
Fターム[4E004FB02]の内容
Fターム[4E004FB02]に分類される特許
1 - 20 / 23
浸漬ノズル及びこれを用いた鋼の連続鋳造方法
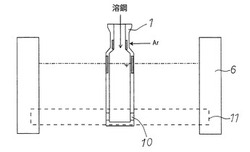
【課題】浸漬ノズルに吹き込まれたアルゴンガスによるスリバーの発生を抑制することができる浸漬ノズル及びこれを用いた鋼の連続鋳造方法を提供する。
【解決手段】メニスカスよりも上方位置にアルゴンガスの供給部5を備え、ノズルの断面形状がモールドの長手方向に長辺が位置する扁平形状であり、長辺方向のノズル内径幅Wが100mm以上である浸漬ノズルを用いる。これを連続鋳造設備のモールド6内に浸漬し、ノズルの内部空間7にアルゴンガスを供給するとともに、吐出孔10の近傍に電磁ブレーキを強く作用させながら溶鋼を供給し、連続鋳造する。
(もっと読む)
双ロール鋳造機

【課題】ストリップの実態板厚プロファイルを目標板厚プロファイルに近付けることが可能な双ロール鋳造機を提供する。
【解決手段】冷却ロール1a,1b間に配置したノズルピース4aには、冷却ロール1a,1bの長手方向に延び且つ溶湯3a,3bを受けるためのノズルトラフ5と、該ノズルトラフ5を冷却ロール1a,1b長手方向に並ぶ複数の区画6に分割するための仕切り7が形成され、
ノズルピース4aの側壁には、区画6のそれぞれから冷却ロール1a,1b外周面に向けて溶湯3a,3bを送出するための複数の開口8が、冷却ロール1a,1b長手方向に並ぶように穿設してあり、
ノズルトラフ5の区画6へ高温溶湯3aを供給する溶湯昇温装置Aと、ノズルトラフ5の区画6へ低温溶湯3bを供給する溶湯降温装置Bとを備えている。
(もっと読む)
浸漬ノズル
【課題】浸漬ノズルの内孔内で偏流状態にある溶鋼流に対しても、浸漬ノズルの吐出孔から流出する溶鋼流を均一化及び整流化し、ひいては浸漬ノズル近傍でのモールドパウダーの巻き込み等を抑制すること。
【解決手段】上端に設けられた溶鋼の導入部13から溶鋼が下方に通過する上下縦方向に管状の直胴部11と、この直胴部の下部に設けられ、溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔14とを有する浸漬ノズル10において、一対の吐出孔14間の内孔壁18に突条部16を対向配置する。さらに、浸漬ノズル1の中心と吐出孔14の中心とを通る浸漬ノズルの縦方向断面の吐出孔部内孔の形状が、吐出孔起点から端部に向かって漸次吐出孔内孔が曲線で縮径し、かつその漸次縮径する曲線が、浸漬ノズル縦方向断面の径によって表される吐出孔の内側形状を、少なくとも吐出孔内の一部又は全部に有する。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】溶鋼の流入速度を緩和できると共に、左右の吐出口からの吐出量をより均一化でき、うねり等に起因する湯面変動がより少ない連続鋳造用浸漬ノズルを提供する。
【解決手段】本発明の連続鋳造用浸漬ノズル1は、ノズル本体2と、ノズル本体2内に設けられ溶鋼が流通するためのノズル内孔3と、ノズル本体2の下部に対向して設けられた一対の吐出口4a,4bとを有し、ノズル内孔3は、一対の吐出口4a,4bの上部に対向して設けられ、メニスカスAの上下に渡って連続した一対の段差5a,5bを有している。
(もっと読む)
鋳片の製造方法及び表面品質の優れた鋳片
【課題】スラブの表層から離れた位置における気泡や介在物を低減し、気泡や介在物に起因する製品欠陥の発生を回避する。
【解決手段】鋳型内溶鋼に鋳型幅方向の電磁攪拌流を付与する連続鋳造において、鋳型4長辺の外側に配置する電磁攪拌コイル1における磁極鉄芯1aのメニスカス2位置より鋳造方向下流側の長さLが、浸漬ノズル3の吐出孔3aから鋳型長辺の下端までの長さNの0.8倍以上とした電磁攪拌装置で、鋳型内溶鋼に電磁攪拌を行いながら鋳造することで、炭素含有率が0.004質量%以下の極低炭素鋼薄板用鋳片に対し、面積が0.005mm2以上の気泡及び非金属介在物の、鋳片表層から10〜50mm以内の鋳片中に存在する数の合計が0.020個/mm3以下である鋳片を製造する。
【効果】表面品質に優れたスラブを安定して製造することが可能となる。
(もっと読む)
浸漬ノズル
【課題】浸漬ノズルの吐出孔から流出する溶鋼流を均一化,整流化し,ひいては浸漬ノズル近傍でのモールドパウダーの巻き込みを抑制する浸漬ノズルを提供する。
【解決手段】上端に設けられた溶鋼の導入部から溶鋼が下方に通過する上下縦方向に管状の直胴部と,この直胴部の下部に設けられ,溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔とを有する浸漬ノズルにおいて,浸漬ノズルの中心と吐出孔の中心とを通る浸漬ノズルの縦方向断面の吐出孔部内孔の形状が,吐出孔起点から端部に向かって漸次吐出孔内孔が曲線で縮径し,かつその漸次縮径する曲線が,浸漬ノズル縦方向断面の径によって表される吐出孔の内側形状を,少なくとも吐出孔内の一部又は全部に有する。
(もっと読む)
Alキルド鋼の連続鋳造方法
【課題】長期間に渡って安定して、アルミナ等の高融点介在物が浸漬ノズルの内壁に付着するのを防止できるAlキルド鋼の連続鋳造方法を提供する。
【解決手段】連続鋳造装置において浸漬ノズルを用いて鋳型に溶鋼を注入するAlキルド鋼の連続鋳造方法であって、前記浸漬ノズルの少なくとも溶鋼流路稼働面を、MgO含有率:60〜85mass%、カーボン含有率の換算値:15〜40mass%を満たす耐火物で構成し、前記溶鋼中のsol.Al含有率[%Al]およびトータル酸素含有率T.[ppm O]と、前記耐火物中のMgO含有率(%MgO)、Al2O3含有率(%Al2O3)およびSiO2含有率(%SiO2)とが、質量分率で下記(1)式を満足する条件で連続鋳造を行い、鋳造されたAlキルド鋼のsol.Al含有率が0.01mass%以上であることを特徴とする、Alキルド鋼の連続鋳造方法。 0≦{(%Al2O3+%SiO2)×[%Al]×T.[ppm O]}/(%MgO)<0.10 …(1)
(もっと読む)
連続鋳造用浸漬ノズル及び連続鋳造方法
【課題】旋回付与機構を使用しなくても、浸漬ノズル内から吐出する直前に浸漬ノズル内の流れを旋回させる。
【解決手段】円筒状のノズル本体1における底部1a近傍の側面1bの対向位置に2つの吐出孔2を有し、浸漬ノズル内下降流に円周方向の旋回流速を付与する旋回流付与機構を内部に有していない連続鋳造用浸漬ノズルである。吐出孔2の幅Wをノズル本体1の底部1aの内径dよりも小さくする。水平面に投影した吐出孔2の側壁2aの中心線がノズル本体1の横断面の中心を通らず、かつ水平面に投影した2つの吐出孔2をノズル本体1の横断面の中心に対して点対称に開孔する。
【効果】浸漬ノズル内に旋回流付与機構を設けなくても、吐出孔における流速分布が均一で、鋳型内流動が安定する浸漬ノズルを得ることができ、旋回流付与機構がもたらす非金属介在物による閉塞や、大がかりな電磁撹拌のような旋回流付与機構を用いる必要がない。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】ガス供給用耐火物の局所的な溶損進行を抑制でき、不活性ガスの吹込みを、周方向で均等かつ安定に行うことが可能な連続鋳造用浸漬ノズルを提供する。
【解決手段】ガス供給用耐火物で形成した溶鋼流入口11に配置されたストッパー12で、タンディッシュからの溶鋼の流量制御を行い、ガス供給用耐火物から溶鋼中へ不活性ガスを吹込みながら、溶鋼流路13の溶鋼を吐出孔部14からモールドへ注湯する連続鋳造用浸漬ノズル10であり、ストッパー12との当接位置Pよりも下方で、かつ吐出孔部14の高さ位置での溶鋼流路の内径をDとした場合、溶鋼流入口11の上端位置T1より下方への距離Hが40mm以上、(1.1×D+78)mm以下である範囲R内の稼動面17の少なくとも一部が、ガス供給用耐火物で形成され、ストッパー12との当接位置Pよりも下方で、範囲R内の稼動面17の一部に、溶損防止用耐火物18を配置した。
(もっと読む)
浸漬ノズル
【課題】注湯開始直後から、モールドへ溶鋼を所定の流量で安定して供給でき、注湯量の変動に起因した鋳造開始初期の鋳片のブレークアウトの発生が防止可能で生産性の向上を図ることができる浸漬ノズルを提供する。
【解決手段】タンディッシュ31内の溶鋼1を、ストッパロッド32により溶鋼の流量を調整して当該タンディッシュから湯溜り部へ供給するノズル部12を具備する浸漬ノズル10であって、ノズル部12の内径dmが、下記の(1)式を満たすようにした。
但し、(1)式において、dmがノズル部12の上部からの距離Zにおけるノズル部12の内径であり、Cが流量調整手段の流量係数であり、Diがノズル部12の上部における内径であり、H1が鋳造開始時におけるノズル部の上部からの溶鋼レベル(高さ)であり、Zがノズル部12の上部からの距離である。
(もっと読む)
連続鋳造用浸漬ノズル
【課題】中厚スラブの高速鋳造において、鋳型内の溶鋼流の偏流及び湯面変動を少なくして、スラブ品質及び生産性の向上が図れる連続鋳造用浸漬ノズルを提供する。
【解決手段】浸漬ノズル10は、上端に流入口12を有する円筒状の上部11aと、扁平断面とされた下部11cと、上部11aと下部11cとを繋ぐテーパー部11bとを有し、流入口12から下方に延びる流路13が内部に形成された、底部20を有する管体11からなる。下部11cの短辺側側壁18には、流路13と連通する第一の吐出孔14が底部20に近接する位置に形成され、一対の第一の吐出孔14、14間には、流路13の長辺側内壁19から内方に突出する突条部15が形成されている。底部20には、流路13と連通する一対の第二の吐出孔16、16が形成され、第一の吐出孔14と第二の吐出孔16は、短辺側側壁18に形成された鉛直方向に延在するスリット17によって連通している。
(もっと読む)
鋼の連続鋳造方法
【課題】電磁攪拌領域を広く保って、浸漬ノズル吐出流が形成する流動との干渉を解消する。
【解決手段】1対の吐出孔3aを側壁に有する浸漬ノズル3から供給した溶鋼に電磁攪拌を施して鋼を連続鋳造する方法。鋳型2長辺2aに平行な角度を0°、電磁攪拌による鋳型内循環流の回転方向を正とした場合に、流下溶鋼流に旋回を付与しない浸漬ノズルを、吐出孔側壁の平均角度が3°〜35°となるように設置する。R0=exp[−{(ω・σ1・μ1)/2}1/2z1]・exp[−{(ω・σ2・μ2)/2}1/2z2]・exp[−{(ω・σ3・μ3)/2}1/2z3]で定義する鋳型の厚み中央における電磁攪拌磁場減衰率R0が0.30以下、R1=exp[−{(ω・σ1・μ1)/2}1/2z1]・exp[−{(ω・σ2・μ2)/2}1/2z2]で定義する鋳型長辺面における電磁攪拌磁場減衰率R1が0.15以上となるように連続鋳造する。
(もっと読む)
浸漬ノズル
【課題】浸漬ノズルの吐出孔から流出する溶鋼流の減衰を抑制して、できるだけ長い距離に亘って意図した方向の流速を得ることのできる浸漬ノズルを提供すること。
【解決手段】上端に設けられた溶鋼の導入部9から溶鋼が下方に通過する上下縦方向にパイプ状の直胴部10と、この直胴部10の下部に設けられ、溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔12とを有し、各吐出孔12の内壁面が当該吐出孔12の中心軸の長手方向に平行であって、かつこの内壁面によって形成される導出部の長さが45mm以上であり、吐出孔の総断面積をS1、直胴部の吐出孔上端位置における直胴部の軸方向に直角な直胴部内孔の断面積をS2として、S1/S2の比が0.8以上1.8以下であり、吐出孔の中心軸の水平に対する角度θtが下向きで0≦θt≦20°の範囲である浸漬ノズル。
(もっと読む)
浸漬ノズル
本発明は鉄鋼業に、特に、浸漬ノズルを使用するスラブの連続鋳造に関する。
本発明の浸漬ノズルは、底部と、側面の抜け口と、
前記抜け口の排出口の上で、前記ノズルの下部に固定され、円筒形状の面によってその端部で徐々に接合する二つの平行な平面により形成される囲いと、を備え、
前記ノズルは前記囲いの中心に配置され、前記囲いの前記平行な平面と20°〜45°の範囲の鋭角をなす共通の長手軸を有する二つの同様の反対向きに設置された側面の抜け口を有する。
(もっと読む)
双ロール鋳造機
【課題】ストリップの板幅方向厚み分布のむらを抑制できる双ロール鋳造機を提供する。
【解決手段】冷却ロール1a,1b、サイド堰2a,2b、ノズルピース11a,11bを備え、このノズルピース11a,11bの一方の冷却ロール1a側の部位と他方の冷却ロール1b側の部位のそれぞれに、冷却ロール1a,1b間に溶湯5を送出し得る複数の開口13を、冷却ロール1a,1b軸線方向に並ぶように、しかも一方の冷却ロール1a側の部位と他方の冷却ロール1b側の部位とで互い違いに穿設した構成を採る。
(もっと読む)
スラブの連続鋳造装置及びその連続鋳造方法
【課題】連続鋳造用鋳型内での溶融金属の流れの乱れを抑制し、製品疵の少ない良好な品質のスラブを製造可能なスラブの連続鋳造装置及びその連続鋳造方法を提供する。
【解決手段】筒体18の両側側方に備える吐出口13の軸心を所定範囲内に設定した浸漬ノズル11と、断面矩形状の空間部23を形成する幅広の長片部材21、22に電磁撹拌装置15が設けられた連続鋳造用鋳型12を備え、浸漬ノズル11の吐出口13を介して鋳型12内に溶融金属14を供給し、電磁撹拌装置15により撹拌し凝固させながらスラブを製造する連続鋳造装置10であり、吐出口13の上端位置を電磁撹拌装置15の下端位置以下とし、各電磁撹拌装置15の下方位置には、これにより発生する磁場を調整する磁気遮蔽板16が設けられ、電磁撹拌装置15のコア24の高さ方向の厚みをhとした場合、磁気遮蔽板16と電磁撹拌装置15との間隔sをh/5以上h以下の範囲内とする。
(もっと読む)
鋼の連続鋳造方法
【課題】澱みが発生しない溶鋼流を簡易に生成することができる鋼の連続鋳造方法を提供すること。
【解決手段】鋳型10の長辺10a,10b面に平行で2孔式浸漬ノズル12の鉛直軸中心を通る基準面21に対して2孔式浸漬ノズル12の水平吐出方向22を所定角度θに傾けるとともに、前記鉛直軸を中心とした所定角度θの傾き増大方向を、電磁攪拌部11a,11bによって形成される溶鋼流20a,20bの周回方向と逆方向に設定する。
(もっと読む)
流れが比較的均一な供給ノズル及びそれを用いた連続鋳造方法
金属ストリップ鋳造方法及び装置。方法は、並置されて間にロール間隙を形成する一対の鋳造ロールを組立て、鋳造ロール間のロール間隙に沿い且つロール間隙の上方に延びて、対向側壁と端壁とを有する少なくとも1つのセグメントを備えた細長金属供給ノズルを組立て、内トラフが側壁間を長手方向に延びて側壁と内トラフとの間に通路を形成し、底部に隣接した側部出口と連通し、細長金属供給ノズルを介して、溶融金属を供給ノズルの内トラフへと流入させてから内トラフと側壁との間の通路へ更には通路から側部出口を介してほぼ横方向に鋳造溜め内へと流すよう溶融金属を導入してロール間隙上方で鋳造ロール上に支持された溶融金属の鋳造溜めを形成し、鋳造ロールを相互方向に回転させてロール間隙から下方に鋳造ストリップを送給することを含む。  (もっと読む)
(もっと読む)
浸漬ノズル
【課題】浸漬ノズルの吐出孔から流出する溶鋼流の減衰を抑制して、できるだけ長い距離に亘って意図した方向の流速を得ることのできる浸漬ノズルを提供すること。
【解決手段】上端に設けられた溶鋼の導入部9から溶鋼が下方に通過する上下縦方向にパイプ状の直胴部10と、この直胴部10の下部に設けられ、溶鋼を直胴部の側面から横方向に吐出する左右対称となる一対の吐出孔12とを有し、各吐出孔12の内壁面が、当該吐出孔12の中心軸の長手方向に平行であって、かつ45mm以上の長さを有する浸漬ノズルである。
(もっと読む)
高Al鋼の連続鋳造方法
【課題】Al含有量が0.1%以上であるような高Al鋼を連続鋳造によって製造する場合でも、凹みや鋳片の割れの発生を防止して、表面品質に優れた鋳片を製造できる連続鋳造方法を提供する。
【解決手段】所定の化学成分を有する高Al溶鋼を、モールドパウダーを用いて連続鋳造するに際して、モールドパウダーとして、T−CaO:35〜55%、SiO2:10〜30%、Al2O3:4.0%以下(0%を含まない)、MgO:0.2〜1.0%、Li2O:7〜13%、F:7〜13%、C:10.5〜14%、および不可避不純物からなり、式(4):1.6≦[T−CaO]/[SiO2]≦5、および式(5):0.2≦[Li2O]/[SiO2]≦1.1を満たすものと用いると共に、鋳型内の湯面レベル変動速度、鋳型幅方向への溶鋼の吐出角度、振幅のストローク、および所定の関係式で定められるネガティブストリップ時間tN等の条件を制御しつつ操業する。
(もっと読む)
1 - 20 / 23
[ Back to top ]