
Fターム[4E002BD10]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 酸洗・清浄・脱スケール (139)
Fターム[4E002BD10]に分類される特許
21 - 40 / 139
帯鋼の冷間仕上圧延方法および冷間仕上圧延装置
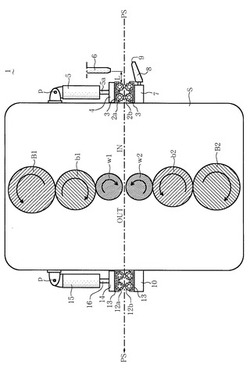
【課題】板厚が2.5mm以下の帯鋼を、微少な表面疵を確実に生じることなく、所要の厚みに冷間仕上圧延する帯鋼の冷間仕上圧延方法、およびこれに用いる冷間仕上圧延装置を提供する。
【解決手段】板厚tが2.5mm以下の帯鋼s1に対し、1.0〜10%の圧下率により冷間仕上圧延を施す上下一対のワークロールw1,w2と、係るワークロールw1,w2の入側INにおける上記帯鋼s1のパスラインPSの上下に対向して配置した油含有冷却液W,wのノズル管(噴射手段)6,ノズル孔(噴射手段)9と、係るノズル管6,ノズル孔9におけるワークロールw1,w2側に隣接する位置において、帯鋼s1のパスラインPSの上下にそれぞれ配置した合成ゴム製の第1ワイパ2a,2bと、ワークロールw1,w2の出側OUTにおける冷間仕上圧延後の帯鋼s2のパスラインPSの上下にそれぞれ配置した合成ゴム製の第2ワイパ12a,12bと、を含む、帯鋼s1の冷間仕上圧延装置1。
(もっと読む)
熱間圧延鋼板の製造設備列および熱間圧延鋼板の製造方法

【課題】本発明は、最終デスケーリング後に複数回の圧延をする場合や仕上げ圧延後に矯正を施す場合に発生するブリスタリング(スケール剥離)を、鋼材の温度調整や薬剤を用いることなく抑制し、表面状態の優れた熱間圧延鋼材を得ることを課題とする。
【解決手段】本発明は、デスケーリングの後、仕上げ圧延を行うとき、仕上げ圧延の前もしくは後または前記仕上げ圧延が複数の圧延で構成される場合はそれら圧延の間の、少なくとも1箇所で、大気よりも酸素濃度の低いガスを鋼板表面に吹き付けることを特徴とする熱間圧延鋼板の設備列および製造方法に関する。
(もっと読む)
給排水システムおよび金属製品の製造ライン
【課題】水資源の効率的な活用を可能にすると共に、冷却装置におけるノズルの詰まりを抑制して金属製品を均一に冷却することが可能な、給排水システムおよび金属製品の製造ラインを提供する。
【解決手段】金属製品を製造する製造ラインに設置され、該製造ライン内で使用された工業用水を回収し再利用する給排水システムであって、製造ラインに備えられている冷却装置で金属材を冷却する際に使用された工業用水を回収する第1の水処理系統と、製造ラインに備えられている冷却装置以外の装置で使用された工業用水を回収可能な第2の水処理系統と、を具備する給排水システム、および、該給排水システムと、冷却装置と、金属材を処理する処理装置と、を備える金属製品の製造ラインとする。
(もっと読む)
鋼板の製造方法
【課題】ブリスターなどの表面欠陥が生じにくい高品質の鋼板を安定して製造することができる鋼板の製造方法を提供する。
【解決手段】各々1対の上部磁極と下部磁極を備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行うことによりスラブを鋳造し、このスラブを熱間圧延して熱延鋼板とし、この熱延鋼板を酸洗した後、冷間圧延するに際し、下記(1)式を満足するように、時間t又は/及び鋼板の最高表面温度Tを制御する。但し、Ho:酸洗終了直後の鋼板中の水素濃度(質量ppm)、Hc:冷間圧延条件により決まる、ブリスターによる表面品質不良が発生する冷間圧延直前の鋼板中の臨界水素濃度(質量ppm)、t:酸洗終了後、冷間圧延開始までの時間(秒)、T:酸洗終了後、冷間圧延開始前における鋼板の最高表面温度(K)である。
Hc/Ho> exp{−0.002×(T+t/100)} …(1)
(もっと読む)
表面性状に優れた熱延鋼板の製造方法
【課題】熱延鋼板を製造する際に、赤スケールの発生やスケールの噛込み疵を防止して表面疵が少ない表面性状に優れた熱延鋼板を製造する。
【解決手段】C:0.001〜0.30%、Si:0.10%以下、Mn:1.0%以下、P:0.04%以下、S:0.02%以下、酸可溶性Al:0.005〜0.10%を含有し、残部Feおよび不可避的不純物の組成を持つ鋼を連続鋳造した後に熱間圧延する際に、熱延仕上げ圧延機入側で鋼板表面に高圧水デスケーリングを行う際の鋼板温度を下記(1)式で示すT1(℃)以上、高圧水の衝突圧を15.7MPa以下とし、しかも熱間仕上げ圧延機の第2列および第3列スタンド間の鋼板表面温度を下記(2)式で示すT2(℃)以下とする。
T1≧998×Si(%)‐1283×P(%)+1010 ・・・・(1)
T2≦599×Si(%)‐770×P(%)+976 ・・・・(2)
(もっと読む)
条鋼の製造方法
【課題】表面の脱炭を抑制すると共に、スケール剥離性にも優れた条鋼を製造するための有用な方法を提供する。
【解決手段】本発明の製造方法は、Si:0.10質量%以上および/またはCr:0.1質量%以上を含有する鋼材を圧延して条鋼を製造する方法であって、複数の圧延機で熱間圧延を行う前に、加熱炉内にて、鋼材の表面温度を900℃以下となるように加熱し、且つ加熱炉抽出から1パス目の熱間圧延までの冷却速度を30℃/秒以下として操業する。
(もっと読む)
鋳片処理方法及び鋳片処理システム
本発明はエッジ部の品質に優れた熱延鋼板を製造しながら、装置の稼動率を向上させることのできる鋳片処理方法及び鋳片処理システムに係り、特に、本発明の一実施形態による鋳片処理方法は、処理すべき鋳片を用意する鋳片用意ステップと、前記鋳片の温度が600℃未満に冷却される前に鋳片の周縁領域をスカーフィングするスカーフィングステップと、前記鋳片を後処理する後処理ステップと、を含む。 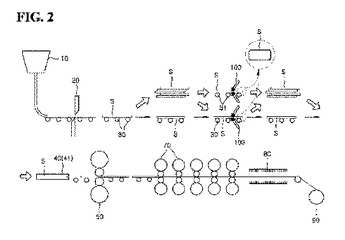 (もっと読む)
(もっと読む)
Si含有鋼板の製造方法
【課題】鋼板表面温度のバラツキや冷却ムラを低減し、表面性状に優れたSi含有鋼板を製造することのできる有用な方法を提供する。
【解決手段】C:0.02〜0.6%、Si:0.2〜3.0%、Mn:0.2〜3.5%、P:0.02%以下(0%を含まない)、S:0.02%以下(0%を含まない)、Al:0.15%以下(0%を含まない)を夫々含有する鋼材を、加熱炉内の水蒸気濃度を15〜40体積%、酸素濃度を1.0体積%以下とした雰囲気中において、1173〜1300℃で15〜40分加熱し、デスケーリングした後粗圧延を行い、その後仕上げ圧延直前までの雰囲気を、酸素濃度が10体積%以下の窒素雰囲気として酸化する。
(もっと読む)
スラブのインライン表面処理のための方法および装置
本発明は、連続鋳造から熱間圧延までの一つの連続する方法シーケンス中で、CSP鋳造装置と熱間圧延区間の間に設けられた一つの加熱炉(3)を有する、例えばCSP方法により製造されるスラブ(5)の、インライン表面処理による表面処理品質の向上の方法に関する。発明に従い、ノズルまたはノズルに類する装置を有する酸化装置(21)によって、スラブ(5)の上面および下面に付勢される酸化炎または酸化ガス混合物によって、各スラブ面4mmまでの所定の表面層が意図的に酸化され、スラブ表面上の酸化生成物が、その際、固定的または流動的であることが提案される。  (もっと読む)
(もっと読む)
ストリップ形状の圧延材、特に金属ストリップを圧延するための方法
【課題】 本発明は、ストリップ形状の圧延材、特に金属ストリップを圧延するための方法に関する。
【解決手段】 この方法は、基本的に、以下の作業経過、即ち:酸洗装置から走出した金属ストリップAが、可逆式ロールスタンドの両方のロールスタンド3、4を通過し、および次いで、この可逆式圧延機に後続して設けられた可逆式巻取り機1で巻き取られ、その際、金属ストリップAのストリップ後端部に、酸洗装置5内への走入の前に、既に、後に続く金属ストリップBの始端部が溶接され、この金属ストリップBのストリップ始端部が、ここで共に圧延され、およびしかも、巻取り機の上での引張構造に至るまでの巻回長さに相応する長さにわたって圧延され、且つ、可逆式巻取り機1の上に走入し、既に圧延された、金属ストリップBのストリップ始端部が、未だに圧延されていない残りの金属ストリップBにおいて残留するように、引き続いての可逆運動の際に、この金属ストリップBが金属ストリップAからせん断機6によって分離され、引き続いて、完全な金属ストリップAの可逆式圧延が行われ、その際、この金属ストリップが、可逆式圧延機からの走出の後、可逆式ロールスタンドの前に設けられた可逆式巻取り機2に走入し、金属ストリップAが、完全に、可逆式巻取り機2の上に設けられたら直ぐに、金属ストリップBが、可逆式圧延機に供給され、且つ、上記作業経過が、この金属ストリップBと後に続く金属ストリップCとでもって繰り返される、によって特徴付けられている。 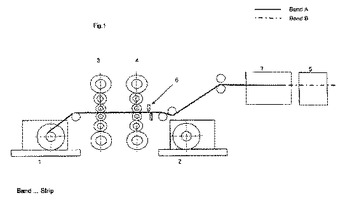 (もっと読む)
(もっと読む)
鋼帯の連続処理設備及びフリーループ設備における通板方法
【課題】鋼帯の破断を抑制することが可能な、鋼帯の連続処理設備及びフリーループ設備における通板方法を提供する。
【解決手段】未溶接鋼帯22の長手方向の端部同士を溶接して連続した鋼帯24を形成する溶接機と、溶接機よりも下流側に配置され、連続して通板される鋼帯24を自重により垂れ下がった状態で支持しながら移動させるフリーループ設備を備える連続処理設備であって、フリーループ設備の上流側に、鋼帯24における溶接部分30近傍の少なくとも一部の断面積を減少させる断面積減少部形成設備を備える。
(もっと読む)
スラブを加工する方法と装置
【解決手段】この発明は、少なくとも一つの炉(2)と、スラブ(1)の搬送方向(F)に炉(2)の後方配置された少なくとも一つの加工装置(3、4)と、スラブ(1)の搬送方向(F)に少なくとも一つの加工装置(3、4)の後方配置された一つの圧延通路(5)とを有し、スラブ(1)の側面(8、9)には力が及ばされ得る手段(6、7)が存在し、スラブ(1)の軸線(10)をスラブ(1)の搬送方向(F)を横切って所定位置と一致して、特に圧延通路(5)の軸線(11)と一致して移動させる装置においてスラブを加工する方法に関する。圧延通路へのスラブの正確な導入による圧延過程を最適化するために、この発明は、スラブ(1)に横力を及ぼす第一手段(6)がスラブ(1)上の第一箇所(12)に作用し、スラブ(1)に横力を及ぼす第二手段(7)がスラブ(1)上の第二箇所(13)に作用し、第二箇所(13)がスラブ(1)の搬送方向(F)において第一箇所(12)から間隔を置いて位置し、第一箇所(12)が炉(2)の後に位置し、第二箇所(13)が少なくとも一つの加工装置(3、4)の前、内部或いは後に位置することを企図する。さらに、この発明はスラブを加工する装置に関する。  (もっと読む)
(もっと読む)
鋳片の表面手入れ装置及び方法
【課題】溶削開始部の深掘れや、溶削後の鋳片表面に発生する鋳片幅方向の凹凸を低減し、ガススカーファの代替としても実用可能な鋳片の表面手入れ装置及び方法を提供する。
【解決手段】プラズマトーチ群14からプラズマアークを発生させることによって、移送される鋳片12の表面を溶削する。プラズマトーチ群14を平面図で見て、複数のプラズマトーチ14を平行に配列する。隣接する一対のプラズマトーチ14のうち、鋳片12の幅方向の一方側に位置するプラズマトーチ14の火口部14aを幅方向の他方側に位置するプラズマトーチ14の火口部14aよりも鋳片12の移動方向Dの前方に位置させる。そして、各プラズマトーチ14の火口部14aを鋳片12の移動方向Dの前方から幅方向の一方側に所定角度θ2傾ける。
(もっと読む)
厚鋼板の製造設備及び製造方法
【課題】デスケーリング工程において冷却水を噴射する能力を低く設定しながら、冷却工程で均一な冷却を図ることにより、鋼板形状および機械特性に優れた厚鋼板の製造設備を提供する。
【解決手段】熱間圧延機3、形状矯正装置5、デスケーリング装置4及び冷却装置6をこの順序で搬送方向上流側から配置し、デスケーリング装置が厚鋼板1の表面に向けて噴射する冷却水の衝突圧力P[MPa]を1.5以上としたことを特徴とする厚鋼板の製造設備。
(もっと読む)
荒引銅線の製造方法、荒引銅線の製造装置及び荒引銅線
【課題】引抜加工や平角加工しても表面に微細な割れが生じ難く、加工性に優れた荒引銅線を製造することが可能な荒引銅線の製造方法、荒引銅線の製造装置を提供する。
【解決手段】銅原料を溶解して銅溶湯を得る溶解工程と、前記銅溶湯から連続的に長尺鋳塊を製出する連続鋳造工程と、一対の圧延ロール48、58を有する圧延ユニットを複数段配置し、前記長尺鋳塊を被圧延材22として各圧延ユニットによって連続的に圧延する連続圧延工程と、を備え、前記連続圧延工程においては、少なくとも最終段55もしくは最終段の一つ前の段45の一対の圧延ロール48,58間を通過する被圧延材22の移送速度Vwと、一対の圧延ロール48,58の加工点Pにおける接線方向速度Vrとの比率Vw/Vrが0.99≦Vw/Vr≦1.07の範囲に設定されていることを特徴とする。
(もっと読む)
熱延鋼帯の製造方法
【課題】シートバーの搬送速度を制御する制御装置の制御動作が複雑化したりすることなく熱延鋼帯を高効率で製造することのできる熱延鋼帯の製造方法を提供する。
【解決手段】クロップシャー2とデスケーリング装置4との間に配置された搬送テーブル3によりシートバーSBを仕上圧延機5に搬送する際に、シートバーSBがクロップシャー2により切断された直後の速度と同じ搬送速度でシートバーSBをデスケーリング装置4に搬送する。また、デスケーリング装置4により酸化スケールが除去されたシートバーSBの先端部が予め設定した所定の位置に達したときにシートバーSBの搬送速度を仕上圧延機5の第1スタンドに噛み込み可能な速度まで減速する。
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】特に冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および冷間圧延を施す。
(もっと読む)
冷延鋼板の製造方法
【課題】冷間圧延後の製品エッジ部の性状、および、トリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗および総圧下率30%以上の冷間圧延を施す。
(もっと読む)
粗圧延におけるスリップ防止方法
【課題】加熱されたスラブ(被圧延材)を粗圧延するに際して、粗圧延機と被圧延材との間のスリップを的確に防止することができる粗圧延におけるスリップ防止方法を提供する。
【解決手段】粗圧延機1の入側直近で粗バー7の表面をスプレー水ノズル8によって強制冷却することによって、粗バー7表面の二次スケールをFeO(ウスタイト)からFe3O4(マグネタイト)に変態させることで、粗圧延機1のワークロール3と粗バー7との間の摩擦係数が増大し、スリップを的確に防止することができる。
(もっと読む)
冷延鋼板の製造方法および製造設備
【課題】冷間圧延後の製品エッジ部の性状、およびトリミングによる押し込み疵を防止して、品質が良好な冷延鋼板を安定して製造する方法および設備を提供する。
【解決手段】酸洗前の熱延鋼板のエッジ部に対して、上下対の円形回転刃を上下から所定の深さまで押し当てて、エッジ部を未分離状態までせん断を施し、次いでそれぞれのエッジ部に設置され、エッジ部のみを挟圧可能な狭幅ロールにより挟圧してエッジ部を切り離したのち、酸洗、および、直径300mm以上のワークロールを有する圧延機により冷間圧延を施す。
(もっと読む)
21 - 40 / 139
[ Back to top ]