間圧延のための方法およびロールスタンドであって、この方法の場合、この圧延材1が、可塑的な形状変化のための処理温度のもとで、ワークロール対2;3の圧延ロール間隙40を通って貫通案内され、これらワークロール2;3の側面2a;3a、及び/または圧延ロール間隙40、及び/または圧延材1に向かって、潤滑、冷却、洗浄のため、および、圧延ロール間隙40及び/または圧延材1に対する不活性化のための、それぞれに個別のノズル列6a〜22bから成る、噴射流グループにおいて、極低温の不活性ガス41、常温のもとでの不活性ガス41a、潤滑剤エマルジョン42、または混ぜ合わされた圧延油43、または、油を含有しない残留物無く気化する炭化水素から成る媒体噴射流がそれぞれに供給される、というやり方で、圧延材表面の改善と並んで、極低温冷却された媒体の供給の際に、圧延材および圧延ロールの潤滑、および表面保護を、圧延力の低下により可能にする。  (もっと読む)
(もっと読む)
無欠陥鋼ゲージ棒の製造プロセス及びその製造設備
本発明は、無欠陥調整棒鋼の製造方法とそのための設備に関する。本発明の方法は、亀裂制御段階を含む引抜き/調整作業と、該棒の切断前に、削り屑の除去からなる後続の機械的皮むき作業とを組み合わせる。これにより、調整された亀裂検知深さの値は棒の表面欠陥に相当し、かつ、前記後続の棒皮むき段階の皮むき深さよりも僅かに小さくなるように、欠陥を含む棒は自動的に除去される。  (もっと読む)
(もっと読む)
ステンレス板の連続焼鈍・酸洗設備および連続焼鈍・酸洗処理方法
【課題】 板厚範囲の広いステンレス板を、高生産性・高い歩留まりを確保しつつ、短い製造工期で製造可能とするステンレス板の連続焼鈍・酸洗設備と方法を提供する。
【解決手段】 ステンレス板の連続焼鈍・酸洗設備において、焼鈍されスケールの除去されたストリップの板厚を減少させるための圧延機と、前記圧延機から出た前記板厚の減少したストリップを焼鈍させるための炉部と前記炉部で焼鈍されたストリップの表面のスケールを除去するための酸洗部と、酸洗されたストリップを冷間圧延あるいはスキンパス圧延を1台の同一の圧延機でおこなう兼用圧延機を含むことを特徴とするステンレス板の連続焼鈍・酸洗設備。
(もっと読む)
121 - 139 / 139
[ Back to top ]