
Fターム[4E002CB10]の内容
Fターム[4E002CB10]に分類される特許
21 - 40 / 134
燃料電池セパレータの製造方法
【課題】高い強度、靱性に加えて、優れた導電性と耐食性を有する燃料電池セパレータの製造方法を提供する。
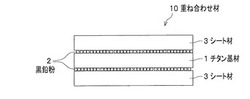
【解決手段】金属基材(チタン基材)1の表面の少なくとも一部に黒鉛粉2を塗布する黒鉛粉塗布工程と、黒鉛粉2を塗布した金属基材1に冷間圧延を施す冷間圧延工程と、を含み、前記冷間圧延工程において、トータル圧下率を、35%以上とし、かつ、累計圧下率が35%未満の加工段階において、中間焼鈍を実施しないことを特徴とする。また、前記冷間圧延工程において、黒鉛粉2と、圧延ロールとの間に、シート材3を設置することを特徴とする。さらに、前記冷間圧延工程の後に、300〜800℃の温度で熱処理を施す熱処理工程を含むことを特徴とする。
(もっと読む)
供給製品を異なるサイズの仕上げ製品に圧延する方法
供給製品は、圧延機パスラインに沿って配置されたモジュール式の複数の圧延ユニット(RU1,RU2,RU3,RU5)より成る圧延機仕上げセクションにおいて、異なるサイズの仕上げ製品に圧延される。各圧延ユニットは、連続的な楕円形及び円形の圧延パスを形成するように構成された作業ロールを供えた2つのロールスタンド(S1−S10)を有している。ロールスタンドは、これらのロールスタンドの各楕円形及び円形の圧延パスを通って圧延された製品に一定の断面積減少を生ぜしめるように構成されている。同じエントリーサイズを有する供給製品(FP1)は、切り替えられた圧延工程によって異なる減少サイズを有する仕上げ製品(FP2)に圧延され、前記切り替えられた圧延工程において、選択された圧延ユニット(RU5)が、パスラインに沿って、交換された圧延ユニットのロールスタンドの断面積減少とは異なる断面積減少を生ぜしめるように構成されたロールスタンドを有する圧延ユニット(RU5a,RU5b)に置き換えられる。置き換えられた圧延ユニットから上流側の圧延ユニットのロールスタンドは、交換されない。  (もっと読む)
(もっと読む)
熱延用スラブの幅圧下方法

【課題】大幅な設備改造を行わず、熱間圧延工程を混乱することもなく、サイジングプレスが設置されている熱間圧延ラインにて、余幅をさらに削減できる熱延鋼帯の圧延方法を提供する。
【解決手段】サイジングプレス4の入側にスラブ幅計を設置して、該スラブ幅計で実際の幅プレス入側スラブ幅をスラブ長手方向の複数部位で測定するとともに、スラブを搬送しつつサイジングプレス4で幅圧下する際、設定計算で得た幅圧下量に基づいてサイジングプレス4の開度をプリセットした後、前記スラブ幅計3で測定した幅プレス入側スラブ幅データに基づいてサイジングプレス4の開度を変更する幅圧下のフィードフォワード制御を行う。
(もっと読む)
ラルゼン型継手を有する矢板製品の製造方法
【課題】孔型を構成する二重ロール対によるラルゼン型継手を有する矢板製品の仕上加工において,中間材の噛み込み姿勢を安定化させ,矢板製品の継手を安定的に製造する方法を提供する。
【解決手段】一連の二重ロール対に刻設した孔型を用いて圧延及び曲げ成形により素材からラルゼン型継手を有する矢板製品を製造する方法において,該矢板製品の中間材の継手対応部位に対して行う曲げ成形を,前記二重ロール対のピッチラインにほぼ垂直な方向の力を加えることによって行い,前記ラルゼン型継手を有する矢板製品を成形する。
(もっと読む)
異形鉄筋およびその製造方法
【課題】曲げ加工性が良好な竹節状鉄筋を、その有利な製造方法とともに提供する。
【解決手段】節とリブとを有し、前記節が鉄筋の軸方向と直交する竹節状の異形鉄筋の
節とリブとが交わるコーナーに鞍状部を設ける。
(もっと読む)
エマルション圧延油を使用する冷間圧延方法、冷延金属板の製造方法および冷間タンデム圧延機
【課題】エマルション圧延油を使用する冷間タンデム圧延において、循環使用されるエマルション圧延油の性状変動を小さくし、難圧延材の圧延に対応できる圧延方法および冷間タンデム圧延機を提供するとともに、表面品質に優れた冷延金属板の製造方法を提供する。
【解決手段】循環使用されるエマルション圧延油の一部を油水分離手段に供給して、高濃度エマルションと低濃度エマルションに分離して、少なくとも1つ以上の圧延スタンドに供給する。油水分離手段は加熱手段によりその油水分離モジュールが加熱され、分離膜の閉塞が防止される。
(もっと読む)
厚鋼板の材質保証設備
【課題】厚鋼板の板厚方向および鋼板面内の材質均一性を向上させる操業管理が可能な、厚鋼板の材質保証設備を提供する。
【解決手段】仕上圧延機と仕上圧延機の下流側に設置された加速冷却装置を備えた厚鋼板製造ラインにおいて、鋼板温度を計測する温度計測手段と計測された鋼板温度を解析する温度実績解析手段とを備えた厚鋼板の材質保証設備であって、前記温度計測手段は、厚鋼板製造ラインの上面側上方で、仕上圧延機の後面および加速冷却装置の後面のそれぞれの位置に設置されるスポット型放射温度計および走査型放射温度計と、前記厚板製造ラインの下面側で、前記上面側のスポット型放射温度計に対応する位置に設置される光ファイバー放射温度計と、前記走査型放射温度計に対応する位置にライン幅方向に任意の間隔で複数台設置される光ファイバー放射温度計とからなり、前記温度実績解析手段は、前記各温度計測手段で計測された鋼板温度から鋼板全体の温度分布を求める手段からなることを特徴とする厚鋼板の材質保証設備。
(もっと読む)
厚鋼板の材質保証設備
【課題】厚鋼板の板厚方向および鋼板面内の材質均一性を向上させる操業管理が可能な、厚鋼板の材質保証設備を提供する。
【解決手段】仕上圧延機と仕上圧延機の下流側に設置された加速冷却装置を備えた厚鋼板製造ラインにおいて、鋼板温度を計測する温度計測手段と計測された鋼板温度を解析する温度実績解析手段とを備えた厚鋼板の材質保証設備であって、前記温度計測手段は、厚鋼板製造ラインの上面側上方で、加速冷却装置の前後面のそれぞれの位置に設置されるスポット型放射温度計および走査型放射温度計と、前記厚板製造ラインの下面側で、前記上面側のスポット型放射温度計に対応する位置に設置される光ファイバー放射温度計と、前記走査型放射温度計に対応する位置にライン幅方向に任意の間隔で複数台設置される光ファイバー放射温度計とからなり、前記温度実績解析手段は、前記各温度計測手段で計測された鋼板温度から鋼板全体の温度分布を求める手段からなることを特徴とする厚鋼板の材質保証設備。
(もっと読む)
熱間仕上圧延における圧延方法および装置
【課題】圧延材の尾端の板破断有無を正確かつ迅速に判定し、次圧延材の仕上圧延機進入を適切に制御できる、熱間仕上圧延における圧延方法および装置を提供することを目的とする。
【解決手段】仕上圧延機出側で圧延材の尾端形状を検出し、検出した尾端形状に基いて板破断の有無を判定し、板破断有りと判定した場合には、次圧延材の仕上圧延機進入を禁止して、板破断残留物がないことを確認するまで圧延再開を行わないとともに、板破断無しと判定した場合には、次圧延材の仕上圧延機進入を許可し、圧延を継続する。
(もっと読む)
冷間圧延油用添加剤及び冷間圧延油
【課題】長期にわたる循環使用時の乳化安定性及び潤滑性に優れ、かつ圧延材の表面品質および作業環境の向上に寄与できる冷間圧延油を得るための冷間圧延油用添加剤を提供すること。
【解決手段】式(a)で示される非イオン性界面活性剤を含有する冷間圧延油用添加剤。
[化1]
R1−O−[(PO)x (EO)z(PO)y]−R2 - - - - - - (a)
(式中、R1及びR2はアルキル基、脂肪酸残基、ヒドロキシ脂肪酸残基、ヒドロキシステアリン酸ポリエステル残基、又はポリブチレンオキシド残基を示し、POはオキシプロピレン基、EOはオキシエチレン基、x、yおよびzは平均付加モル数を示し、x+yは3〜30、zは10〜200、POとEOはそれぞれブロック状に付加しており、分子量が2000以上10000未満である)
(もっと読む)
金属から成るストリップを製造するための方法とこの方法を実施するための生産装置
鋳造されたストリップが、粗ストリップとして、まず、保護ガス下にある組織を均質化するための第1のプロセスを通過し、次いで、粗ストリップが、その後に肉厚リダクションのための圧延プロセスを受ける前に、少なくとも1つの別の熱処理を受ける、熱間圧延された金属から成るストリップを製造するための方法及び生産装置において、肉厚リダクションの後、粗ストリップが、最後に分離装置を通過し、仕上げ圧延された熱間ストリップとして後続の粗ストリップから分離される前に、均質化もしくは組織構造の再結晶化をするための第2のプロセスを通過する。 (もっと読む)
極細金属線の製造方法
【課題】従来の伸線法における弱点を克服し、加工硬化による伸び性能の低下の少ない極細金属線を製造することのできる製造方法を提供する。
【解決手段】ダイス100の孔102に材料10Mを通して引き抜くことにより所定径の線材10を得る伸線加工工程を実施した後に、圧延加工工程を追加する。圧延加工工程では、製造しようとする極細金属線10Aの断面形状に対応した加工溝2を外周面に備える一対のロール1,1を回転させ、この一対のロール1,1aの各外周面1a,1a間に加工溝2によって形成される型孔3に、素材である線材10を通して一対のロール1,1により圧力を加えることにより、所定断面積の極細金属線10Aを圧延する。
(もっと読む)
厚鋼板のオンライン材質保証システム
【課題】仕上げ圧延され加速冷却された厚鋼板の材質を的確かつ迅速に判定・保証することができる厚鋼板の材質保証システムを提供する。
【解決手段】本発明に係る材質保証システムは、仕上げ圧延機の近傍と加速冷却装置の近傍における厚鋼板の上面全面の温度または/および下面全面の温度を測定・解析することとし、そのための温度測定手段と温度解析手段を有し、温度測定手段により測定された厚鋼板温度から温度解析手段により厚鋼板全面温度MAPを作成して、この厚鋼板全面温度MAPと、温度解析手段に備えさせておいた材質予測モデルとを活用して、当該厚鋼板の材質の合否判定を行うようにしている。
(もっと読む)
厚鋼板の温度履歴による材質保証システム
【課題】仕上げ圧延され加速冷却された厚鋼板の材質を的確かつ迅速に判定・保証することができる厚鋼板の材質保証システムを提供する。
【解決手段】仕上げ圧延機の近傍と加速冷却装置の近傍における厚鋼板の上面全面の温度または/および下面全面の温度を測定・解析することとし、そのための温度測定手段と温度解析手段を有し、温度測定手段により測定された温度実測値から温度解析手段により当該厚鋼板の全面温度MAPを作成し、この厚鋼板全面温度MAPと、この温度MAPの作成で求めた当該厚鋼板の温度履歴と、この温度履歴に対して設定された許容範囲とから、当該厚鋼板の材質の合否判定を行う。
(もっと読む)
厚鋼板の材質保証システム
【課題】仕上げ圧延され加速冷却された厚鋼板の材質を的確かつ迅速に判定・保証することができる厚鋼板の材質保証システムを提供する。
【解決手段】仕上げ圧延機の近傍と加速冷却装置の近傍における厚鋼板の上面全面の温度または/および下面全面の温度を測定・解析することとし、そのための温度測定手段と温度解析手段を有し、温度測定手段により測定された温度実測値から温度解析手段により当該厚鋼板の全面温度MAPを作成し、この厚鋼板全面温度MAPと、この温度MAPに対して設定された各温度計設置位置から選択される個別の温度しきい値とから、当該厚鋼板の材質の合否判定を行う。
(もっと読む)
熱間圧延ラインにおける幅プレス用ピンチロールおよびそれを用いた金属材料の幅圧下方法および熱間圧延方法ならびに熱延金属帯の製造方法
【課題】熱間圧延ラインにおける幅プレス用のピンチロールが、ヒートクラックの亀裂先端の進展により、早期に破断してしまうのを防止し、修繕費を抑えるとともに、熱間圧延ラインの操業稼働率維持を図った金属材料の幅圧下方法及び熱間圧延方法ならびに熱延金属帯の製造方法を提供する。
【解決手段】ピンチロールの直径を、ピンチロールが被圧延材を挟圧する際にヒートクラックが進展して該ピンチロールが折損してしまうことのないように、(1)式のように調整する。D:ピンチロールの直径M:ピンチロールが被圧延材を挟圧する際にピンチロールに作用する曲げモーメントΔKth:下限界応力拡大係数範囲 (もっと読む)
(もっと読む)
アルミニウム合金線
【課題】高靭性及び高導電率であるアルミニウム合金、アルミニウム合金線、アルミニウム合金撚り線、被覆電線、及びワイヤーハーネス、並びにアルミニウム合金線の製造方法を提供する。
【解決手段】アルミニウム合金線は、質量%で、Mgを0.2%以上1.0%以下、Siを0.1%以上1.0%以下、Cuを0.1%以上0.5%以下含有し、残部がAl及び不純物からなり、0.8≦質量比Mg/Si≦2.7を満たす。このAl合金線は、導電率が58%IACS以上であり、かつ伸びが10%以上である。このAl合金線は、鋳造→圧延→伸線→軟化処理という工程を経て製造される。軟化処理を施すことで、伸びや耐衝撃性といった靭性に優れるため、ワイヤーハーネスを組み付ける際に端子部近傍で電線が破断することを低減することができる。
(もっと読む)
圧延装置及び圧延装置の制御方法
【課題】クロップがミルに噛み込まれることによるミルの損傷を確実に防止する。
【解決手段】ミルの上流側に帯状ワークを挟み込む少なくとも一対のロールを備えた圧延装置であって、一対のロールのギャップ幅を検出して外部に出力するギャップ検出手段と、該ギャップ検出手段の検出結果を所定の判定条件に基づいて評価し、該評価の結果がギャップ幅の異常を示す場合には帯状ワークの搬送あるいは/及びミルの回転を非常停止させる制御手段とを備える。
(もっと読む)
試験材の圧下装置
【課題】鋳片や鋼塊などの試験材に圧延などの塑性加工を加える過程で生ずる組織変化等を調査・研究するために試験鋳片や鋼塊などの試験材に対し種々の条件で圧下を加えることができる試験材の圧下装置を提供する。
【解決手段】垂直方向に昇降可能でかつ水平方向に回転可能な試験材載置台と、該試験材載置台に載置された試験材に対し側方から圧下を加える圧下機構を備えてなる前記圧下機構を試験材に対する高さ方向圧下位置を独立に調整可能な一対の圧下手段を有するものとすることができる。さらに、前記圧下機構に加え、前記試験材載置台上に載置された試験材に対する把持機構が付設されたものとすることができる。
(もっと読む)
熱間圧延における近赤外線カメラを用いた熱延金属帯の冷却制御方法および熱延金属帯の製造方法
【課題】需要家に対する製品納入上の品質保証を適正に行えるような方法と、それを用いた熱延金属帯の製造方法を提供する。
【解決手段】熱間圧延ライン100の仕上圧延機18とコイラー24の間の冷却関連設備26を、前半ゾーン5と後半ゾーン4に2区分し、前半ゾーン5では、表裏片面あたり水量密度0.7m3/m2 /min以上1.2m3/m2 /min以下の冷却水を供給し、後半ゾーン4では、表裏片面あたり水量密度0.05m3/m2 /min以上0.3m3/m2 /min以下の冷却水を供給して、巻き取り直前の、熱延金属帯8の温度を制御するとともに、前半ゾーン5では、さらにそれに加え、前半ゾーン5の出側に設置した、熱延金属帯8の全幅を、全長または全長のうちの一部の長さについて撮影可能な、近赤外線カメラ27Aによる温度測定の結果をもとに、前半ゾーン5における、熱延金属帯8の温度の制御にフィードバックして、巻き取り直前の、熱延金属帯8の温度を制御する。
(もっと読む)
21 - 40 / 134
[ Back to top ]