
Fターム[4E002BD10]の内容
金属圧延一般 (9,037) | 圧延付帯及び関連設備 (1,845) | 酸洗・清浄・脱スケール (139)
Fターム[4E002BD10]に分類される特許
41 - 60 / 139
粗圧延におけるスリップ防止方法
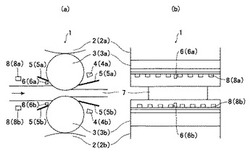
【課題】加熱されたスラブ(被圧延材)を粗圧延するに際して、粗圧延機と被圧延材との間のスリップを的確に防止することができる粗圧延におけるスリップ防止方法を提供する。
【解決手段】粗圧延機1の入側直近で粗バー7の表面をスプレー水ノズル8によって強制冷却することによって、粗バー7表面の二次スケールをFeO(ウスタイト)からFe3O4(マグネタイト)に変態させることで、粗圧延機1のワークロール3と粗バー7との間の摩擦係数が増大し、スリップを的確に防止することができる。
(もっと読む)
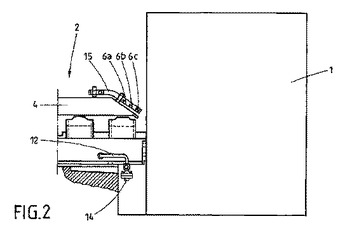
厚鋼板の圧延設備および厚鋼板の圧延方法

【課題】圧延設備の大幅な改造を実施せずに、圧延パス時間の短縮を図ることができる厚鋼板の圧延設備および厚鋼板の圧延方法を提供する。
【解決手段】圧延機中心から離れていてミルデスケーリングの高圧水がハウジングポスト7Aとの干渉がないフィードローラ5を、ミル中心から前面に配設し、かつ干渉がないフィードローラ5のベアリング14の間隔を広げ、下デスケーリングヘッダ3を、前記干渉のないフィードローラ5と外側にずらしたフィードローラ5の間に設置した厚鋼板の圧延設備およびそれを用いた厚鋼板の圧延方法。
(もっと読む)
金属ストリップのスケールを除去するための方法および装置
エッジングされ、続いて粗圧延ラインと仕上げ圧延ラインを通過する鋼製平板製品を、大きな厚さまたは中間の厚さの連続鋳造スラブからまたは薄ストランドから製造するための方法は、平板製品をエッジングする前に、平板製品のストリップエッジがスケールを除去されることを特徴とする。この方法は、少なくとも1個のエッジャー1と粗圧延ラインと仕上げ圧延ラインを備えた圧延ラインにおいて実施される。圧延ラインは第1エッジャー1の手前に、平板製品のストリップエッジからスケールを除去するための第1脱スケール装置2が配置されていることを特徴とする。
 (もっと読む)
(もっと読む)
熱間圧延ライン
【課題】加熱した鋼片を熱間圧延して熱延鋼材を製造する熱間圧延ラインにおいて、設備間距離の制約を解消して、操業上の不具合や多額の設備投資を招くことなく、例えば幅圧下プレス装置等の新たな設備を設置することができる熱間圧延ラインを提供する。
【解決手段】脱スケール装置13を当初の設置位置(No.1加熱炉11の下流側)から、No.1加熱炉11とNo.2加熱炉12の間の搬送テーブル19上に移設し、当初脱スケール装置13が設置されていた位置に、新たに幅圧下プレス装置15等を設置している。
(もっと読む)
表面性状に優れた厚鋼板の製造方法および製造装置列
【課題】熱間圧延後、焼入れまたは加速冷却される、スケール噛み込みによる表面疵が少なくて表面性状に優れる厚鋼板の製造方法および製造装置列を提供する。
【解決手段】表面性状に優れた厚鋼板の製造方法であって、前記厚鋼板は熱間圧延後、強制冷却される前に、プリレベラーで形状矯正した後、水切りローラを前後に備えたデスケーリング装置でデスケーリング後、強制冷却される。仕上げ圧延機の下流側に、プリレベラーを備えた強制冷却装置を配した厚鋼板の製造装置列であって、前記プリレベラーの下流側であって前記強制冷却装置の上流側に、その前後に、好ましくは昇降可能な、水切りロールを備えたデスケーリング装置を配置する。
(もっと読む)
かえり無しトリミング設備、冷延鋼帯の製造設備およびその製造方法
【要 約】
【課 題】トリミングに起因する表面欠陥が少なく表面性状が良好でありかつエッジ部性状も良好である冷延鋼帯を安定して製造することができる、かえり無しトリミング装置、冷延鋼帯の製造設備およびその製造方法を提供する。
【解決手段】トリミング屑分離装置の上下の挟圧ロールのうちどちらか一方は、鋼帯の最大幅よりも胴部幅が狭い2組の狭幅ロールとされ、他方の挟圧ロールは、鋼帯の最大幅よりも胴部幅が広い広幅ロールとされ、2組の狭幅ロールは、幅方向移動機構により、鋼帯の未分離部の幅方向位置に応じて幅方向に移動可能とされている鋼帯のかえり無しトリミング装置、それを設置した冷延鋼帯の製造設備およびその製造方法。
(もっと読む)
連続鋳造圧延銅線の製造方法
【課題】連続鋳造圧延後の銅線の表面に形成された酸化膜の除去及び前記銅線の冷却を確実に行うことができると共に、低級アルコールに替わる新たな還元剤を添加した水溶液を使用することにより、VOCの削減もしくは著しい低減を図ることができる、連続鋳造圧延銅線の製造方法を提供すること。
【解決手段】溶銅を連続鋳造することにより得られたキャストバーを引き続いて熱間圧延し、前記熱間圧延により所定のサイズに縮径された銅線の表面に形成された酸化膜を除去すると共に前記銅線を冷却する連続鋳造圧延銅線の製造方法において、前記銅線の表面に形成された酸化膜の除去及び前記銅線の冷却方法として、炭素からなる還元剤を添加した水溶液を使用し、前記水溶液に前記銅線を接触させることを特徴とする、連続鋳造圧延銅線の製造方法。
(もっと読む)
線材用銅及びその製造方法
【課題】表面近傍に粗大な酸化銅粒子が少なく、銅線表面に欠落やクラックなどの欠陥が発生することを低減できる線材用銅、及びその製造方法を提供する。
【解決手段】線材用銅は、銅鋳塊を連続圧延して製造された線材用銅であって、任意の3箇所の断面を観察したとき、表面から100μm以内の領域に存在する最大径10μm以上の酸化銅粒子が平均15個以下である。また、線材用銅の製造方法は、銅鋳塊を連続圧延する製造方法であって、銅鋳塊が供給される上流側から圧延ロールのスタンドを多段に配列し、少なくとも1つのスタンドにおいて、圧延ロールの噛み込み部分におけるロール表面温度を60℃以下にして圧延する。
(もっと読む)
圧延装置及び圧延装置の制御方法
【課題】クロップがミルに噛み込まれることによるミルの損傷を確実に防止する。
【解決手段】ミルの上流側に帯状ワークを挟み込む少なくとも一対のロールを備えた圧延装置であって、一対のロールのギャップ幅を検出して外部に出力するギャップ検出手段と、該ギャップ検出手段の検出結果を所定の判定条件に基づいて評価し、該評価の結果がギャップ幅の異常を示す場合には帯状ワークの搬送あるいは/及びミルの回転を非常停止させる制御手段とを備える。
(もっと読む)
クラッド材の製造方法及び製造装置
【課題】低い加工度で、接合性の良好なクラッド材を得る。
【解決手段】異種金属板1A,1B,1Cの送り込み口4及び送り出し口7を有し、異種金属板に活性化処理を施す活性化処理室5と、該活性化処理室内に不活性ガス25を供給して活性化処理室内を陽圧の不活性ガス雰囲気とし、上記送り込み口及び送り出し口から外側に不活性ガスを吹き出させる不活性ガス供給手段11と、上記異種金属板を重ね合わせて上記送り込み口から活性化処理室内に送り込む送り込み手段12と、送り込まれた異種金属板を活性化処理室内で相互に分離する分離手段13と、分離された各異種金属板の接合面を研磨して活性化処理する研磨手段6A〜6Lと、活性化処理後の異種金属板を重ね合わせて上記送り出し口から送り出す送り出し手段14と、上記送り出し口に近接して設けられ異種金属板を冷間圧延接合する冷間圧延接合手段8とを備える。
(もっと読む)
連続式酸洗冷間圧延設備及び冷間圧延材の製造方法
【課題】連続式酸洗冷間圧延設備の入側サイクルタイムを削減し、ライン全体の生産能率の向上が可能になる。
【解決手段】先行鋼帯の端部と後行鋼帯の端部とを切断し、切断後の前記先行鋼帯と前記後行鋼帯とを突き合わせ、該突き合わせ部をレーザ溶接して溶接鋼帯を得る溶接工程と、
前記溶接鋼帯を酸洗して酸洗鋼帯を得る酸先工程と、前記酸洗鋼帯を冷間圧延して冷間圧延材を得る冷間圧延工程と
を備える冷間圧延材の製造方法であって、更に、前記溶接工程と前記酸先工程との間で前記溶接鋼帯の接合部のエッジに切り欠き部を形成する第1工程、および、酸洗工程と冷間圧延工程との間で酸洗鋼帯の接合部のエッジに切り欠きを形成する第2の工程とを備え、先行鋼帯と後行鋼帯との板幅差と酸洗工程と冷間圧延工程との間での板幅変更の有無の情報に基づき、第1の工程、第2の工程または第1の工程と第2の工程との組み合わせのいずれかを選択することによって、冷間圧延材を製造する。
(もっと読む)
冷間鍛造用鋼の製造方法
【課題】寸法精度及び表面平滑性に優れた冷間鍛造用鋼が容易に得られる製法の提供。
【解決手段】製造設備は、取鍋2、鋳造装置4、分塊圧延機6、ピーリングマシン8、加熱炉10、粗列圧延機12、フライングシャー14、中間列圧延機16、仕上列圧延機18、プレフィニッシュ圧延機20、サイジング・ブロック圧延機22、冷却床24、コールドシャー26及びブラスト装置28を備えている。分塊圧延機6で得られた鋼片に、ピーリングマシン8によるピーリングが施される。ピーリングにより、酸化スケールが除去される。加熱炉10で加熱された鋼片に、粗列圧延機12、中間列圧延機16及び仕上列圧延機18による圧延がなされ、母材が得られる。この母材に、プレフィニッシュ圧延機20及びサイジング・ブロック圧延機22によるサイジングが施され、長尺鋼材が得られる。この長尺鋼材に、ブラスト装置28によるショットブラストが施される。
(もっと読む)
熱延鋼帯のスケール除去方法及びスケール除去設備
本発明は、物理的手法を用いて炭素鋼熱延鋼帯のスケールを連続的に除去する方法及びその設備に関し、その目的は、炭素鋼熱延鋼帯のスケールを十分に除去することが可能な上、優れた熱延鋼帯の表面粗さを確保することもできる炭素鋼熱延鋼帯のスケール除去方法及びその設備を提供することにある。本発明は、炭素鋼熱延鋼帯のスケールを連続的に除去する方法として、熱延鋼帯のスケールに亀裂を発生させる亀裂発生段階と、亀裂が発生したスケールをショットブラストしてスケールを除去するショットブラスト段階と、ショットブラストによって除去されない残留スケールと熱延鋼帯との結合力を弱めると共に、前記熱延鋼帯に表面粗さを付与するように熱延鋼帯を変形する鋼帯の変形段階;及び変形された熱延鋼帯を研磨する研磨段階と、を含んで構成される炭素鋼熱延鋼帯のスケール除去方法及び除去設備をその要旨とする。本発明によると、従来の酸洗工程における問題点を解決することができ、かつ需要家の加工用途に応じた表面粗さの調整及び表面品質の向上、ライン停止による製品不良の低減などの効果が得られる。  (もっと読む)
(もっと読む)
条鋼の製造方法
【課題】脱炭層が抑制され、かつ低コストで丸棒鋼が得られる製造方法の提供。
【解決手段】製造設備は、取鍋2、鋳造装置4、分塊圧延機6、ピーリングマシン8、加熱炉10、粗列圧延機12、フライングシャー14、中間列圧延機16、仕上列圧延機18、冷却床20、コールドシャー22、ブラスト装置24及び大気炉26を備えている。分塊圧延機6で得られた鋼片に、ピーリングマシン8によるピーリングが施される。ピーリングにより、酸化スケールが除去される。加熱炉10で加熱された鋼片に、粗列圧延機12、中間列圧延機16及び仕上列圧延機18による圧延がなされ、長尺鋼材が得られる。この長尺鋼材に、ブラスト装置24によるショットブラストが施される。ショットブラストにより、長尺鋼材から酸化スケールが除去される。この長尺鋼材が大気炉26で焼鈍され、丸棒鋼が得られる。
(もっと読む)
熱間圧延鋼板およびその製造方法
【課題】引張強さ、形状凍結性、延性、伸びフランジ性及び表面性状に優れる熱間圧延鋼板とその製造方法を提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.2〜1.5%、Mn:0.5〜2.5%、P:0.003〜0.03%、S:0.02%以下、Al:0.005〜1.0%およびN:0.01%以下を含有するとともに下記式(1)を満足し(式中の元素記号は、鋼中における各元素の含有量(単位:質量%)を表す。)、残部がFeおよび不純物からなる化学組成を有し、面積%で、75〜90%のポリゴナルフェライト、5〜15%のマルテンサイトおよび5〜20%のベイナイトを含有し、残部が5%未満からなるとともに、前記ポリゴナルフェライトの平均結晶粒径が3〜20μmである鋼組織を有し、鋼板表面における最大長さ5mm以上のSiスケール疵が10面積%以下である表面性状を有し、引張強度が590MPa以上、降伏比が70%以下、TS×El値が18000MPa・%以上、かつTS×λ値が50000MPa・%以上である機械特性を有する。
0.39×Si−5×P≦Al (1)
(もっと読む)
Cr−Ni系ステンレス鋼帯の製造方法
【課題】熱間圧延によるヘゲ疵の発生を防止できるCr−Ni系ステンレス鋼帯の製造方法を提供する。
【解決手段】Cr−Ni系ステンレス鋼のスラブ1を連続鋳造する。次いで、このスラブ1の圧延面2の少なくとも幅方向両端部にこのスラブ1の圧延される圧延面2の長手方向に沿ってステンレス鋼を肉盛溶接して肉盛溶接部3を形成する。次いで、この肉盛溶接部3が幅方向の両端部に位置した状態でスラブ1を熱間圧延して熱延板4とする。次いで、この熱延板4を酸洗する。また、酸洗後に肉盛溶接部3を除去する。このような製造方法では、スラブ1に肉盛溶接部3を形成して熱間圧延することにより、肉盛溶接部3によって熱間圧延による母材におけるヘゲ疵の発生を防止できる。
(もっと読む)
フェライト単相系ステンレス鋼の熱間圧延鋼帯の製造方法
【課題】安全性が高く、スケール欠陥の発生を防止または抑制し得るフェライト単相系ステンレス鋼の熱間圧延鋼帯の製造方法を提供する。
【解決手段】フェライト単相系ステンレス鋼の熱間圧延鋼帯を製造するに際し、連続鋳造後のスラブに対し、その表面温度が200℃以上500℃以下の温度範囲で、表面硬さがHv300以上且つ爆発粉塵濃度が5000g/m2以上の投射材を用いたショットブラスト加工を施す。
(もっと読む)
冷延鋼板およびその製造方法
【課題】クラッチプレートやリング、クラッチディスク等に用いて好適な、高い硬度を備え、また打ち抜き加工時における端面性状および温度上昇時における平坦度に優れた冷延鋼板を提供する。
【解決手段】質量%で、C:0.01〜0.15%、Si:0.03%以下、Mn:0.10〜0.70%、P:0.025%以下、S:0.025%以下、Al:0.01〜0.05%およびN:0.008%以下を含有し、かつこれらの成分が、(C%)+0.15×(Mn%)+0.85×(P%)≧0.21の関係を満足し、残部はFeおよび不可避的不純物の組成にすると共に、フェライト平均粒径が2〜10μmで、未再結晶率が25%以上90%以下の部分再結晶組織とすることにより、硬度をロックウェル硬さHRBで83以上とする。
(もっと読む)
薄スラブを連続鋳造・連続圧延して広幅帯鋼を生産する方法およびシステム
【課題】
鋼中の炭素、窒素、硫化物の固溶および析出を有効に制御し、比較的に低いコストおよび柔軟な工程により高品質の熱間連続圧延広幅帯鋼製品を生産すること。
【解決手段】
溶鋼を厚さが50〜90mmの薄スラブに連続鋳造し、更に均一加熱、電磁誘導加熱、表面からのスケールの除去、熱間連続圧延、層流冷却および巻取り処理を行い、プロセスパラメーターの調整を通じて鋼中の炭素、窒素、硫化物の固溶および析出を制御することで、最終的に良品の広幅帯鋼製品を生産することができ、該システムは主に順番に直列配置されたスラブ連続鋳造機、スラブ剪断装置、ローラ底型加熱炉、スラブ電磁誘導加熱炉、高圧水スケール除去装置、スラブ熱間連続圧延機、層流冷却装置および鋼帯巻取り装置から構成され、スラブ電磁誘導加熱炉は、高速電磁誘導段と電磁誘導保温段とから構成される。
(もっと読む)
極軟質高炭素熱延鋼板
【課題】加工性に優れた極軟質高炭素熱延鋼板を提供する。
【解決手段】C:0.2〜0.7 %、Si:0.01〜1.0%、Mn:0.1〜1.0%、P:0.03%以下、S:0.035%以下、Al:0.08%以下、N:0.01%以下を含有し、残部が鉄および不可避的不純物からなる高炭素熱延鋼板であり、熱間圧延後は、炭化物平均粒径が50nm以下の球状炭化物を有し、アスペクト比が5以上の炭化物の割合が15%以下である。さらに、熱間圧延後の転位密度が1×1015m-2以上であり、かつ、球状化焼鈍、冷却後の転位密度が1×1014m-2以上である。
(もっと読む)
41 - 60 / 139
[ Back to top ]