
Fターム[4E002CA11]の内容
金属圧延一般 (9,037) | 目的、効果(圧延材の形状・寸法) (401) | ビレット・ブルーム・条材の形状 (109)
Fターム[4E002CA11]の下位に属するFターム
形材のウェブ偏心 (7)
真円化 (5)
先後端部形状(フィシュテール等) (3)
曲り、反り、捻れ (25)
リブ、突起形状 (17)
Fターム[4E002CA11]に分類される特許
1 - 20 / 52
H形鋼矢板及びその製造方法
【課題】フランジ先端に突起を有し、このフランジ先端で嵌合させるH形鋼矢板について、嵌合部が離脱する危険性を小さくしたH形鋼矢板およびその製造方法を提供する。
【解決手段】H形鋼素材1のフランジ部1fの外面からフランジの厚さ方向に突出する第1の突起3およびフランジ部1fの先端からフランジ幅方向に突出する第2の突起5を粗ユニバーサル圧延機およびエッジャー圧延機によりH形鋼素材1のフランジ先端部の先端に形成し、次いでH形鋼素材1を仕上ユニバーサル圧延機により仕上圧延した後、H形鋼素材1のフランジ部の先端をガイドするガイドロールにより第2の突起5が突出する方向をフランジ幅方向からフランジ部1fの内面からフランジ部の厚さ方向に突出する方向に変更してH形鋼矢板を製造する。
(もっと読む)
H形鋼製造用粗圧延機

【課題】ウェブ高さが400mm〜1000mmのH形鋼を製造する際にH形断面に鋳造または圧延されたH形鋼素材の粗圧延をウェブ高さの拡大量が大きい場合でも安定して行うことのできるH形鋼製造用粗圧延機を提供する。
【解決手段】H形断面に鋳造または圧延されたH形鋼素材のフランジ内面をフランジ外面側に押し広げる上下一対のフランジ押し広げ用凸部を、上側孔型ロールと下側孔型ロールとの間に形成された孔型の中央部に有するH形鋼製造用粗圧延機において、フランジ押し広げ用凸部の周面部4aと左右側面部4b,4cとのコーナー部を連続した2つの円弧R1,R2から形成し、これらの円弧R1,R2のうち左右側面部4b,4cと繋がる第2円弧R2の曲率半径を周面部4aと繋がる第1円弧R1の曲率半径より大きい曲率半径とした。
(もっと読む)
平角線の製造方法
【課題】幅及び厚さが長さ方向に沿って変化する平角線の製造において、長さ方向に沿って断面積を均一化させるための圧延条件の設定を短時間で行えるようにする。
【解決手段】平角線10の断面積が同一となる第1圧延ロール21の通過前後の第1圧下寸法と第2圧延ロール22の通過前後の第2圧下寸法との関係を予め求めておき、その関係に基づいて、平角線10が所定の断面積となる第1及び第2圧下寸法の組合せとなるように第1及び第2圧延ロール21,22のロール間隔を接近-離間制御する。
(もっと読む)
フランジを有する形鋼の圧延方法
【課題】圧延機を追加することなく、通常水平ロールを使用して、様々なウェブ外幅に対応した外幅一定形鋼を製造する。
【解決手段】粗圧延と、水平ロール1a,1bを有する粗ユニバーサルミル1およびエッジャーミル2を用いる往復圧延による複数パスの中間圧延と、幅可変水平ロール4a、4bを有する仕上げユニバーサルミル4を用いる仕上げ圧延とを行うことにより、ウェブ外幅が一定であるとともにウェブ内幅が異なる外幅一定形鋼を製造する。粗ユニバーサルミル1による中間圧延を、上下の水平ロール1a、1bの軸心同士を互いに水平面内で交叉させて、行うことにより、中間圧延を完了した中間圧延材10のウェブ厚を、ウェブ高さ方向の中心からフランジへ向かうにつれて徐々に増加させるとともに、仕上げ圧延では、中間圧延材のウェブ11を、幅可変水平ロール1a、1bにより圧下する。
(もっと読む)
形鋼の熱間圧延方法および形鋼
【課題】ルートフェイスを適切な幅にすることができる形鋼の熱間圧延方法を提案する。
【解決手段】エッジング圧延機により形鋼のフランジの先端縁部にルートフェイス102xとこのルートフェイス102xに連なる開先面102y、102zとを成形し、この後、仕上げユニバーサル圧延機4において、開先成形面43b、52bにより、開先面102y、102zを仕上げ形状に成形する。フランジ成形用空間62の先端縁部成形用空間部分62bには、主部成形用空間部分62aより狭い幅の逃がし空間64が連なっている。逃がし空間64を画成する逃がし成形面43a,52aの主部成形面42、51に対する角度は、開先成形面43b、52bの主部成形面42、51に対する角度より小さい。仕上げ圧延において、フランジ102の先端縁部102bの一部が逃がし空間64に入り込む。ルートフェイス102xの幅は、この逃がし空間64の厚さにより決定される。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材からH形鋼を製造する際に粗圧延機の孔型ロールとして複数種類の孔型ロールを用意することなくウェブ高さの異なる複数種類のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】割り形成用孔型8によりH形鋼素材1の両側端面に形成された割り17の深さを割り深さ増大用孔型14の中央部に形成された上下一対のV字形突起15により大きくした後、割り17を押し拡げてH形鋼素材1をドックボーン造形用孔型12によりドックボーン形状に造形し、次いでH形鋼のウェブに相当するH形鋼素材1のウェブ相当部18をウェブ圧下用孔型9により圧下した後、H形鋼のフランジに相当するH形鋼素材1のフランジ相当部19,20の間隔を拡幅用突起16とV字形突起15とにより上側孔型ロール6と下側孔型ロール7の軸方向に拡げてH形鋼を製造する。
(もっと読む)
H形鋼の製造方法
【課題】フランジ部の足先からウェブ部までのフランジ脚長が190mmを超える大形のH形鋼をビームブランクから製造することのできるH形鋼の製造方法を提供する。
【解決手段】ビームブランクを粗造形圧延する粗圧延機として、ビームブランクをドックボーン形状に造形するドックボーン造形用孔型8と、ビームブランクのフランジ部を圧下する箱形のフランジ圧下用孔型9と、ビームブランクのウェブ部を圧下するウェブ圧下用孔型10とを上側孔型ロール6と下側孔型ロール7との間に有するものを用い、ドックボーン形状に造形されたビームブランクのフランジ部をフランジ圧下用孔型9により圧下した後、ビームブランク1のフランジ内面と干渉しない幅で且つフランジ圧下用孔型を通過したビームブランクのフランジ脚長より大きい高さでウェブ圧下用孔型10の中央部に形成された上下一対の圧下用凸部11によりビームブランクのウェブ部を圧下する。
(もっと読む)
圧延方法および圧延装置
【課題】材料の送り方向と直交する方向に圧延して異形断面材を生成することによって、一回の圧延工程における材料の圧下率を大きくすることを可能にした圧延方法を提供するとともに、この圧延方法を採用することによってコンパクトな構成を可能にした圧延装置を提供する。
【解決手段】鋼材20の送り方向(X軸方向)と直交する方向(Y軸方向)に圧延ローラを転動させて、圧延ローラにより鋼材20を圧延するものであって、圧延ローラの一連の転動動作により圧延される部位の、鋼材20の送り方向における両端部に、圧延により生じた歪みを集約させる(即ち、歪み領域30bおよびくびれ部30cを形成する)。
(もっと読む)
線材圧延の元材の製造方法
【課題】 棒鋼や線材など条鋼を製造する際に、鋼種が変化した場合であっても孔型圧延の元材として寸法精度に優れたものを供給する。
【解決手段】本発明にかかる線材圧延の元材Wの製造方法は、鋳片Sを往復圧延することで形材Mへ成形するリバース圧延機5と、リバース圧延機5で成形された形材Mを線材圧延の元材Wに圧延する孔型を備えた圧延ロール8を複数備えた連続圧延機7と、を有する分塊圧延装置を用いて、線材圧延の元材Wを成形する際に、連続圧延機7の出側における線材圧延の元材Wの幅寸法が目標値となるように、鋳片Sの鋼種ごとに連続圧延機7の入側における形材Mの幅寸法を設定しておき、形材Mが設定された幅寸法となるように、鋳片Sをリバース圧延機5で圧延するものである。
(もっと読む)
不等辺山形鋼の短辺端部の成形方法、及びその装置
【課題】短辺の端面の平坦度を高くする。
【解決手段】短辺端部成形装置は、不等辺山形鋼の熱間圧延工程において、中間圧延工程又は仕上圧延工程を経た不等辺山形鋼200の短辺201の端部201bを、外周面21に形成した成形部22上をその周方向に通過させながら、該成形部22により押圧し成形する成形ローラ20を有し、成形部22は、成形ローラ20の外周面21の全周にわたって凹形状をなして形成され、成形ローラ20の軸方向に沿う形状が、円弧形状及び該円弧形状の部位22aに隣接する直線形状とされ、直線形状の部位22bは、円弧形状の部位22aにおける前記隣接する端部22cの接線tと一致する。
(もっと読む)
異形条の加工方法
【課題】板幅両側の厚板部を安定して成形することを可能とする異形条の加工方法を提供する。
【解決手段】断面形状が板厚の厚い厚板部3,3aと板厚の薄い薄板部4がある異形条5で、且つ厚板部3,3aの板厚が0.7mm以下、板幅両側に厚板部3a,3aがある異形条5の加工方法において、平条1から塑性変形で異形加工する際、平条1の両端部板厚が中央部板厚より厚い膨らみ部31,31を有する異形加工用平条30を用いて異形加工する。
(もっと読む)
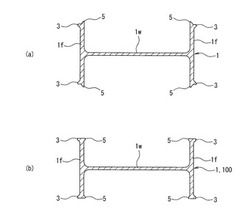
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
U型鋼矢板の製造方法および製造装置
【課題】U型鋼矢板の製造に際し、メタルフローによる影響を考慮した造形孔型の修正を行うことにより、U型鋼矢板の品質不良、主として爪部の品質不良の発生を低減する。
【解決手段】U型鋼矢板の製造に用いる複数の造形孔型から最終の造形孔型を除いた複数の造形孔型それぞれにおける、上ロールのウェブ相当部と下ロールのウェブ相当部とにより構成されるウェブ相当部と、上ロールのフランジ相当部と下ロールのフランジ相当部とにより構成されるフランジ相当部の合計長さを、Ln≦Ln−1≦・・・・≦L3≦L2を満足するように設定する。nは複数の造形孔型の総数であり、Lnは最終の造形孔型を1番目として順次遡って数える場合のn番目の造形孔型におけるウェブ相当部およびフランジ相当部の合計長さである。
(もっと読む)
不等辺不等厚山形鋼の製造方法、及びその製造に使用される冷却水噴射搬送ローラテーブル、並びに冷却床
【課題】連続式圧延機配列とすることによって、前記中間圧延機IMの前後面及び仕上圧延機FMの前面に行っていた強制水冷工程を不要としながら、更に、より良い圧延を行える不等辺不等厚山形鋼の製造方法を提供する。
【解決手段】加熱炉RFで加熱された不等辺不等厚圧延材を粗圧延機RM、中間圧延機IM及び仕上圧延機FMを串型配列の1ロール1方向1パスの連続圧延として断面が略への字型の不等辺不等厚圧延材を最終成形する連続圧延工程1と、当該不等辺不等厚圧延材の短辺A2の表裏面に水を噴射して冷却させる水冷工程2と、不等辺不等厚山形鋼Aを冷却床CBの床桟の上面へその長手方向の中央部が短辺側へ弓形に膨らむようにして送り出す弓形送り出し工程3と、ミストを噴射して更に冷却させるミスト噴射冷却工程4と、不等辺不等厚山形鋼Aをローラ矯正RSするローラ矯正工程5と、を具備する。
(もっと読む)
T形鋼の圧延設備
【課題】圧延時に素材に湾曲,捩れ,フランジ倒れ込みが生じにくいT形鋼の圧延設備を提供する。
【解決手段】T形鋼の圧延設備は、圧延方向の上流側から下流側に向かって、粗造形圧延機1、粗ユニバーサル圧延機2、エッジャ圧延機3、及び仕上ユニバーサル圧延機4が順次配されてなり、断面略T字状の鋼製素材10’を熱間圧延してT形鋼製品10を製造する設備である。粗ユニバーサル圧延機2、エッジャ圧延機3、及び仕上ユニバーサル圧延機4のそれぞれの上流側近傍部分及び下流側近傍部分には、鋼製素材10’を各圧延機2,3,4に案内し且つ鋼製素材10’の異常な変形を抑制するフランジガイド5A,5Bとウェブガイド6A,6Bが設置されている。これらのガイド5A,5B,6A,6Bにより、鋼製素材10’の湾曲,捩れや長手方向尾端におけるフランジ12’の倒れ込みが抑制される。
(もっと読む)
H形鋼用粗形鋼片の製造方法
【課題】スラブを、二重式圧延機によりドッグ・ボーン形状の中間材に圧延し、ウェブ相当部を、造形孔型により厚み圧下することによって、ウェブ部およびフランジ部を有する形鋼用粗形鋼片を製造する際に、造形孔型の圧延時におけるフランジ相当部の外面の噛み出しを防止して圧延能率を向上する。
【解決手段】造形孔型により中間材のウェブ相当部の厚み圧下を行う前に、中間材のフランジ相当部の外面に、tS×1.3<WR<tS×1.6を満足する幅WR、およびΔtw×(1/4)<YR<B×0.2を満足する深さYRを有する凹部を形成する。tSは鋼片の厚さを、Δtwは造形孔型圧延でのウェブ厚みの圧下量を、さらに、Bは中間材のフランジ幅を、それぞれ示す。
(もっと読む)
異形断面条の製造方法
【課題】肌荒れや表面荒れをより確実に防止して、歩留まりを良くする。
【解決手段】粗圧延工程、焼鈍工程、仕上げ圧延工程を有し、粗圧延工程及び仕上げ圧延工程は、厚肉部を形成するための小径ロール部及び薄肉部を形成するための大径ロール部が軸線方向に並んで形成された段付きロールと、半径が軸線方向に沿って一定とされた平ロールとからなる複数組の圧延ロールにより前記平板状素材又は異形断面成形材を複数回ずつ挟み込んで圧延するものであり、粗圧延工程では、薄肉部の加工率を厚肉部の加工率よりも大きくして複数回圧延し、仕上げ圧延工程では、薄肉部の加工率と厚肉部の加工率とを同一にして複数回圧延する。
(もっと読む)
異形断面条の製造方法及び製造装置
【課題】厚肉部に十分に材料を充満させて精度よく異形断面条を製造するとともに、その際に材料ロスによる歩留まり低下や設備費の増大等を招くことのない異形断面条の製造方法及び製造装置を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延して、複数の厚肉部7と薄肉部6とが幅方向に並んだ異形断面条8を製造する方法であって、段付きロール1と平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工する。
(もっと読む)
フランジを有する形鋼圧延用ガイド
【課題】フランジを有する形鋼のフランジ部先端の外側アール形成において、低コスト化と省スペース化とを可能にする。
【解決手段】フランジを有する形鋼圧延用ガイドEは、フランジを有する形鋼の最終圧延加工を行なう仕上げユニバーサル圧延機Dの出口に設けられるものであって、上ローラー11と下ローラー11とを有する上下一対のローラーを、仕上げユニバーサル圧延機の水平ロールD1の両端面に沿って設ける。上記上ローラー11と下ローラー11との内側面には、それぞれ所定の隅アールを有する角落し用の段付き部11aが設けられており、上下一対のローラーは、この角落し用の段付き部によって、フランジを有する形鋼9のフランジ部先端の外側アール部92aを形成する。
(もっと読む)
T形鋼
【課題】Tロンジ材どうしの溶接接合施工性に優れ、且つフィレット部の耐疲労亀裂進展性にも優れたT形鋼を提供する。
【解決手段】ウェブ高さが150mm以上の溶接部を有しないT形鋼であって、特定量のC、Si、Mn、P、S、Al、Nを含有し、且つCeq値が0.23〜0.40である成分組成を有し、ウェブとフランジとの結合部に形成されるフィレット部の形鋼幅方向での断面形状がウェブとフランジに接する円弧状であり、且つその円弧r1の半径が2〜10mmであることを特徴とするT形鋼。
(もっと読む)
1 - 20 / 52
[ Back to top ]