
Fターム[4E016DA19]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの構造、形状 (439) | 寸法を規定したもの (94)
Fターム[4E016DA19]に分類される特許
1 - 20 / 94
圧延機のロールギャップのゼロ点設定方法及び圧延機
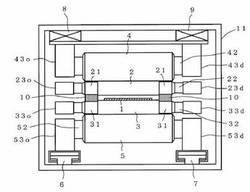
【課題】圧延機のレベリング操作でワークロールにダメージを与えない圧延機のロールギャップのゼロ点設定方法及び圧延機を提供する。
【解決手段】上下ワークロール2、3と上下バックアップロール4、5とを備え、上下ワークロール2、3で連続する材料を圧延する圧延機のロールギャップのゼロ点設定方法において、圧延開始時のロールギャップのゼロ点調整時の上下ワークロール2、3を締め込む前に、上下ワークロール2、3の両端部のロール縮径部21、31にスペーサー10を挿入してゼロ点を調整するものである。
(もっと読む)
H形鋼製造用粗圧延機

【課題】ウェブ高さが400mm〜1000mmのH形鋼を製造する際にH形断面に鋳造または圧延されたH形鋼素材の粗圧延をウェブ高さの拡大量が大きい場合でも安定して行うことのできるH形鋼製造用粗圧延機を提供する。
【解決手段】H形断面に鋳造または圧延されたH形鋼素材のフランジ内面をフランジ外面側に押し広げる上下一対のフランジ押し広げ用凸部を、上側孔型ロールと下側孔型ロールとの間に形成された孔型の中央部に有するH形鋼製造用粗圧延機において、フランジ押し広げ用凸部の周面部4aと左右側面部4b,4cとのコーナー部を連続した2つの円弧R1,R2から形成し、これらの円弧R1,R2のうち左右側面部4b,4cと繋がる第2円弧R2の曲率半径を周面部4aと繋がる第1円弧R1の曲率半径より大きい曲率半径とした。
(もっと読む)
高Cr−高Ni基合金からなる継目無管の製造方法
【課題】穿孔圧延時に溶融被れ疵の発生を防止できる高Cr−高Ni基合金継目無管の製造方法の提供。
【解決手段】質量%で、Crを20〜30%、Niを30〜50%、並びにMoおよびWの1種以上をMo+0.5Wで1.5%以上含有する継目無管を製造する際、(1)式を満足する条件でビレットを加熱して穿孔圧延する。
T≦1475.5−1.564×D/Bd−15.951×Vf−178.088×Φr−105.983×Φθ…(1)
同式中のΦr:径方向対数歪、Φθ:周方向対数歪は(2)式、(3)式で示され、各式中の記号の意味は下記の通り。
Φr=−ln(2×th/Bd)…(2)
Φθ=ln(2×(Sd−th)/Bd)…(3)
T:ビレットの加熱温度[℃]、D:ロールゴージ部の直径[mm]、Bd:ビレットの直径[mm]、Vf:ロールゴージ部での周速[m/sec]、th:中空素管の肉厚[mm]、Sd:中空素管の外径[mm]。
(もっと読む)
継目無鋼管の縮径圧延方法
【課題】高合金鋼の管材に対して倒れ込み疵の発生を有効に防止する方法を提供する。
【解決手段】3ロール圧延スタンドを複数スタンド直列配置したストレッチレデューサーを用いる継目無鋼管の縮径圧延方法であって、単スタンド当りの縮径率をYとされたスタンドに対し、エッジ逃がし量xが次式(1)を満たすロールを用いる。0.80Y−4.44≦x≦1.22Y−6.81‥‥(1)Y:単スタンド当りの縮径率(%)、x:エッジ逃がし量(mm)。
(もっと読む)
H形鋼の製造方法
【課題】断面が扁平形状のH形鋼素材から高品質のH形鋼を製造することのできるH形鋼の製造方法を提供する。
【解決手段】ドックボーン形状に造形されたH形鋼素材のウェブ部をウェブ圧下用孔型11により圧下したときのウェブの圧下量をX、ウェブ部の両側に形成されたフランジ部の幅をHとしたとき、ウェブ圧下用孔型11の内側面11aと孔型ロール6,7の周面部との間に形成された噛み出し抑制部13の幅EをE=0.10X/2〜0.20X/2に設定するとともに、噛み出し抑制部13の高さhをh≦0.35Hに設定してH形鋼素材を粗造形圧延する。
(もっと読む)
継目無鋼管の製造方法
【課題】ガイド設置、孔型形状変更の何れの手段も適用困難であったプラグミルを用いた延伸圧延において、被圧延管のねじれを大幅に軽減することができる継目無鋼管の製造方法を提供する。
【解決手段】断面が円形乃至楕円形である中空鋼管を出発素材とし、被圧延管の外面側を加工するカリバー形状が略円弧形状である一対の孔型ロール1と、内面側を加工する断面が円形状のプラグ2とを有するプラグミルにて熱間で複数パスの延伸圧延を行い、その際、各パスとその次パスとで被圧延管のカリバー底当接位置を90度ずらす圧下位置90度変更を行う、継目無鋼管の製造方法において、各パスで、式(1)を満たすように圧延を行う。Hc=2×t+Dp>2×R1…(1)Hc:カリバー底孔型高さ[mm]、t:出側目標肉厚[mm]、Dp:ロールバイト下死点におけるプラグ径[mm]、R1:カリバー底部孔半径
(もっと読む)
条鋼圧延方法
【課題】仕上げ圧延装置での条鋼材捻転の問題を解決することにより、圧延後の条鋼材において製品寸法や形状のバラツキを低減させる。
【解決手段】本発明の条鋼圧延方法は、条鋼材Wをその周方向三方から圧延するための3つの圧延ロールを有し、これら3つの圧延ロールにはロール外周面にカリバが設けられている圧延スタンドを3つ以上備えた仕上げ圧延装置6で用いられるものであり、3つ以上の圧延スタンドのうち最終段に配備された圧延スタンド13の入側で、3つの圧延ロール13a〜13cに対し条鋼材Wが3点より多い接触状態となるようにして、条鋼材Wの圧延を行う。
(もっと読む)
Niめっき特性に優れた異形断面銅合金板およびその製造方法
【課題】厚肉部と薄肉部とで均質な厚みの変動が少ないNiめっき特性を有する異形断面銅合金板及びその製造方法を提供する。
【解決手段】厚肉部と薄肉部とが幅方向に並んだ異形断面銅合金板であり、Fe;0.05〜0.15質量%、P;0.015〜0.050質量%およびZn;0.01〜0.20質量%を各々含有し、残部Cuおよび不可避的不純物からなる組成を有し、後方散乱電子回折像システム付の走査型電子顕微鏡によるEBSD法にて測定したときの前記厚肉部の測定値をT1、前記薄肉部の測定値をT2とするとき、Brass方位密度の比(T1/T2)が0.8〜2.0であり、Copper方位密度の比(T1/T2)が0.5〜1.2であり、Goss方位密度の比(T1/T2)が1.0〜2.5である。
(もっと読む)
異形棒鋼、及びその圧延方法
【課題】2本のリブを有するものよりもフープ加工時のずれ量、降伏点、引張り強さ、コンクリート付着応力が向上し、しかも、フープ加工時の縦のずれ量と横のずれ量とが殆ど差のない均一化したものとする。
【解決手段】 丸棒材の周面にはその長手方向に交差する節が丸棒材の長手方向に間隔をおいて形成されると共に、丸棒材の長手方向に連続するリブが6本形成され、6本のリブが丸棒材の断面の中心を基準にして円周方向に沿って60度毎に形成されていることを特徴とする異形棒鋼。
(もっと読む)
胴幅可変式水平ロール装置
【課題】水平ロールに大きな荷重をかけることができセンターリング装置が不要でロール軸心方向寸法の短縮化が可能な胴幅可変式水平ロール装置を提供する。
【解決手段】一方に駆動源が連結され、両側を軸受箱14、14aによって支持されたロール軸12にスプライン結合によって装着された左右の中空軸11、11aと、それに固着された左右対となる水平ロール10、10aと、ロール軸12に対して左右の中空軸11、11aの取付け位置をそれぞれ決める位置決め手段20、21aとを有する胴幅可変式水平ロール装置21において、位置決め手段20、20aは、外周側に雄ねじ28が、内周側に螺旋方向の異なる雌ねじ29が形成され、軸心方向に移動可能な中空ねじ駒13の回転を防止する回転防止手段25を有する。
(もっと読む)
絞り圧延用ロールの製造方法、及び、絞り圧延用ロール
【課題】噛み出し疵及びエッジ疵の発生を抑制できる絞り圧延用ロールの製造方法を提供する。
【解決手段】3ロール式絞り圧延機に用いられる絞り圧延用ロールを準備する。次に、絞り圧延用ロールをロール軸まわりに回転し、カリバ部とフランジ部との隣接部分に形成される稜部52を切削して稜部52に丸みをもたせる。稜部52に丸みをもたせる工程では、稜部52の頂上を中心としたロール軸方向に3.0mmの範囲の稜部領域RA52において、0.5mmピッチで測定された曲率半径の平均を2.5mm〜3.0mmとし、かつ、曲率半径の最大値と最小値との差分を1.0mm以下にする。
(もっと読む)
線材の圧延方法および圧延装置
【課題】ガイドロールのような補助装置を用いることなく、線径4mm以下の細線を倒れや断線を生じることなく圧延可能な線材の圧延方法および圧延装置を提供する。
【解決手段】溝付き2方ロールを複数用いた線材の圧延方法である。溝がロール接触面と平行な底部1と、底部1に対して40〜50°の傾斜角を有する肩部2とからなり、底部1の幅をw、溝の深さをdとしたとき、w/dが0.85〜0.90であり、かつ、第1の溝付き2方ロールによる圧延の減面率は4〜10%であり、第2の溝付き2方ロール以降の溝付き2方ロールによる圧延の減面率が20%以下である。
(もっと読む)
表面に凹凸模様を有する鋼板の製造方法
【課題】意匠性や滑り止めなどの機能性が要求される凹凸模様鋼板を多段圧延によって製造するにあたり、凹凸模様形状によらずワークロールの耐久性を落とすことなく、低コストでの凹凸模様鋼板の工業生産を可能とする方法を提案する。
【解決手段】表面に凹凸部を有したワークロールを用いた多段圧延機で圧延して金属帯板表面に凹凸模様を形成する際、胴長方向の一部を小径化した部位に凹凸部を有するロールを少なくとも一方のワークロールとして用いた多段圧延機で圧延する。
ワークロールとしては、ロールの胴長方向の両側部を残し中央部のみ小径化したロールを用いることが好ましい。
(もっと読む)
高強度管の製造方法
【課題】孔型ロールを用いて高強度の素管を高加工度で冷間圧延するピルガー圧延において、孔型ロールの工具寿命を長寿命化することが可能な高強度管の製造方法を提供する。
【解決手段】1対の孔型ロールと、その孔型ロールの間にマンドレルを備えたピルガー圧延により、引張降伏応力が700MPa以上の素管を、断面減少率が70%以上で冷間圧延する高強度管の製造方法であって、HRCで57〜61の硬度を有する低合金高速度鋼からなる孔型ロールを用いることを特徴とする。低合金高速度鋼は、質量%で、C:0.50〜0.75%、Si:0.02〜2.00%、Mn:0.1〜3.0%、P:0.05%以下、S:0.01%以下、Cr:5.0〜6.0%、Mo:1.5〜4.0%、W:0.5〜2.0%、V:0.70〜1.25%およびAl:0.1%以下を含有し、残部がFeおよび不純物からなる化学組成を有するのが好ましい。
(もっと読む)
圧延機および圧延方法
【課題】軸方向位置において上下で互いに補完し合うS字形状のロールクラウンを有し、互いに逆向きに軸方向に移動させてロールギャップの修正を行うことができる一対のワークロールを備える4重式圧延機の圧延において、狭幅材の圧延においては高いクラウン制御能力を保つことができ、広幅材の圧延においては逆クラウンを防止し、安定な通板が可能となる圧延機および該圧延機を使用した圧延方法を提供する。
【解決手段】一対のワークロールのロールクラウンが4次以上の高次関数で規定されるS字形状であると共に、該上下一対のワークロールの軸方向への移動量が0である時のロールギャップ形状が、ロール端部においてロールギャップが最大かつ該ギャップの変化率(勾配)がほぼ0となるようにロールクラウンを形成する。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分には凸状の段差部を有さず、少なくとも中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分にH形鋼最終製品のウェブに付与する板厚差の1/2以上の高さの凸状段差部を有することを特徴とするものである。
(もっと読む)
異形断面銅合金条の製造方法
【課題】材料ロスにより歩留まりを低下させることがなく、設備費の増大等を招くことがなく、仕上げ圧延工程を必要とせず、厚み方向の異形断面条の寸法精度を±0.005mm以下に成形する。
【解決手段】段付きロール1と平ロール2との間で平板状銅材を圧延するに際し、平板状銅合金板の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により、厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工を施し、当該厚肉部7の厚さをTとするとき、厚肉部7の端縁部を押圧加工して形成される端縁溝部により残る厚さT1が、T1=0.3×T〜0.9×Tの範囲に設定され、厚肉部7に隣接する薄肉部6の厚さT2が、T2=0.20×T〜0.85×Tの範囲に設定され、端縁溝部を有する厚肉部7の側面と半径方向に沿う垂線とのなす角度θが、θ=0〜60°の範囲に設定されている。
(もっと読む)
H形鋼の圧延設備および圧延方法
【課題】ウェブ両端部に板厚増厚部を有するH形鋼を圧延にて製造するH形鋼の圧延設備および圧延方法を提供する。
【解決手段】本発明に係るH形鋼の圧延設備1は、粗造形圧延機2と、少なくとも一つ以上の中間ユニバーサル圧延機3を有する中間圧延機群と、仕上ユニバーサル圧延機5とを備え、粗造形圧延機2の上下ロール21a、21bのウェブ圧延部分の幅中央部、中間ユニバーサル圧延機3の上下水平ロール31a、31bの幅中央部分、及び仕上ユニバーサル圧延機5の上下水平ロール51a、51bの幅中央部分に凸状段差部を有することを特徴とするものである。
(もっと読む)
異形断面条の製造方法及びその製造方法により製造されたLEDチップ搭載用異形断面条
【課題】材料ロスにより歩留まり低下させることがなく、設備費の増大等を招くことがなく、ハーフエッチング或いはプレス加工等の加工に頼ることなしに、LEDチップ等がチップオンボードできる薄型で寸法精度の良好な異形断面条を提供する。
【解決手段】複数の大径部3と小径部4とが交互に並んだ段付きロール1と、段付きロール1と平行に配置した平ロール2との間で平板状素材5を圧延するに際し、平板状素材5の幅方向の両端部に、段付きロール1の小径部4により厚肉部7を形成しつつ、小径部4から突出する凸条部12により厚肉部7の端縁部の少なくとも一部を幅方向の内方に向けて押圧加工し、厚肉部の端縁部を押圧加工して形成される端縁溝部により残る厚さが、厚肉部の厚さをTとするとき、0.3×T〜0.95×Tの範囲内に設定され、薄肉部の厚さが0.20mm以下、寸法精度が±0.010mm以下とする。
(もっと読む)
アッセルミルロール
【課題】中空素管の必要な肉厚圧下量を確保しつつ偏肉の発生を抑制しうるアッセルミルロールの提供。
【解決手段】段部であるハンプ部6を介して、小径の第一周面7と大径の第二周面8とが形成されたアッセルミルロール1であって、その中心軸を含む面による縦断面において、第一周面7とハンプ部6とが、第一曲率半径R1を有する第一円弧9で連結されており、ハンプ部6と第二周面8とが、第二曲率半径R2を有する第二円弧10で連結されており、上記第一曲率半径R1が、6.5mmを超えて9.0mm未満の範囲から選択され、上記第二曲率半径R2が、上記第一曲率半径R1の1.66倍以上で1.76倍以下の範囲から選択される。
(もっと読む)
1 - 20 / 94
[ Back to top ]