
Fターム[4E024BB20]の内容
Fターム[4E024BB20]に分類される特許
1 - 20 / 53
圧延材搬送方法および圧延装置
【課題】圧延材に対する圧延の時間を短縮することができる圧延材搬送方法および圧延装置を提供すること。
【解決手段】1パス目でスラブが圧延された後、尾端が尾端停止位置に位置して停止する。制御部7によって、粗圧延ミル3のAPCの動作中に、粗圧延ミル3の圧上位置APCの現在値と圧上位置APCの目標値との差がd1以下(見込み圧上APC完了)、かつ、粗圧延ミル3の圧下位置APCの現在値と圧下位置APCの目標値との差がd2以下(見込み圧下APC完了)になったことが検知された時点で、スラブ2の搬送を開始する。粗圧延ミル3のAPCの完了が検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を加速制御する。他方、粗圧延ミル3のAPCが未完了と検知されると、制御部7により後面テーブルローラ6が制御されてスラブ2を停止制御する。
(もっと読む)
厚板のロット編成方法およびロット編成装置

【課題】複数の厚板注文全体の圧延能率や歩留が低下することを抑制すること。
【解決手段】ロット編成部4aが、複数の製鉄所で製造可能な複数の厚板注文を全て製造すると仮定した場合のロット編成を製鉄所毎に作成する。ロット編成分配部4bが、各厚板注文の注文枚数に関する情報と各製鉄所の生産能力上限および製造コストに関する情報とに基づいて、ロット編成部4aによって作成された各製鉄所のロット編成を複数の製鉄所間に分配する。これにより、同一のロットに編成すれば効率的に処理できた厚板注文が他の製鉄所に振り分けられることが抑制され、複数の厚板注文全体の圧延能率や歩留が低下することを抑制できる。
(もっと読む)
冷間圧延機のチャタリング検出方法及びチャタリング検出装置
【課題】圧延状態に起因して発生するチャタリングの振動のみを適切に検出し得る冷間圧延機のチャタリング検出方法及びチャタリング検出装置を提供する。
【解決手段】冷間圧延機において圧延中に発生するミル振動のうち、ある時点(監視タイミング)でミル振動をFFT変換した周波数波形と、それ以前(比較タイミング)でミル振動をFFT変換した周波数波形とを比較し、比較タイミングでの周波数波形に対する監視タイミングでの周波数波形の形状変化量が所定の判別値より大きいと判定したとき、当該監視タイミングにおけるミル振動を圧延状態(スリップ、スティック)に起因して発生するチャタリングの振動として検出する。
(もっと読む)
制御装置、制御方法及び制御プログラム
【課題】簡易な装置構成で、適正なピックアップ量を設定する。
【解決手段】搬送テーブル10aから粗圧延機107へ圧延材200が入射する角度を入射角として、圧延材200に反り及び噛み込み不良が発生しないような入射角と、粗圧延機107が圧延するための圧延条件とを関連づけて、入射角情報として記憶する入射角情報記憶部13と、初期サイズ及び目標サイズに基づいて、圧延条件を計算する圧延条件計算部12と、計算された圧延条件と、記憶された入射角情報とに基づいて、幾何学的および力学的関係からピックアップ量を計算するピックアップ量計算部14と、ピックアップ量計算部14により計算されたピックアップ量になるように、ピックアップ量変更部9を制御するピックアップ量変更制御部16とを備える。
(もっと読む)
熱延鋼板の冷却方法
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
薄鋼板及び厚鋼板の熱間圧延における形状測定方法、並びに、薄鋼板及び厚鋼板の熱間圧延方法
【課題】熱薄鋼板、厚鋼板の圧延終了直後の板波形状を精度よく測定し、その結果をもとに圧延機によって板波形状を自在に作り込む熱薄、厚鋼板の製造方法を提供することを目的とする。
【解決手段】熱薄鋼板、厚鋼板の圧延終了後の板波形状を、幾何学的値として圧延機出側で板通板方向及び板幅方向位置と高さ方向変位の測定し、形状特徴量としてプロフィール、急峻度、伸び歪差を求める測定方法において、測定した形状特徴量に加え、測定時に鋼板に内在する残留歪を求めて、形状特徴量と重ね合わせをして圧延機から付与された真の形状特徴量として計測する。
(もっと読む)
間ピッチ制御方法、熱間圧延装置、および熱間圧延方法
【課題】被圧延材の加熱炉からの抽出タイミングが遅れた場合、該被圧延材を最適な間ピッチに近づけることのできる間ピッチ制御方法を提供する。
【解決手段】複数の加熱炉と、該加熱炉から抽出した被圧延材を搬送する搬送テーブルと、を備えた熱間圧延ラインで間ピッチを調整する方法であって、搬送テーブルは搬送速度が変更可能であり、熱間圧延ライン内で先行被圧延材の後端と後行被圧延材の先端とが衝突しないように予め間ピッチを時間又は距離で計画して被圧延材の加熱炉からの抽出時間を決定し、通常のときは、搬送テーブルが搬送可能な上限速度より低い設定速度で被圧延材を搬送する条件により抽出時間が決定され、被圧延材の抽出時間が決定された時間より遅れたときは、被圧延材を通常のときより速い速度で搬送テーブルを作動させて被圧延材を搬送することにより遅れを取り戻すものとする。
(もっと読む)
制御装置及び制御方法
【課題】一方の測定器から他方の測定器へ切り替えられた場合においても、測定値を突然変化させることなく熱間圧延装置の制御を適切に継続する。
【解決手段】第1のプロセス値として測定するマルチゲージ123(第1の測定部)と、第2のプロセス値として測定する平坦度計127(第2の測定部)と、マルチゲージ123(第1の測定部)の異常を検出する異常検出部12と、プロセス情報を記憶するプロセス情報記憶部2と、第2のプロセス値を補正するための学習項Zを算出する学習項算出部13と、学習項Zを記憶する学習項記憶部3と、補正板幅値(補正プロセス値)を生成する補正部14と、異常が検出された時点以前における第1のプロセス値と、異常が検出された時点以降における補正板幅値(補正プロセス値)とを選択する選択部15と、選択されたプロセス値及び補正プロセス値に基づいて、圧延ラインの制御を行う機器制御部16とを備える。
(もっと読む)
熱間圧延ラインの制御装置
【課題】目標の圧延所要時間を実現し、且つ、エネルギー消費量を抑制できる熱間圧延ラインの制御装置を提供する。
【解決手段】冷却スプレーの流量及び圧延速度の速度パターンを計算する初期スケジュール計算装置と、冷却スプレーの流量を修正し、冷却スプレーの流量の修正のみでは仕上ミル出側温度を対象被圧延材の全長に亘って目標値にできない場合、及び速度パターンに関する速度変更率を入力した場合に、速度パターンを修正するスケジュール修正装置と、速度パターンを用いて対象被圧延材の圧延所要時間を算出する圧延時間予測算出装置と、圧延所要時間が目標圧延時間以内であるように算出した速度変更率をスケジュール修正装置に出力する圧延時間調整装置と、速度パターンを用いて計算した圧延パワーを時間積分して得られるエネルギー消費量が最小となるように計算された速度変更率をスケジュール修正装置に出力するエネルギー消費量調整装置とを備える。
(もっと読む)
通板異常検出装置及び通板異常検出方法
【課題】信頼性の高い粗圧延機での通板異常検出を行うことができる通板異常検出装置および通板異常検出方法を提供する。
【解決手段】熱間圧延ラインの粗圧延機5における粗圧延スタンドR2の圧延荷重をロードセルによって測定し、圧延荷重の時間変化量ΔPに基づいて粗圧延スタンドR2における出側材料詰まりを検出する。このとき、材料詰まりが起きた場合、圧延荷重が急増又は急減することを考慮して、圧延荷重の時間変化量ΔPが許容範囲外であるとき、材料詰まりが発生していると判断する。そして、材料詰まりが発生していると判断したら、熱間圧延ラインの操業を非常停止する。
(もっと読む)
省エネ運転支援システム
【課題】冷間タンデム圧延機や冷間シングル圧延機において、電機品を機器効率が高い負荷で運転させるようなパススケジュール設定を行うことにより、設備の省エネ運転を実現することができる省エネ運転支援システムを提供する。
【解決手段】設定計算装置7には、モータ3の効率、ドライブ装置4の効率、トランス5の効率に基づいて得られた圧延機2の最大効率が、記憶手段12に記憶されている。設定計算手段8によって圧延機2に対する負荷配分及びライン速度の設定計算が行われると、効率演算手段10は、設定計算手段8が計算した負荷配分で圧延を行った時の圧延機2の効率を演算する。そして、修正手段13は、記憶手段12に記憶された最大効率と効率演算手段10によって演算された効率との差が小さくなるように、設定計算手段8が計算したライン速度を修正する。
(もっと読む)
板状製品の取り合わせ方法及び取り合わせ装置
【課題】多くの時間を要することなく中間製品の幅方向に配列する複数種の板状製品の組み合わせパターンを決定すること。
【解決手段】演算部105が、原板コイルの幅寸法及び長さ寸法に関する原板コイルデータと原板コイルから切り出す板状製品の幅寸法及び長さ寸法に関する注文データとを用いて、原板コイルの幅寸法と板状製品の幅寸法の総計との差分値が許容値以下となる、原板コイルの幅方向に配列された板状製品の組み合わせパターンを作成し、作成された板状製品の組み合わせパターンを原板コイルから切り出すために必要な原板コイルの長手方向の長さを算出し、作成された板状製品の組み合わせパターンと算出された原板コイルの長手方向の長さとを表示出力する。
(もっと読む)
圧延プラントの監視装置,圧延プラントの監視システムおよび圧延プラントの監視方法
【課題】圧延プラントに対して映像データと映像情報を用いた監視や操業解析,品質不良解析を、遠隔から高応答に行う。
【解決手段】圧延プラントのある監視サーバ側に、蓄積している映像データと映像データから特定のコイルを解析するのに過不足のないデータをコイル名に対応付けて抽出するコイルデータパック手段と、コイル単位にパックされたデータを蓄積するコイルデータ蓄積手段を備えた。また遠隔地にある監視端末側に、監視サーバのコイルデータ蓄積手段からデータをコイル単位で選択して取り込むことのできるコイルデータ取得手段と、取り込んだコイルの中から解析対象となるコイルを選択するコイル抽出手段,映像データと映像情報を同期して再生する同期再生手段を備えた。
(もっと読む)
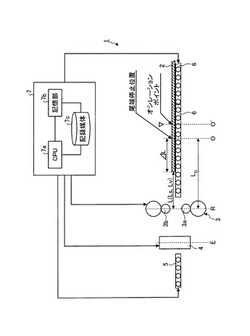
ホットランテーブルでのストリップトラッキング装置およびトラッキング方法
【課題】短尺ストリップをホットランテーブルに通板する場合に生じる位置情報の誤差を低減し、またコイラー直前のピンチロールでのスリップにより発生するストリップ情報の誤差を解消することのできるホットランテーブルでのストリップトラッキング技術を提供する。
【解決手段】熱間仕上圧延ラインのホットランテーブル12上に冷却設備15を備えた圧延ラインにおけるホットランテーブルのトラッキング装置において、熱間仕上圧延ラインの最終スタンドF7とコイラー13との間に、通板される可能性のあるストリップのうちの最短のものの長さよりも短い間隔で、通板方向に沿って設置された複数の非接触式板速度計1〜Nを設置し、複数の板速度計1〜Nのうち、新たにストリップの通板を検知した板速度計から出力される板速信号を適宜切り替えて入力し、冷却設備16等をトラッキング制御するホットランテーブルでのストリップトラッキング装置。
(もっと読む)
熱延コイルの製造方法
【課題】熱間仕上げ圧延されて巻き取られた熱延コイルのコイル潰れの発生を、生産性を低下させることなく効果的に防止する熱延コイルの製造方法を提供すること。
【解決手段】熱間仕上げ圧延工程で圧延された圧延材を巻き取って熱延コイルとする圧延材巻き取り工程において、該圧延材の巻き取り温度を、該圧延材の先端部から、圧延長さに応じて下降させ、熱延コイルの内径部分から外径部分に渡り、巻き取り後の変態による体積膨張率を均一にあるいは内径部分を高めに制御する。
(もっと読む)
熱間圧延ラインにおける圧延ピッチ制御方法
【課題】仕上圧延機に入るスラブの間隔が開かないようにしつつ、歩留落ちや材質異常を引き起こさずに生産性を向上させる。
【解決手段】加熱炉1、幅圧下装置2、粗圧延機3、仕上圧延機4、の各設備によりスラブの加熱および圧延をする際に、各設備のネックピッチの最大値よりも常に早くスラブを抽出する熱間圧延ラインの圧延ピッチ制御。粗圧延上流スタンドR2手前と粗圧延下流スタンドR3手前にスラブの待機ポイントを設け、上流スタンドR2手前の待機ポイントに到達した当該スラブの位置と、圧延中または搬送中の先行スラブの位置から、当該スラブの粗圧延工程での必要待機時間を算出し、粗圧延機出側のスラブ温度の予測値と当該スラブに必要な目標温度との差に基づいて、必要待機時間を、下流スタンド手前の待機時間と上流スタンド手前の待機時間とに分配して前記スラブを各待機ポイントで待機させることにより、スラブの温度を目標温度に制御する。
(もっと読む)
作業スケジュール作成装置
【課題】スラブのバッチ熱処理スケジュールを作成する際、納期の評価指標を組入れる。
【解決手段】処理温度が異なる多種類のスラブを同じ温度同士で纏めてバッチ熱処理するスケジュールを立案するにあたって、先ずバッチ処理数決定部41が、各温度で要求されたスラブの注文量と一度に処理可能な数量とから必要なバッチ処理数を決定する。次に、バッチ処理順序候補作成部42が、各温度でのバッチ処理数を、制約条件である温度パターン(=エネルギー=コスト)に従って処理順序を割振った候補を1または複数通り作成する。一方、注文優先度計算部43が、納期に基づき、各注文を各バッチへ組込む際に、その優先度をそれぞれ計算する。そして、最終的にバッチ処理順序決定部44が、前記の優先度に従い、前記の候補にそれぞれ注文を割当て、前記の優先度順に最も近い処理順序が得られるバッチ処理順序を採用する。こうして、コストと納期とを両方考慮する。
(もっと読む)
テーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法
【課題】最終製品に合わせた鋼板の切断が可能なテーパ鋼板の勾配変更点の探索方法及びテーパ鋼板の製造方法を提供する。
【解決手段】テーパ鋼板の長手方向のn箇所で板厚を測定する工程と、任意の2つの板厚測定箇所における板厚差を算出する工程と、板厚差及び上記任意の2つの板厚測定箇所間の距離を用いてテーパ度を算出する工程と、算出されたテーパ度が基準値以上であるか否かを判断する工程と、x個のテーパ度のうち、すべてのテーパ度が基準値以上であるか否かを判断するテーパ数判断工程とを有し、テーパ数判断工程で肯定判断された場合、x個のテーパ度の最初のテーパ度と対応する最初の板厚測定箇所をテーパ鋼板の勾配変更点として決定するテーパ鋼板の勾配変更点の探索方法、及び、該方法で決定された勾配変更点を基準にテーパ鋼板の切断位置を決定する工程と、決定された切断位置でテーパ鋼板を切断する工程とを有するテーパ鋼板の製造方法とする。
(もっと読む)
圧延材張力制御装置および圧延材張力制御方法
【課題】圧延材のロール巻付け角および圧延材の荷重変動という過渡的状態で検出する場合の問題を解決し、測定精度が向上することによって精度の高い所望の一定張力制御を行う。
【解決手段】圧延材の板長さが変化すると、揺動角度の変化に対応することによって圧延材のたるみの大きさが首振りダンサーによって測定され、たるみ値を制御信号として導入した速度制御用の駆動機の駆動力によって圧延材の板長さが制御され、回転軸を介して一対のダンサーロール回転軸を中心としての揺動運動が制御される。
(もっと読む)
薄スラブ熱延コイルの表面品質予測方法およびこれを用いた薄スラブ熱延コイルの製造方法
本発明は、薄スラブ熱延コイルの表面品質予測方法およびこれを用いた薄スラブ熱延コイルの製造方法に関する。本発明は、溶鋼のCu当量(Cu eq.)を算出し、前記算出された溶鋼のCu当量を式:120×(Cu当量)2−6×(Cu当量)に適用してスケール疵の指数を算出し、前記スケール疵の指数から薄スラブ熱延コイルの表面欠陥の発生を予測する。本発明によれば、溶鋼のCu当量を算出して薄スラブ熱延コイルのスケール疵を予測することができるので、需要者の要求品質レベルに合う薄スラブを提供することができるため、生産性および製品の信頼度が向上するという利点がある。 (もっと読む)
1 - 20 / 53
[ Back to top ]