
Fターム[4E024FF01]の内容
Fターム[4E024FF01]に分類される特許
1 - 20 / 81
巻取り温度制御装置およびその制御方法
圧延機の制御装置およびその制御方法
熱延鋼板の冷却方法
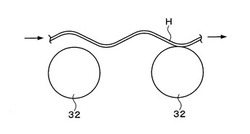
【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板において、当該波形状が形成されているために生じる不均一な冷却によって発生する温度ムラを要因とする材質のバラツキを低減させ、熱間圧延の後工程である冷延工程での鋼板の板厚変動を抑制する。
【解決手段】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を冷却する方法であって、熱延鋼板を冷却する所定の冷却区間において、熱延鋼板の波形状の急峻度を0%超1%以内の耳波に制御することを特徴とする、熱延鋼板の冷却方法が提供される。
(もっと読む)
熱延鋼板の冷却方法

【課題】仕上圧延機で熱間圧延され、圧延方向に周期的に波高さが変動する波形状が形成された熱延鋼板を均一に冷却する。
【解決手段】予め、熱延鋼板の波形状の急峻度と熱延鋼板の通板速度を所定の値に揃えた条件下で求められた、熱延鋼板の上面側の上側冷却装置と熱延鋼板の下面側の下側冷却装置によって冷却される熱延鋼板の熱伝達特性に基づき、前記所定の冷却区間において、熱延鋼板の上面及び下面の平均熱伝達係数の比率である上下熱伝達係数比率を変更させ、その際に発生する熱延鋼板の圧延方向の温度の標準偏差と上下熱伝達係数比率との関係を線図で求め、さらに当該線図に基づいて温度の標準偏差が最小値となる上下熱伝達係数比率を導出する。前記導出された上下熱伝達係数比率の場合に前記所定の冷却区間における熱延鋼板の上面及び下面からの冷却抜熱量が等しいとして、当該上下熱伝達係数比率で熱延鋼板を冷却する。
(もっと読む)
冷却又は加熱される鋼板における変態率の算出方法、及び鋼板の変態率の制御方法
【課題】熱間圧延プロセスにおける加熱設備、搬送装置、冷却装置などにおいて、鋼板の変態率を確実に求める。
【解決手段】本発明に係る鋼板Wにおける変態率の算出方法は、冷却又は加熱される鋼板Wの表面と外部とを行き来する熱量を予測する熱量予測工程と、冷却又は加熱される鋼板Wに生じる変態に伴って発生する熱量を、当該鋼板Wの過冷却の度合い又は過加熱の度合いに応じて予測する変態熱量予測工程と、熱量予測工程及び変態熱量予測工程が予測した熱量を用いつつ、鋼板Wと外部との熱収支を計算し鋼板Wの板温度を予測する板温度予測工程と、板温度予測工程が予測した板温度予測値を基に、鋼板Wの変態率を予測する変態率予測工程と、板温度予測工程が予測した板温度の予測値と実績値との差が減少するように、変態率予測工程で算出された変態率を修正する変態率修正工程と、を有する。
(もっと読む)
帯板の平坦度を制御する方法と、そのための制御システム
【課題】平坦度制御を行って帯板を圧延機で圧延する方法を提供すること。
【解決手段】圧延機は、アクチュエータで制御可能な複数のロールを備える。この方法は、帯板の平坦度に関する平坦度測定データを受信するステップ(S1)と、帯板の基準平坦度と平坦度測定データとの差として平坦度誤差を求めるステップ(S2)と、調整平坦度誤差を、平坦度誤差と、アクチュエータの配置の組み合わせに関する重みであって、閾値を下回る平坦度影響係数を与える重みとに基づいて求めるステップ(S3)と、制御ユニットの調整平坦度誤差を利用してアクチュエータを制御することにより、帯板の平坦度を制御するステップ(S4)とを含む。上記方法を実行するコンピュータプログラム製品及び制御システムが、更に本明細書において提示される。
(もっと読む)
熱間圧延鋼板のループ検知方法および装置並びに巻取制御方法および巻取制御装置
【課題】ホットランテーブル上での熱間圧延鋼板へのループの発生を検知することにある。
【解決手段】仕上圧延機から巻取機までの間に配置されたホットランテーブル上で鋼板の長手方向にループが発生したことを検知する方法において、前記ホットランテーブルのテーブルローラ5を駆動する駆動用電動機6の電流値を継続的に検出し、前記電流値が所定値以下に低下した場合に鋼板Sの長手方向にループが発生したと判断することを特徴とする熱間圧延鋼板のループ検知方法である。
(もっと読む)
結晶粒径予測方法、結晶粒径予測装置、及び結晶粒径予測プログラム
【課題】フェライト相以外の相を含む結晶組織を有する鋼帯のα粒径を高精度に予測すること。
【解決手段】温度履歴算出部112が、ランナウト冷却設備において冷却される際の各セグメントの温度履歴を算出し、変態履歴算出部113が、温度履歴算出部112によって算出された各セグメントの温度履歴に基づいて、ランナウト冷却設備において冷却される際の各セグメントの変態履歴を算出し、α粒径算出部114が、変態履歴算出部113によって算出された各セグメントの変態履歴に基づいて、各セグメントの変態完了後のα粒径を算出する。そして、α粒径算出部114は、変態が開始されてから変態率が所定値以上になるまでの時間を変数として含むα粒径予測モデル式を用いて変態完了後のα粒径を算出する。
(もっと読む)
熱延鋼板の製造方法
【課題】製品厚み12mm以上の熱延鋼板を製造するに際して、巻き取り温度が450〜550℃と比較的低い温度域であっても、ランアウト冷却において高精度で安定な冷却を実現し、高強度で高靭性の材質を確保することができる熱延鋼板の製造方法を提供する。
【解決手段】製品厚み12mm以上の熱延鋼板を製造するに際して、シートバー厚を製品厚みの2.0〜3.3倍とし、仕上圧延機4の全スタンドで未再結晶温度域での圧延を行うとともに、ランアウト冷却中の鋼板の搬送速度を180mpm以上に設定し、ランアウト冷却設備5は鋼板10の上面冷却をラミナー方式で行う冷却設備であって、上流側冷却設備6と下流側冷却設備7に分割されており、鋼板10の上面冷却を行うための冷却水の水量密度が、上流側冷却設備6では1.0〜2.4m3/m2min、下流側冷却設備7では0.5〜1.0m3/m2minとなっている。
(もっと読む)
熱間圧延ラインの制御装置
【課題】目標の圧延所要時間を実現し、且つ、エネルギー消費量を抑制できる熱間圧延ラインの制御装置を提供する。
【解決手段】冷却スプレーの流量及び圧延速度の速度パターンを計算する初期スケジュール計算装置と、冷却スプレーの流量を修正し、冷却スプレーの流量の修正のみでは仕上ミル出側温度を対象被圧延材の全長に亘って目標値にできない場合、及び速度パターンに関する速度変更率を入力した場合に、速度パターンを修正するスケジュール修正装置と、速度パターンを用いて対象被圧延材の圧延所要時間を算出する圧延時間予測算出装置と、圧延所要時間が目標圧延時間以内であるように算出した速度変更率をスケジュール修正装置に出力する圧延時間調整装置と、速度パターンを用いて計算した圧延パワーを時間積分して得られるエネルギー消費量が最小となるように計算された速度変更率をスケジュール修正装置に出力するエネルギー消費量調整装置とを備える。
(もっと読む)
熱間圧延ラインにおける圧延材の搬送制御方法
【課題】先行材が仕上圧延機の最初のスタンドに噛み込んだ際の実績圧延速度を用いて補正又は再計算を行うことにより、精度よく先行材の圧延所要時間を推定することができる熱間圧延ラインにおける圧延材の搬送制御方法を提供する。
【解決手段】先行材が仕上圧延機の先頭のスタンドF1の圧延ロールに噛み込んだ際に、仕上圧延機中の前記先頭のスタンド以降で既に先行材の搬送速度に設定されて回転している何れかのスタンド、たとえばスタンドF4の圧延ロールの回転速度実績を用いて該先行材の所要圧延時間を推定するようにした。
(もっと読む)
生産計画方法および装置
【課題】複数の通過工程からなる製品製造プロセスにおける生産計画方法であって、製造条件同士の品質への交互作用も考慮した制約条件の定式化、ならびに品質のグレードに応じて制約条件を変化させる柔軟な生産計画の立案ができる、生産計画方法および装置を提供することを課題とする。
【解決手段】ロットを作るタイミング毎にそれまでの製造実績データと生産計画対象となる製品データとを読み込む、情報読込ステップと、読み込んだ製造実績データの内、品質を満足するデータと品質を満足しないデータとを分離する新たな制約式を求める、制約条件決定ステップと、前記新たな制約式に基いて定式化した最適化問題の解を求め生産計画とする、生産計画立案ステップと、求めた生産計画データベースに書き込む、情報書込ステップと、情報表示ステップと、調整係数の入力を受け持つ係数入力ステップとを有する。
(もっと読む)
圧延機の板厚制御方法及び板厚制御装置
【課題】圧延速度が小さな圧延の初期や終期および定常状態においても板厚が揃った圧延材を良好な生産性で得る。
【解決手段】本発明の板厚制御方法は、圧延機2の出側に設けられた板厚計9で圧延材Wの板厚を計測し、計測した板厚と目標板厚との偏差Δh(t)の時間積分に積分ゲインを乗ずることで、圧延ロール5のロール隙間ΔSを算出し、算出したロール隙間ΔSに応じて圧延機2の圧下装置8を制御する板厚制御方法であって、式(1)に基づいて得られる積分ゲインKiを用いてロール隙間ΔSを算出し、算出したロール隙間ΔSに応じて圧下装置8を制御することを特徴とするものである。
(もっと読む)
リバース圧延機における板厚制御方法
【課題】リバース圧延機を用いて板材を圧延する際に、変形抵抗むらに起因する板厚偏差を大幅に低減することができるリバース圧延機における板厚制御方法を提案する。
【解決手段】コイルから引き出した圧延材を冷間で2パス以上のリバース圧延を行って圧延する前記圧延材の変形抵抗むらを考慮したフィードフォワードAGCの板厚制御方法であって、前記変形抵抗むらを当該圧延のひとつ前のパスの圧延における出側板厚偏差の測定値と圧延実績から変形抵抗偏差として計算し、出側板厚偏差の測定値と変形抵抗偏差との近似度合いに基づいてこの圧延におけるフィードフォワードAGCの制御ゲインを導出する。
(もっと読む)
熱延鋼帯の製造装置及び製造方法
【課題】圧延直後の急速均一冷却により所望の材質が得られるとともに早期の板張力及び板形状計測により歩留り向上が可能な熱延鋼帯の製造装置及び製造方法を提供する。
【解決手段】 仕上げ圧延機列11と、該仕上げ圧延機列の出側直後に設置された第1の冷却装置13と、該第1の冷却装置の出側に設置されてストリップSの上,下両面に当接するピンチロール14と、を備えるとともに、前記第1の冷却装置とピンチロールとの間に少なくともストリップSの上方に位置した水切りロール15を配置し、かつ該水切りロールとピンチロールとの間にストリップSの張力及び形状を測定する張力/形状測定装置16を設置した。
(もっと読む)
圧延方法
【課題】本発明は、スラブの材料強度とスラブ厚とスラブ幅の数値データを基にパス数と各パスの圧下量を規定できるので、容易かつ簡便に圧延時のパススケジュールの管理ができる技術の提供を目的とする。
【解決手段】本発明は、スラブを複数回の圧延のパスにより所望の板厚とする場合、スラブの材料強度とスラブ厚とスラブ幅の数値データを基に、予め設定しておいたデータテーブルの材料強度、スラブ厚、スラブ幅の値に合わせて総パス数を確定し、少なくとも最終回のパスを含めた品質確定用の指定パスを全てのパスのうち後半に規定し、全てのパスのうち、指定パスを除いた残りの管理パスについて、管理パスの全てのパスの圧下量の変化状態を以下の(1)式で示される2次関数に近似するように各パスの圧下量を調整することを特徴とする。y=Ax2+Bx+C…(1)(ただし、Aは−の任意数)
(もっと読む)
圧延材の冷却制御方法、及びこの冷却制御方法が適用された連続圧延機
【課題】圧延材の冷却時における変態発熱量を正確に予測できるような変態発熱予測モデルや温度予測モデルを構築し、係る予測モデルを用いた圧延材の冷却制御方法を提供する。
【解決手段】発明に係る冷却制御方法は、冷却時に圧延材Wに生じる変態発熱量を、フェライト変態率を用いて予測する変態発熱予測モデルと、予測された変態発熱量を用いて板温度を予測する温度予測モデルと、を用意しておき、取得した中間温度実績値を用いてフェライト変態率を求め、求めたフェライト変態率を用いた変態発熱予測モデルで、中間温度実績値を取得した位置より下流側にて発生する変態発熱量を予測すると共に、予測した変態発熱量を用いた温度予測モデルにより巻き取り温度の予測値を求め、巻き取り温度の予測値と目標値との差が所定の値以下となるように冷却手段3を制御する。
(もっと読む)
圧延材の冷却制御方法、及びこの冷却制御方法が適用された連続圧延機
【課題】圧延材の冷却時における変態発熱量を正確に予測できるような変態発熱予測モデルや温度予測モデルを構築し、係る予測モデルを用いた圧延材の冷却制御方法を提供する。
【解決手段】本発明の冷却制御方法は、冷却手段3による冷却で圧延材Wに生じる変態発熱量Qを予測する変態発熱予測モデルと、この変態発熱予測モデルが予測する変態発熱量Qを用いて圧延材Wの温度を予測する温度予測モデルとを用意しておき、変態発熱予測モデル及び温度予測モデルに用いられる変態発熱速度パラメータq及び熱伝達率パラメータkの値をカテゴリー毎に設定しておき、冷却対象である圧延材Wが属するカテゴリーでの変態発熱速度パラメータ及び熱伝達率パラメータkの設定値を用いつつ、変態発熱予測モデル及と温度予測モデルとを使用して、圧延材Wの巻き取り温度の予測値を求め、巻き取り温度の予測値と目標値との差が所定の値以下となるように、冷却手段3を制御する。
(もっと読む)
熱延コイルの製造方法
【課題】熱間仕上げ圧延されて巻き取られた熱延コイルのコイル潰れの発生を、生産性を低下させることなく効果的に防止する熱延コイルの製造方法を提供すること。
【解決手段】熱間仕上げ圧延工程で圧延された圧延材を巻き取って熱延コイルとする圧延材巻き取り工程において、該圧延材の巻き取り温度を、該圧延材の先端部から、圧延長さに応じて下降させ、熱延コイルの内径部分から外径部分に渡り、巻き取り後の変態による体積膨張率を均一にあるいは内径部分を高めに制御する。
(もっと読む)
ホットランテーブルでのストリップトラッキング装置およびトラッキング方法
【課題】短尺ストリップをホットランテーブルに通板する場合に生じる位置情報の誤差を低減し、またコイラー直前のピンチロールでのスリップにより発生するストリップ情報の誤差を解消することのできるホットランテーブルでのストリップトラッキング技術を提供する。
【解決手段】熱間仕上圧延ラインのホットランテーブル12上に冷却設備15を備えた圧延ラインにおけるホットランテーブルのトラッキング装置において、熱間仕上圧延ラインの最終スタンドF7とコイラー13との間に、通板される可能性のあるストリップのうちの最短のものの長さよりも短い間隔で、通板方向に沿って設置された複数の非接触式板速度計1〜Nを設置し、複数の板速度計1〜Nのうち、新たにストリップの通板を検知した板速度計から出力される板速信号を適宜切り替えて入力し、冷却設備16等をトラッキング制御するホットランテーブルでのストリップトラッキング装置。
(もっと読む)
1 - 20 / 81
[ Back to top ]