
Fターム[4E016EA22]の内容
圧延ロール、圧延スタンド、圧延機の駆動 (1,476) | 圧延ロールの材料 (261) | 胴部、軸芯、アーバー (72) | 鋼 (34)
Fターム[4E016EA22]に分類される特許
1 - 20 / 34
製鉄設備用ロールの製造方法
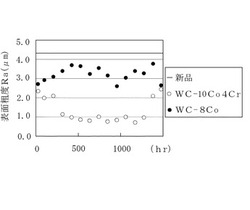
【課題】耐摩耗性や靭性に優れる他、皮膜の長寿命化に優れる製鉄設備用ロールを提供する。
【解決手段】ロール表面に、4〜10質量%のCoと残部WCからなるWC−Coサーメット溶射材料を溶射して製鉄設備用ロールを製造する際に、η相の含有率が10質量%以下であるWC−Co溶射材料を、フレーム温度を3000℃以下としかつ、粒子速度を300m/s以上とする高速フレーム溶射法によってWC−Co溶射皮膜を被覆成形するロールの製造方法。
(もっと読む)
圧延用複合ロール及びその製造方法

【課題】駆動機構に連繋される駆動軸側の強度を高め、圧延機により受ける曲げ応力、ねじり応力に対処することのできる圧延用複合ロールを提供する。
【解決手段】外層30と、該外層が周面に形成される胴部22と、該胴部の回転軸方向の一端に駆動機構に連繋される駆動軸24、他端に非駆動側機構に連繋される従動軸26が突設された軸芯20と、を具える圧延用複合ロールにおいて、前記軸芯は、駆動軸が従動軸よりも引張強度を50MPa以上高くした。
(もっと読む)
使用済圧延用複合ロールの再生方法及びこの方法によって製造された再生複合ロール
【課題】短工期でかつ安価に行える使用済圧延用複合ロールの再生方法を提供する。
【解決手段】鋼系材料からなる芯材11を有し、連続鋳掛け法によって胴部15に硬質の第1の鉄系外層材13が形成された使用済圧延用複合ロール14の再生方法であって、胴部15の表面を機械加工して素地を露出させ、その周囲に、質量%で、C:0.5〜3.0%、Si:0.2〜2.0%、Mn:0.2〜2.0%、V:0.5〜10.0%、Cr:3.0〜10.0%を含有し、更にMo:2.0〜10.0%及びW:2.0〜10.0%のいずれか一方又は双方を有し、残部がFe及び不可避的不純物からなる第2の鉄系外層材16を、連続鋳掛け法を用いて形成し、再生複合ロール10を製造する。
(もっと読む)
圧延機の胴幅可変ロールおよびロール胴幅可変方法
【課題】ロール胴幅の調整範囲が広く、構造もシンプルで剛性の高い胴幅可変ロールを提供する
【解決手段】左右対の竪ロールと、回転するアーバーの胴部にスリーブロールを嵌合させた上下対の水平ロールと、を有する圧延機の前記水平ロールにおいて、前記アーバーを内部から加熱して熱膨張させる加熱装置を有し、前記アーバーの胴部の外径とスリーブロールの内径を、前記熱膨張させる前のアーバーの胴部に対してはスリーブロールを軸方向に移動させることができ、前記熱膨張をさせたときにアーバーの胴部が膨着してスリーブロールが固定される寸法とし、前記熱膨張させる前のアーバーの胴部にスリーブロールを非固定で嵌合させた構成とする。
(もっと読む)
圧延ロール及び鋼帯の圧延方法
【課題】サーマルクラウンの成長が抑制され、且つサーマルクラウンプロフィル変化を大幅に緩和することが可能な圧延ロールを提供する。
【解決手段】外層1、中間層2及び軸材3で構成される圧延ロールであって、外層1を構成する材料と中間層2を構成する材料の熱伝導率が、軸材3を構成する材料の熱伝導率よりも大きいことを特徴とする。温度上昇の大きい外層1と中間層2において被圧延材からの入熱をロール軸方向に積極的かつ効率的に拡散させ、外層1と中間層2の熱膨張量の絶対値とロール軸方向での急峻なサーマルクラウンプロフィル変化を抑制することができる。
(もっと読む)
圧延機及びそれを備えたタンデム圧延機
【課題】硬質材及び薄板材圧延のため、より小径の作業ロールを使用可能とし、高い生産性や高い製品品質の帯板を得ることができる圧延機及びそれを備えたタンデム圧延機を提供する。
【解決手段】帯板1を圧延する上下1対の作業ロール2と、この上下1対の作業ロール2を支持する各々上下1対の中間ロール3と、この上下1対の中間ロール3を支持する各々上下1対の補強ロール4から成り、前記作業ロールの圧延可能な板幅内,外に支持ロールを有しない6段式の圧延機や中間ロールの無い4段式の圧延機において、前記作業ロールが駆動されると共に、同作業ロールは、小径で超硬合金やセラミックス等の高い縦弾性係数の材質を使用した。
(もっと読む)
冷間圧延用鍛鋼ロールの製造方法
【課題】ロール製造時におけるロール割れ破壊や、ロール使用時におけるロール割損を防止でき、耐割れ性に優れた冷間圧延用鍛鋼ロールを製造することができる冷間圧延用鍛鋼ロールの製造方法を提供する。
【解決手段】冷間圧延用鍛鋼ロールを製造する方法において、造塊、鍛造、球状化焼鈍処理、調質処理及び機械加工の各工程をこの順に経て、焼入れ時の形状に加工されたロールを作製し、前記ロールの胴部に、誘導加熱により急速加熱した後に水で急冷する焼入れ処理を施すに先立ち、加熱炉にて前記ロール全体を予熱するに際し、予熱温度を375℃以上425℃以下とする。
(もっと読む)
熱間圧延機用ワークロールとその製造方法
【課題】本発明は、金属板の熱間圧延、とりわけ薄鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と圧延後の金属板や薄鋼板の形状品質の向上を可能とする熱間圧延機用ワークロールおよびその製造方法を提供する。
【解決手段】ワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、バレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状体を形成し、該円柱状体の外周に外層が形成されている。製造方法は連続鋳掛方法を採用することができる。
(もっと読む)
熱間仕上圧延機用ワークロール、熱間仕上圧延機列と圧延方法
【課題】本発明は、熱延鋼板の熱間仕上圧延において、ワークロールに発生するサーマルクラウンを抑えて、そのことにより、通板性が良好で安定した圧延と鋼板の形状品質の向上を可能とする熱間仕上圧延機用ワークロール、該ロールを組み込んだ複数の熱間仕上圧延機からなる圧延機列および該圧延機列による圧延方法を提供する。
【解決手段】仕上げ圧延機に組み込むワークロールは、炭素鋼製または合金鋼製の軸材、Fe−Ni合金製の中間層およびハイス系材料製の外層からなる複合ロールであり、ワークロールバレル部において、軸材はロール胴長方向の中央部の外周に凹部を有し、中間層は該凹部に形成されて、軸材と中間層とで円柱状をなしており、かつ中間層は胴長方向断面が台形状に形成されている。
(もっと読む)
靭性に優れた鍛鋼製冷間圧延ロール
【課題】高価なマイクロアロイ等の元素を使用したり、特殊な製法等を採用したりすることがなくても、優れた靭性を確保することができ、高負荷環境時でも圧延時に割れが発生することがない靭性に優れた鍛鋼製冷間圧延ロールを提供することを課題とする。
【解決手段】質量%で、C:0.6〜1.2%、Si:0.4〜0.8%、Mn:0.4〜1.0%、Ni:0.4〜1.0%、Cr:3.0〜6.0%、Mo:0.2〜0.5%、を含有し、残部がFe及び不可避的不純物からなる鍛鋼製冷間圧延ロールであって、表層部の金属組織に分散した炭化物の平均粒径が1μm以下且つ、分散した炭化物の面積分率が5〜30%である。
(もっと読む)
駆動シャフト及びローラリングを備えるローラ並びにこのようなローラを組立てる方法
一方では一定の外径と一定の長さとを有する円筒形の外表面(6)を有する駆動シャフト(1)と、他方ではより短いローラリング(2)とを具備するタイプのローラであって、ローラリングが、硬い材料から作成される外部リング(4)と、外部リングと同軸であると共により延性のある材料から作成される内部リング(3)とを含み、内部リングが、一定の内径を有する円筒形の内面を含み、かつ一方では冶金的なやり方で外部リングに永続的に結合され、他方では、駆動シャフトから外部リングにトルクを伝達するために、駆動シャフトと回転方向に固く接続されるローラに関する。本発明によれば、駆動シャフトとローラリングとの間における、回転方向に固い結合作用は、締りばめ接合のみからなり、この締りばめ接合は、駆動シャフトの外表面と内部リングの内面との間で行われ、駆動シャフトの外径の少なくとも0.01%の締めしろを有する。  (もっと読む)
(もっと読む)
金属シート成形用ロールおよび金属シートの成形方法
【課題】金属の塑性変形を利用して金属シート表面に凸部を成形できる金属シート成形用ロールおよびそれを用いる金属シートの成形方法を提供することである。
【解決手段】 同一の軸線を有する第1胴部10、第2胴部11、12および軸部13、14を含み、第1胴部10を、その表面に複数の凹部が形成されるロール部材とし、第2胴部11、12を、第1胴部10の軸線方向の両端面20a、20bから第1胴部10に離反する方向に延び、その径が第1胴部10の軸線方向端部の径よりも小さいロール部材とし、軸部13、14を、第2胴部11、12の軸線方向の端面21a、21bから第1胴部10に離反する方向に延び、その径が第2胴部11、12の径よりも小さいロール部材とし、第1胴部10と第2胴部との間に段差がある金属シート成形用ロールを用いて金属シートを加圧成形する。
(もっと読む)
圧延ロール及び圧延機
【課題】圧延リングと台金からなる圧延ロールにおいて、外周側に位置する圧延リングに作用する引張応力を低減させて、クラックの発生を防ぐことができる圧延ロールを提供する。
【解決手段】外周面11aに被加工物を圧延成形するための圧延部13が形成された超硬合金よりなる圧延リング11と、圧延リング11の内周に配設されるリング状の台金12とからなる圧延ロール10において、圧延リング11と台金12の互いに対向する内外周面14を、該内外周面14の中心軸線Lに対する径方向に締め代をもって圧着させるとともに、接着剤Mによって接着させる。
(もっと読む)
超硬合金ワークロールを用いた熱間圧延方法及び連続熱間圧延方法
【課題】被圧延材の穴あきによる品質不良と、被圧延材の穴あきに起因した破断に伴う熱間圧延ラインの操業の停止と、を抑制、防止、撲滅する。
【解決手段】超硬合金製スリーブ外層191を有する超硬合金ロールをワークロール19に用い、且つ、該ワークロール19と被圧延材8の間に潤滑剤を供給する。仕上圧延機18中、被圧延材8の出側板厚が10mm以下になる圧延機以降に、超硬合金製スリーブ外層191を有する超硬合金ロールをワークロール19に用い、且つ、該ワークロール19と被圧延材8の間に潤滑剤を供給することができる。更に、合成エステルを10体積%以上含有する潤滑剤を、25〜300cc/分/mの割合で超硬合金ロールの表層に向け供給することができる。
(もっと読む)
圧延ロール
【課題】 外層の靭性を具備しつつ硬さを大幅に向上させることで耐摩耗性を向上させるとともに、さらに高温硬さを従来技術と異なる技術的手段で向上させることで、優れた耐摩耗性、耐肌荒れ性、耐凹み疵性を発揮する圧延ロールを提供する。
【解決手段】 圧延ロール用外層が面積率でMC炭化物が20〜60%分散した組織を有し、室温における基地のビッカース硬さがHv 550〜900、かつ室温における外層のビッカース硬さがHv1000を超えることを特徴とする。
(もっと読む)
圧延用複合ロール
【課題】優れた耐摩耗性および耐熱亀裂性を兼備するとともに、外層と内層とが健全に溶着された圧延用複合ロールの提供。
【解決手段】遠心力鋳造されてなる圧延用複合ロールであって、その外層は円相当直径で10μmを超える粒状炭化物が面積率で20%を超え60%以下、非粒状炭化物が面積率で3%以下である組織と、基地の硬さがビッカース硬さでHv550を超えHv900以下である外層イと、外層イの内面に金属接合された内層ハを有し、外層イと内層ハとの間の引張強度が400MPa以上である。
(もっと読む)
圧延用複合ロール
【課題】 従来の圧延ロールにおける問題点を解消し、優れた耐摩耗性、耐肌荒れ性及び耐焼付き性を兼備するとともに、外層と内層が健全に溶着された圧延用複合ロールの提供。
【解決手段】 ビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%分散した組織であって、該組織における円相当直径が15μm以上のMC炭化物を含まない領域が内接円直径で150μmを超えない外層イと、片状黒鉛鋳鉄、球状黒鉛鋳鉄、黒鉛鋼および鋳鋼のいずれかからなる内層ハと、前記外層イと内層ハとの間に中間層ニを有し、外層イと中間層ニとの間の引張強度が400MPa以上であることを特徴とする。
(もっと読む)
圧延用複合ロール
【課題】格段に耐摩耗性に優れるとともに、外層と内層とが健全に溶着された圧延用複合ロールの提供を目的とする。
【解決手段】化学成分が質量%で、C:4.5%を超え9.0%以下、Si:0.1%を超え3.5%以下、Mn:0.1%を超え3.5%以下、V:18.0%を超え40.0%以下を含有し残部Feおよび不可避的不純物元素からなる外層イと、片状黒鉛鋳鉄、球状黒鉛鋳鉄、黒鉛鋼および鋳鋼のいずれかからなる内層ハと、外層イと内層ハとの間に中間層ニを有し、外層イと中間層ニとの間の引張強度が400MPa以上である。
(もっと読む)
圧延用複合ロール
【課題】 従来の圧延ロールにおける問題点を解消し、優れた耐摩耗性、耐肌荒れ性及び耐焼付き性を兼備するとともに、外層と内層が健全に溶着された圧延用複合ロールの提供を目的とする。
【解決手段】 ビッカース硬さがHv550〜900の基地に、面積率でMC炭化物が20〜60%分散した組織であって、該組織における円相当直径が15μm以上のMC炭化物を含まない領域が内接円直径で150μmを超えない外層と、前記外層の内面に金属接合された内層を有し、外層と内層との間の引張強度が400MPa以上であることを特徴とする。
(もっと読む)
圧延用複合ロール
【課題】従来の遠心力鋳造製ハイス系外層材における問題点を解消し、格段に耐摩耗性に優れるとともに、外層と内層とが健全に溶着された圧延用複合ロールの提供。
【解決手段】化学成分が質量%で、C:4.5%を超え9.0%以下、Si:0.1%を超え3.5%以下、Mn:0.1%を超え3.5%以下、V:18.0%を超え40.0%以下を含有し残部Feおよび不可避的不純物元素からなる外層イと、前記外層イの内面に金属接合された内層ハを有し、外層イと内層ハとの間の引張強度が400MPa以上であることを特徴とする。
(もっと読む)
1 - 20 / 34
[ Back to top ]