
Fターム[4E002CB10]の内容
Fターム[4E002CB10]に分類される特許
81 - 100 / 134
クラッド材の製造方法
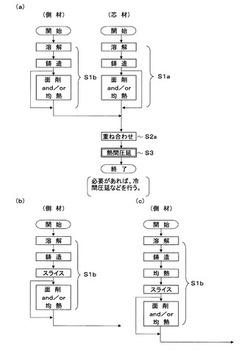
【課題】生産性に優れ、側材用部材の表面粗度および平坦度の制御が容易であり、密着不良が生じにくいクラッド材の製造方法を提供する。
【解決手段】芯材と、芯材の片面または両面に重ね合わされた1つまたは複数の側材とからなるクラッド材の製造方法において、芯材準備工程S1aで芯材用金属を溶解、鋳造して製造した芯材用鋳塊、および、側材準備工程S1bで前記芯材用金属とは成分組成の異なる側材用金属を溶解、鋳造して製造した側材用鋳塊を準備する準備工程と、芯材用鋳塊の片面または両面に1つまたは複数の側材用鋳塊を側材として所定配置に重ね合わせて重ね合わせ材を製造する重ね合わせ工程S2aと、重ね合わせ材を熱間圧延してクラッド材を製造するクラッド熱延工程S3とを含むことを特徴とする。
(もっと読む)
スラブ圧下プレス装置の金型ユニット

【課題】幅圧下プレス装置等で用いられる金型ユニットとして、金型が架台から落下することを的確に防止することができる構造の金型ユニットを提供する。
【解決手段】金型21と架台22はボルト23で締結されているとともに、あり溝28a、28bとそれに挿入される落下防止キー27で連結されていて、その落下防止キー27は金型21および架台22より熱膨張係数の大きい材料で製作されている。
(もっと読む)
低炭素鋼連続熱間圧延材の剪断接合方法及び連続熱間圧延設備
【課題】低炭素鋼を連続に熱間圧延するにあたって、熱間圧延材等の接合条件を制御して仕上圧延段階で板破断が発生することなく、通板可能な連続熱間圧延材の剪断接合方法を提供する。
【解決手段】Cを0.30質量(wt)%以下、Mnを1.8質量%以下、Siを0.55質量%以下、Pを0.50質量%以下、Sを0.50質量%以下含み、その他の不可避な不純物と残りのFeからなる低炭素鋼金属バーなどを、熱間圧延設備列の中で後行する金属バーの先端と先行する金属バーの後端を重ねて接合する接合機を利用して剪断接合し、接合された金属バーの接合面が前記金属バーの厚さ方向から傾斜して形成されるように金属バーを互いに接合するようにした。
(もっと読む)
アルミニウム合金スラブ連続鋳造圧延ラインの速度同調システムおよびそれを用いたアルミニウム合金連続鋳造圧延スラブの製造設備および製造方法
【課題】双ベルト式鋳造機とスキンパス圧延機を有するアルミニウム合金スラブ連続鋳造圧延ラインにおいて、健全なアルミニウム合金連続鋳造圧延スラブを得るために、双ベルト式鋳造機のベルト速度とスキンパス圧延機のロール速度を適切に制御するライン速度同調システム、スラブ製造設備と製造方法を提供する。
【解決手段】(1)双ベルト式鋳造機からスキンパス圧延機へ進行中のスラブ速度の実測値とライン設定速度とを比較してスキンパス圧延機のロール速度をPI制御し、同時に、(2)ライン設定速度と鋳造対象であるアルミニウム合金の凝固収縮率とに基づいて双ベルト鋳造機のベルト速度を制御することにより、双ベルト式鋳造機のベルト速度とスキンパス圧延機のロール速度とを同調させる。
(もっと読む)
金属板の冷間圧延方法及び冷間タンデム圧延機
【課題】設備コスト及びランニングコストを増大させること無く、低速圧延状態であっても高強度鋼板の冷間タンデム圧延における圧延スタンドの潤滑性を安定的に向上させて圧延負荷を軽減させることで、高強度鋼板の高圧下圧延を可能とする金属板の冷間圧延方法及び冷間タンデム圧延機を提供する。
【解決手段】冷間圧延前の0.2%耐力が220MPa以上の金属板を冷間タンデム圧延機により圧延する金属板の冷間圧延方法であって、少なくとも一つの圧延スタンドのワークロールが、表面の平均粗さRaが、0.2μm以上、1.0μm以下であって、前記表面の粗さが、平均粒子径200μm以下の球状粒子を用いたショットブラスト加工により付与されたものである冷間タンデム圧延機を用いる。
(もっと読む)
連続焼鈍及び溶融めっき兼用設備並びにそれを用いた鋼帯の調質圧延方法
【課題】溶接部のあるハイテン材鋼帯を連続焼鈍・連続溶融めっきする際に、調質圧延での定常圧延の高圧下操業と溶接部通過時の軽圧下操業との間の操業移行を円滑に行い、調質圧延ロールへの疵入り、溶接部近傍での板破断を防止し、連続操業を円滑に、かつ安定的に行うことができる連続溶融めっき設備又は連続焼鈍・連続溶融めっき設備および鋼帯の調質圧延方法を提供する。
【解決手段】ハイテン材鋼帯1は入側ルーパ5を経て連続焼鈍炉で連続焼鈍後、溶融亜鉛めっき設備7で溶融亜鉛めっき処理され、めっき鋼帯1aとなった後、ミルルーパー8を経て、調質圧延機9でMax15000kNの圧延荷重で調質圧延され、出側ルーパー10を経て検査室11で検査後、テンションリールで巻き取られ、製品化される。
(もっと読む)
熱間圧延ライン、圧延処理設備又はそれらと同等の設備における薄いブルーム及びストリップの洗浄又はスケール除去方法と装置
本発明は、熱間圧延ライン内での薄いブルーム及び圧延されたストリップの洗浄又はスケール除去方法に関し、窒素などのクライオジェンを用いて、或いはクライオジェンを圧縮空気などのキャリア媒体と組み合わせて、低温の液体の状態でブルーム又はストリップの表面上に吹き付けることを特徴とする。また、本発明は、前記の特徴を有する、圧延処理設備内でのストリップの洗浄又はスケール除去方法及び前記の方法を実施するように構成された装置に関する。  (もっと読む)
(もっと読む)
スラブ圧下プレス装置の金型ユニット
【課題】幅圧下プレス装置等で用いられる金型ユニットとして、金型が架台から落下することを的確に防止することができる構造の金型ユニットを提供する。
【解決手段】金型21と架台22はボルト23で締結されているとともに、あり溝28a、28bとそれに挿入される落下防止キー27で連結されている。
(もっと読む)
材料の幅圧下プレス方法
【課題】幅圧下プレス設備を用いてスラブに幅圧下プレスを施す場合に、当該スラブへの幅圧下プレスが完了したことを的確に検出することができる幅圧下プレス方法を提供する。
【解決手段】上ホールドロール3の高さ位置が所定位置以下に下降した場合に、当該スラブ1への幅圧下プレスが完了したと判断する。
(もっと読む)
平角導体およびその製造方法、並びにフレキシブルフラットケーブル
【課題】圧延後のめっき層が均一なフレキシブルフラットケーブル用の平角導体の好ましい製造方法を提供することにある。
【解決手段】前記フレキシブルフラットケーブル用の平角導体の製造方法であって、めっき層を形成した丸線導体を上・下段圧延ロールの回転と同時に、下段圧延ロールの回転軸を圧延面と平行な面に沿って上段圧延ロールの回転軸とクロスする方向に、上段圧延ロールの回転数に対して極めて速く反復運動させながら圧延する平角導体の製造方法とすることによって、解決される。
(もっと読む)
Cu含有無方向性電磁鋼板の製造方法
【課題】 本発明は、表面性状に優れ、強度が高く高周波での鉄損の低いCu含有無方向性電磁鋼板の製造方法を提供することを主目的とする。
【解決手段】 本発明は、質量%で、C:0.02%以下、Si:1%以上4%以下、Mn:1%以下、P:0.2%以下、S:0.03%以下、Al:0.1%以上3%以下、Ni:2%以下およびCu:1%超3%以下を含有し、残部が実質的にFeおよび不純物からなるスラブを、1100℃以上1300℃としたのちに、累積圧下率が80%以上の粗熱間圧延を施して鋼板を得る粗熱間圧延工程と、上記鋼板に仕上げ熱間圧延を施す仕上げ熱間圧延工程とを有し、上記仕上げ熱間圧延工程前の鋼板の温度を950℃以上とする熱間圧延工程を備えることを特徴とするCu含有無方向性電磁鋼板の製造方法を提供することにより、上記目的を達成する。
(もっと読む)
電池用集電基体
【課題】 各種線材を伸線圧延処理することにより、バリがなく、且つ完全な表面処理が容易であるという、従来では見られない特性を有する電池用集電基体を提供すること。また、熱処理や表面処理することにより、防錆効果や塗装密着性がさらに向上した電池用集電基体を提供せんとする。
【解決手段】 金属の丸線材を、所定の基体幅に伸線圧延してなる電池用集電基体、及び線径0.3〜2.6mmの丸線材を伸線圧延して、幅1.5〜5mm、厚み0.05mm〜0.4mmに加工してなる前記電池用集電基体を構成した。
(もっと読む)
圧延鋼材のガス切断方法
【課題】形鋼のような圧延鋼材の変形を抑制しながら安全に条切り切断を行う圧延鋼材のガス切断方法を提供する。
【解決手段】酸水素ガスに対して酸水素ガスが爆発下限界未満の濃度となるよう炭化水素ガスを混合した混合ガスを燃焼ガスとし、上記燃焼ガスを燃焼させた切断用加熱炎を切断火口3から噴出させ、上記切断用加熱炎により切断対象である圧延鋼材5を長手方向に溶断する際に、上記切断用加熱炎による切断後に切断箇所の近傍を後加熱しながら切断するようにした。
(もっと読む)
厚鋼板の出荷方法
【課題】 厚鋼板の生産性を向上させ、かつ、需要家側での作業効率を向上することができる厚鋼板製造管理装置を提供する。
【解決手段】 顧客から受けた注文に応じて、圧延機で熱間圧延した厚鋼板の先部と後部を切断した耳付厚鋼板を製造し、その製造した耳付厚鋼板を顧客に引き渡すに際して、前記製造した耳付厚鋼板のサイズと前記顧客が注文した製品サイズを基にして、その注文の製品を前記耳付厚鋼板から切り出すための切出位置を求め、この求めた切出位置情報を前記顧客に伝達する。
(もっと読む)
圧延方法および圧延設備
【課題】 圧延材の長手方向に生じる損失を効果的に低減するとともに、設備コストや作業能率の点でも好ましい圧延方法および圧延設備を提供する。
【解決手段】 圧延機1とその入側および出側に配置された巻取機3・4とを使用し、往復のパスをさせることにより圧延材Aを圧延機1で圧延する。巻取機3および4に保持させたリーダー片X・Yを圧延材Aの端部に接合し、その圧延材Aを、上記端部付近でもリーダー片X・Yを介し巻取機3・4から張力付与しながら、リーダー片X・Yおよびリーダー片との接合箇所Xc・Ycを圧延することなく上記圧延機1によって圧延する。
(もっと読む)
内部欠陥品質に優れた鋼材およびその製造方法
【目的】空洞欠陥による水素脆化という問題を回避した内部欠陥品質に優れた鋼材とその製造方法を提供する。
【構成】質量%で,C:0.001〜0.20%,Si:0.5%以下,Mn:0.5〜2.0%,S:0.007〜0.030%,Ti:0.005〜0.03%,O:0.0015〜0.006%,を含有し,残部がFeおよび不可避不純物からなり,建築学会規準(鋼構造建築溶接部の超音波探傷検査規準)による,試験片STB−N1を用いた,100%+1.5dBとする探傷試験において,欠陥エコー高さが30%以下であることを特徴とする,内部欠陥品質に優れた鋼材である。
(もっと読む)
全周の磁束密度の高い無方向性電磁鋼板の製造方法
【課題】 Si+Alが1.9%以上の成分系で安定して高い全周の磁束密度を得られる無方向性電磁鋼板の製造方法を提供する。
【解決手段】 特性成分を含有し、熱延板焼鈍後の平均結晶粒径を300μm以上、冷間圧延において下記式で表されるM値を0.1以上5以下、冷延率を85%〜93%とすることを特徴とした全周の磁束密度の高い無方向性電磁鋼板の製造方法。
【数1】
ここで、n:冷延パス回数、Hi:iパス目の入り側板厚、Hi+1:iパス目の出側板厚(i+1パス目の入り側板厚)、Ri:iパス目の圧延ロール径
(もっと読む)
厚鋼板のスキンパス圧延機およびスキンパス圧延方法
【課題】厚鋼板用の廉価なスキンパス圧延機およびこの圧延機を用いたスキンパス圧延方法を提供する。
【解決手段】圧延反力を測定するロードセルと圧延反力を制御する圧下機構とを備えた圧延機であって、上ハウジング12Tと下ハウジング12Bを4本の中空角柱25とタイロッド30で締結し、衝撃的な荷重を与えず静的な圧延反力しか付加しない厚鋼板のスキンパス圧延機である。圧延反力を測定するロードセル48と圧延反力を制御する圧下機構46とを備え、上ハウジング12Tと下ハウジング12Bを4本の中空角柱25とタイロッド30で締結した圧延機により、衝撃的な荷重を与えず静的な圧延反力しか付加しないで厚鋼板をスキンパス圧延する。
(もっと読む)
オーステナイト系ステンレス鋼材の分塊圧延方法
【課題】 オーステナイト系ステンレス鋼材の中心欠陥の発生を防止する。
【解決手段】 第1から第iのパスを含んで構成されるパススケジュールによりオーステナイト系ステンレス鋼材を製造する分塊圧延方法であって、第1から第iのパスの各々について空隙圧着パラメータGm+を求め、第1から第iのパスの各々の空隙圧着パラメータGm+の累積値ΣGm+iの値が、所定のしきい値以上となるようにパススケジュールを構成することを特徴とする。
(もっと読む)
金属板の冷間圧延方法
【課題】 潤滑剤による高度の潤滑性及び冷却性を確保しつつ、潤滑剤のロングライフ化による消費量の低減化を可能にする。
【解決手段】 金属板を冷間圧延するに際し、水溶性潤滑剤を水で希釈した溶液をクーラントとして循環使用することにより潤滑剤ロスを低減するとともに、少なくとも一部の圧延スタンドの入側において、非水溶性圧延油又は前記クーラントの水溶性潤滑剤とは異なる水溶性潤滑剤を供給することで潤滑性を補助し、全体として必要な潤滑性を確保する。
(もっと読む)
81 - 100 / 134
[ Back to top ]