
Fターム[4E002CB10]の内容
Fターム[4E002CB10]に分類される特許
101 - 120 / 134
金属板の冷間圧延方法及び冷間圧延設備

【課題】ソリューションタイプのクーラントを使用して、エマルションタイプと同等の潤滑性を確保しつつ、金属板を冷間圧延する方法を提供する。
【解決手段】水溶性潤滑剤を溶解することにより曇点を有する溶液をクーラントとして用いるとともに、少なくとも一部の圧延スタンド又は圧延パスにおいて、前記クーラントがその曇点以上の液温でロールバイトに供給されるようにする。曇点以上の液温でロールバイトに供給されたクーラントS1(60℃)は、曇点未満の液温の場合S1(15℃)に較べて金属板への潤滑剤成分の付着性が大幅に向上し、エマルションタイプのクーラントE1と同程度の潤滑性が得られる。
(もっと読む)
潤滑調質冷間圧延方法

【課題】 上および下降伏点が存在する金属ストリップ材料であって、所定の伸び率または圧下率の製品を安定して圧延することができる潤滑調質冷間圧延方法を提供する。
【解決手段】 潤滑調質冷間圧延方法において、上および下降伏点が存在する金属ストリップ材料を潤滑調質冷間圧延するに際し、該金属ストリップの伸び率または圧下率と圧延荷重との関係を少なくとも2領域II、IIIに分け、目標とする伸び率または圧下率に応じて圧下制御に用いる影響係数を変更することを特徴としている。
(もっと読む)
水スプレーユニット
【課題】 高温の鋼板を高い冷却速度で、しかも、鋼板の面内及び表裏面を均一に冷却でき、保守が簡単にできる水スプレーユニットを提供する。
【解決手段】 隣り合う上下対となる水切りロール11、12間に配置され、複数組の上下対となる水切りロール11、12により拘束されて搬送される高温状態の鋼板13の上面及び下面のいずれか一方又は双方に水を噴射する複数の水ノズル14と、水供給源に連結されると共に水ノズル14に連結される水室19とを有する水スプレーユニットにおいて、水ノズル14の水入口37及び水供給源から供給される水の水出口41は、それぞれ水室19内にあって、上部ユニット15の場合、水入口37が水出口41よりも高位置にあり、また、下部ユニット16の場合、水入口37が水出口41aよりも低位置にある。
(もっと読む)
金属帯の製造方法
【課題】特定用途向けに製造が計画されたものの、品質面で不十分であるため、グレードを落として転用する場合に、転用が容易となるようなアクションを取る自由度を増し、より一般的な転用先とすることを可能にすることで、転用を現実的なものとする、金属帯の製造方法を提供することを目的とする。
【解決手段】冷延鋼板製造前の酸洗ラインにて鋼帯の品質を評価する。品質評価結果に基づき、このまま冷延した場合に、表面欠陥が発生するかどうかなどの品質がどうなるかを、過去の実績(センサ測定結果、製造実績パラメータと他の手段で測定した品質との相関データ)から予測する。品質を予測した後、それが当初製造予定の特定用途向け鋼帯を製造できるという予測結果となった場合は、そのまま当初計画通りの製造条件にて冷延し、そうではなく、そのまま製造しても不十分な品質になると予想される場合は、冷間圧延のパラメータ(板厚)を、標準的に一般的に多量に販売されている仕様のものに変更し製造する。
(もっと読む)
レーザー切断性に優れた鋼板とその製造方法
【課題】レーザー切断機の夜間無人運転を可能にする、優れたレーザー切断性を安定して示すレーザー切断用の鋼板とその製造方法を提供する。
【解決手段】
質量%で、Cu:0.03〜0.50%、Ni:0.02〜0.50%、Ni/Cu質量比≧0.5を満たすCuとNiを含有し、さらに0.05%以上のSiを含有する鋼のスラブを、スラブの表面温度が加熱中の少なくとも一時期に、鋼中のNi/Cu質量比に等しい組成のCu−Ni合金の融点以上になるように加熱し、加熱されたスラブを、その表面温度が前記Cu−Ni合金の融点より低温に下がった後に水噴射してデスケーリングし、デスケーリングされたスラブを所定板厚に熱間圧延する。製造された鋼板は、表面のスケール層が、鋼母材との界面近傍に、Fe,Cu,Niを主成分とする合金からなるメタル微粒子がスケール中に分散した構造を持つ厚さ5〜30μmのスケール/メタル混合層を有する。
(もっと読む)
スパッタリングターゲットおよびその製造方法
金属板をクロック圧延して所望厚さの圧延板とする工程を含む金属の処理方法。スパッタリングターゲットおよびその他の金属部材も開示。 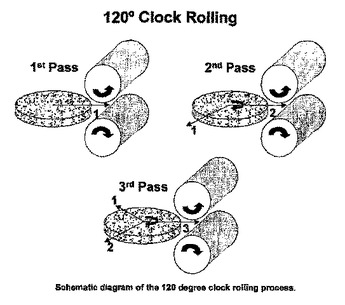 (もっと読む)
(もっと読む)
クラッド材とその製造方法
【課題】 接合面の接合強度が高い銅−アルミニウムクラッド材と、それを低い圧下率の冷間圧延で製造する方法を提供する。
【解決手段】 少なくとも一方の表面に純銅粒子1bのめっき析出組織を有する銅箔1のめっき析出組織側の表面に、アルミニウム箔2が冷間圧延で接合されているクラッド材。
(もっと読む)
金属帯の、特に加熱金属帯を圧延するための仕上げ圧延部における温度を調節するための方法
本発明は熱間圧延機の仕上げ圧延部(3)における金属帯(6)の温度の制御ないし調節のための方法に関し、目標温度経過と実際温度経過との比較によって目的関数が形成され、目的関数は任意に圧延部中に位置する目標初期設定からの偏差を測定し、金属帯速度及び冷却媒体流が、一方では補助条件をもって非線形最適化の方法を使用した予計算により調整され、他方では直線性の補助条件をもって2次的最適化問題を解くことによって、好ましくはアクティブ・セット・ストラテジーを使用してオンラインで制御ないし調節される。  (もっと読む)
(もっと読む)
鋼板の冷却設備
【課題】 熱間圧延ラインにおいて高温状態で搬送される鋼板を板幅方向に均一に冷却することが可能で、しかも、製作及び保守が容易な鋼板の冷却設備を提供する
【解決手段】 上、下水切りロール12、11により搬送される鋼板13を冷却する複数の上、下スプレーユニット15、16を備えた鋼板13の冷却設備10において、上、下スプレーユニット15、16のいずれか一方又は双方は、水供給部材17を備えた箱型のハウジング18と、ハウジング18内に取り外し可能に収納されて、水供給部材17に連通された水室19が形成されたケーシング20と、水室19に連結された複数の水ノズル21と、ケーシング20から突出する各水ノズル21の先部が嵌入する開口部22を備え、ケーシング20とは一体的に連結され、ハウジング18には複数のねじ23でケーシング20と共に取り外し可能に取付けられたエプロン24とを有する。
(もっと読む)
Ni合金の製造方法
【課題】 熱間加工性および表面性状に優れ、歩留まり良くNi合金を製造することにある。
【解決手段】 本発明のNi合金の製造方法は、mass%で、Ni:30〜50%を含有するNi合金を連続鋳造後、熱間圧延して製造するに際し、連続鋳造で製造したスラブを、その側面のみに手入れを行った後、加熱し熱間圧延を行うことを特徴とする。前記手入れは、グラインダ−処理によりスラブ側面が研削されることが好ましい。また、前記Ni合金は、さらに、mass%で、C:0.1%以下、Si:0.01〜0.3%、Mn:0.01〜0.8%、P:0.1%以下、N:0.1%以下、S:0.1%以下、Al:0.1%以下、O:0.1%以下を含有し、残部はFe及び不可避不純物であることが好ましい。
(もっと読む)
冷延鋼板の製造方法
【課題】鋼板表面に均一な歪みが形成された冷延鋼板の製造方法とそれを利用しためっき鋼板の製造方法を提供する。さらに、具体的には、安価な製造コスト(焼鈍1回)で、鋼板表面に均一な歪みが形成された冷延鋼板の焼鈍方法を提供する。
【解決手段】冷延鋼板の連続焼鈍工程を構成する冷却帯以降における鋼帯温度が100℃以上の領域で、圧下率0.2%以上2.0%以下で圧延をし、次いで外径50mm以上500mm以下の2本以上のロールに接触角がそれぞれ30°以上で接しながら通板をする。
(もっと読む)
熱間圧延におけるサイジングプレスの異常検出方法
【課題】 熱間圧延中、サイジングプレスで被圧延材に幅圧下を施した際、被圧延材にねじれが発生した場合に、すみやかにそれを検出し、被圧延材の幅不良、エッジシーム疵などの品質上の不具合発生を抑制する。
【解決手段】 被圧延材に残った、サイジングプレス用金型跡の、被圧延材厚さ方向位置にて、サイジングプレスの異常検出を行うようにする。
(もっと読む)
鋼片の製造方法
【課題】 容易に、しかも、安価に熱応力割れを防ぐ。
【解決手段】 連続鋳造鋳片を一旦室温まで冷却した後、加熱して熱間圧延し、鋼片となすに際し、連続鋳造する溶鋼のCrおよびMoの含有率(質量%)が、0.5≦Cr+5Mo≦3.0、を満足するようになすとともに、前記加熱する鋳片の内外面温度の最大温度差ΔT(℃)と、CrおよびMoの前記含有率との関係が、270(Cr+5Mo)−ΔT>250、または、250(Cr+5Mo)+ΔT<700、を満足するようになす。
【効果】 連続鋳造したままの鋳片を、急速加熱が必須となる工程・設備において、そのまま加熱した場合にも、熱応力割れ感受性の小さな、急速加熱されても割れの発生しない鋼片の製造ができる。
(もっと読む)
内部品質に優れたビレット鋼片の製造方法
【課題】ポロシティーの生成しやすい鋼種を用いても、内部品質の良好なビレット鋼片を、安価で生産性を損なうことなく製造できるビレット鋼片の製造方法を提供する。
【解決手段】(1)凝固収縮率が4%以上である鋼の溶鋼を、横断面の厚さが240mm以上、幅が厚さの1.8〜4.0倍の鋳型を用いて連続鋳造し、得られたブルーム鋳片に対して、幅方向または厚さ方向に下記式の関係を満たす条件で全長にわたってプレス圧下を施した後に、ロール圧延を行うビレット鋼片の製造方法。0.7≦L/Lo+0.03×Δδ≦1.0。ここで、Loはプレスによる最大圧下時のプレス前の圧下面間距離(mm)、Lはプレスによる最大圧下時のプレス後の圧下面間距離(mm)、Δδは凝固収縮率(%)を、それぞれ表す。(2)前記(1)の方法において、プレス圧下を行う際に、ブルーム鋳片を幅方向に圧下するビレット鋼片の製造方法。
(もっと読む)
H形鋼用粗形鋼片の製造用ロ−ル並びに粗形鋼片の製造方法
【課題】 様々な厚みの矩形断面鋼片から粗圧延によって特定サイズのH形鋼用粗形鋼片を安定して製造する手段を提供する。
【解決手段】 H形鋼用粗形鋼片を製造するための図1の如き孔型圧延ロ−ルにおいて、割入れ用孔型K1 ,K2 とフラット孔型K4 を少なくとも有し、かつ条件「K1b<tmax ≦K2b」及び「K1b<K2a」を満たすと共に(tmax は素材である矩形断面鋼片の最大厚み)、孔型K4 の孔底幅を割入れ圧延した後の鋼片の端部厚み以上とする。H形鋼用粗形鋼片の製造では、上記孔型圧延ロ−ルを用い、寸法が孔型K1 ,K2 での圧延に適しない厚みの鋼片に対しては、まず孔型K4 で圧下してドッグボ−ン形状とし、これを割入れ用孔型で圧延し、更に孔型K4 で圧延する手順を含む工程を採用する。
(もっと読む)
サイジングプレスのスリップ防止方法
【課題】 サイジングプレスのスリップを防止することができるサイジングプレスのスリップ防止方法を提供すること。
【解決手段】 サイジングプレス圧延中に前後フィードロール6の回転を常時監視し、フィードロールが逆転した回数をカウントし、この回数が規定の回数を越えた場合に微小スリップ(ミクロスリップ)を検出し、金型4にスケールが付着しつつあると判定して、制御装置7によって当該材圧延終了後の冷却水5の噴射時間を変更することで、更なる金型へのスケール密着を防止し、サイジングプレスの大きなスリップを防止する方法。
(もっと読む)
超伝導素子の製造方法
【課題】臨界温度、上部臨界磁場強度が高く、十分な機械的安定性を有する超伝導素子の製造方法。
【解決手段】Cu及びスズSnを含有するブロンズマトリックスと、Nb又はNb合金を含有する1つの細長構造体が埋設された複合体の、押出し成形ステップ、伸長ステップ、アニールステップ及び束化ステップを1回以上繰り返し、後続の、中間アニールプロセスを含む最終伸長プロセスであって、固体拡散反応を含む熱処理によって超伝導相が得られる最終伸長プロセスにおいて、複合体をその最終長さにまで伸長する製造方法は、前記伸長ステップの少なくとも一部分及びアニールステップを、前記ブロンズマトリックスの再結晶温度以上である450℃〜750℃の温度域における定温熱間圧延により実行することを特徴とする。
(もっと読む)
アルミニウム箔及びその製造方法
【課題】 本発明は、ピンホールが少なくてバリヤー性に優れている上に、ブロッキングを生じ難く、合成樹脂フィルムや紙などとの接着性に優れたアルミニウム箔を提供する。
【解決手段】 本発明のアルミニウム箔は、Alを98重量%以上含有するアルミニウム合金又はAlからなるアルミニウム箔であって、このアルミニウム箔の表面には酸化皮膜が形成されており、表面にはアルミニウム摩耗粉が存在し、このアルミニウム摩耗粉の平均粒径が0.5〜1.5μmであると共に、上記アルミニウム摩耗粉の分布が15×109 個/m2 以下である一方、表面に存在する−COO−量が2%以下であることを特徴とするので、ピンホールが少なくてバリヤー性に優れていると共にブロッキングを生じ難く、更に、合成樹脂フィルムや紙などとの間における接着剤を用いた接着性に優れている。
(もっと読む)
耐エロージョン・コロージョン性と一般耐食性に優れた熱交換器用アルミニウム合金クラッド材
【課題】耐エロージョン・コロージョン性と一般耐食性に優れ、薄肉化ための高強度をそなえ、とくに、フッ化物系フラックスやセシウム化物系フラックスを用いた不活性ガス雰囲気ろう付けにより接合されるラジエータ、ヒータ、オイルクーラなどのアルミニウム合金製自動車用熱交換器のチューブ材として好適な熱交換器用アルミニウム合金クラッド材を提供する。
【解決手段】芯材の片面に中間材を介して耐エロージョン・コロージョン性を有するろう材をクラッドしてなるアルミニウム合金の3層クラッド材であって、芯材は、少なくともMn:0.8-1.8%を含有するアルミニウム合金で構成され、中間材は、少なくともMn:0.6-1.8%、Fe:0.5%を越え1.5%以下、Si:0.6%を越え1.1%以下、Zn: 0.5-10%を含有するアルミニウム合金で構成され、耐エロージョン・コロージョン性を有するろう材は、少なくともSi:3-13%を含有するアルミニウム合金で構成される。
(もっと読む)
冷間圧延における潤滑油供給方法
【課題】 ヒートスクラッチやスリップの発生しない安定圧延を行いつつ、高生産性・潤滑油原単位向上を実現する冷間圧延における潤滑油供給方法を提供する。
【解決手段】 金属板の冷間タンデム圧延における圧延潤滑を、圧延油と水とを混合した所定の一種のエマルション潤滑油を各圧延スタンド入側でノズルから供給して行う、冷間圧延における潤滑油供給方法において、潤滑ノズル配管中の圧力(潤滑ノズル圧力)を測定もしくは推定し、少なくとも前記所定のエマルション潤滑油では潤滑過多の生じやすくなる圧延スタンドの潤滑ノズル圧力を0.5MPa以上になるように圧力制御しながら、当該スタンドのロールバイト入口へ前記潤滑油を直接噴射して供給することを特徴とする、冷間圧延における潤滑油供給方法。
(もっと読む)
101 - 120 / 134
[ Back to top ]