
Fターム[4E024FF03]の内容
Fターム[4E024FF03]に分類される特許
1 - 20 / 34
鋼帯の圧延方法
【課題】圧延定常部から尾端部に至るまでの圧延全長において安定した蛇行制御を行うことができる鋼帯の圧延方法を提供する。
【解決手段】任意のi番スタンドと(i+1)番スタンド間において張力測定用ロールで検出される左右差張力が零又は目標値以下となるようにi番スタンドでレベリング制御を行う際に、そのレベリング制御を、下流側のスタンドほど早いタイミングで開始するとともに、レベリング制御を開始したi番スタンドにおいて、i番スタンドと(i+1)番スタンド間の前記左右差張力が零又は目標値以下となった後に、その上流側の(i−1)番スタンドでの前記レベリング制御を開始する。
(もっと読む)
圧延材の捻転発生の検出方法、圧延材の捻転抑制方法及びこれらの方法が採用される圧延機

【課題】圧延材を正確に案内するというローラガイドの本来の機能を損なうことなく、圧延材の捻転状態を正確に判断する。
【解決手段】本発明の圧延材Wの捻転発生の検出方法は、外周面にカリバが形成された一対の圧延ロール10、10とこの圧延ロール10の上流側または下流側に設けられたガイドローラ13とを有する圧延機を用いて圧延材Wを圧延するに際して、ガイドローラ13を回転自在に支持する一対の軸支部14、14のそれぞれに、軸支部14に作用するラジアル荷重を計測する荷重計測手段15を設けておき、荷重計測手段15の結果に基づいて、圧延材Wの捻転を判定する。
(もっと読む)
コイル間接合点のトラッキング精度の維持管理方法
【課題】逐次メジャーリングロールの磨耗状況が監視でき、ロール交換の時期を正確に把握でき、突発的にラインを止めて補修を行うことなどがないコイル間接合点のトラッキング精度の維持管理方法を提供する。
【解決手段】先行するコイルと後行するコイルとの接合点が存在するマスキング領域を設定し、マスキング領域をコイルに当接して回転するメジャーリングロール27、28によって測定し、マスキング領域内にある接合点を検知手段23、30により検知して後続する鋼板処理設備に送るコイル間接合点のトラッキング精度の維持管理方法において、マスキング領域内の接合点の位置を検知して、メジャーリングロール27、28の交換時期を判定する。
(もっと読む)
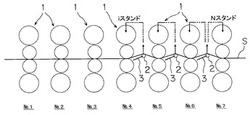
粗圧延機におけるホットバーの速度制御方法
【課題】圧延速度を低下させることなくテーブルローラの破損を防ぐことができるようにするための粗圧延機におけるホットバーの速度制御方法を提供する。
【解決手段】テーブルローラ2を構成する後面テーブル2aの各ロールのうち、圧延ロール1に最も近いNo.1ロールにホットバーが接触するときの接触速度は、該No.1ロールへの衝撃トルクが破断トルク未満となるように設定され、一点鎖線で示す従来法より低下させる。圧延ロール1への噛込速度はNo.1ロールへの接触速度と一致し、一点鎖線で示す従来法より増加する。ホットバーがNo.1ロールに達すると、破断トルク未満まで一気に加速させる。
(もっと読む)
調質圧延方法および調質圧延装置、ならびに鋼帯の製造方法
【課題】荷重一定制御のような問題が生じず、また、高価なオンライン表面粗さ計がなくても、コイル内での変動があっても表面粗さを目標値に精度よく制御することができる鋼帯の調質圧延方法を提供すること。
【解決手段】以下の式で表される粗さ転写パラメータpが一定となるように、圧延荷重および/または出側張力を調整して調質圧延する。
p=α・pp+β・f
ただし、pp:ピーク面圧(MPa)、f:先進率(%)、α、β:定数である。
(もっと読む)
厚鋼板の冷却制御方法、冷却制御装置及び厚鋼板の製造方法
【課題】厚鋼板の冷却工程における冷却停止時の温度制御を高精度にて行うことができ、誤差をも考慮した冷却停止温度となるように厚鋼板の冷却制御が可能な厚鋼板の冷却制御方法を提供する。
【解決手段】厚鋼板の温度予測モデルを用いて冷却工程における当該厚鋼板の冷却停止温度の予測値を算出する予測値算出工程、スラブ毎に過去の実績データを蓄積したデータベースから当該厚鋼板と製造条件が類似する厚鋼板の過去の実績データを抽出する抽出工程、抽出した過去の実績データから当該厚鋼板の冷却停止温度の予測値の誤差を推定する推定工程、予測値算出工程において算出した予測値と推定工程において推定した予測値の誤差とから冷却停止温度の修正値を算出する修正値算出工程、及び冷却停止温度の修正値が目標値となるように冷却水量及び/又は鋼板搬送速度を決定する決定工程を備える、厚鋼板の冷却制御方法とする。
(もっと読む)
熱延鋼帯の製造装置及び製造方法
【課題】圧延直後の急速均一冷却により所望の材質が得られるとともに早期の板張力及び板形状計測により歩留り向上が可能な熱延鋼帯の製造装置及び製造方法を提供する。
【解決手段】 仕上げ圧延機列11と、該仕上げ圧延機列の出側直後に設置された第1の冷却装置13と、該第1の冷却装置の出側に設置されてストリップSの上,下両面に当接するピンチロール14と、を備えるとともに、前記第1の冷却装置とピンチロールとの間に少なくともストリップSの上方に位置した水切りロール15を配置し、かつ該水切りロールとピンチロールとの間にストリップSの張力及び形状を測定する張力/形状測定装置16を設置した。
(もっと読む)
ホットランテーブルでのストリップトラッキング装置およびトラッキング方法
【課題】短尺ストリップをホットランテーブルに通板する場合に生じる位置情報の誤差を低減し、またコイラー直前のピンチロールでのスリップにより発生するストリップ情報の誤差を解消することのできるホットランテーブルでのストリップトラッキング技術を提供する。
【解決手段】熱間仕上圧延ラインのホットランテーブル12上に冷却設備15を備えた圧延ラインにおけるホットランテーブルのトラッキング装置において、熱間仕上圧延ラインの最終スタンドF7とコイラー13との間に、通板される可能性のあるストリップのうちの最短のものの長さよりも短い間隔で、通板方向に沿って設置された複数の非接触式板速度計1〜Nを設置し、複数の板速度計1〜Nのうち、新たにストリップの通板を検知した板速度計から出力される板速信号を適宜切り替えて入力し、冷却設備16等をトラッキング制御するホットランテーブルでのストリップトラッキング装置。
(もっと読む)
圧延制御方法および圧延制御装置
【課題】リール偏心による被圧延材の板速度変動を吸収し、出側板厚に与える影響を最小とする。
【解決手段】圧延機および該圧延機の入側または出側の少なくとも一方に被圧延材を巻き出しまたは巻き取るテンションリールを備えた圧延機の制御装置において、前記圧延機とテンションリール間にある被圧延材に押圧力を印加するリール偏心除去ロール21を備え、前記リール偏心除去ロールに印加する押圧力を、リール偏心除去ロールの基準位置との偏差と前記テンションリールに設定された張力設定値をもとに調整して、前記テンションリールに巻回された被圧延材の偏心に伴って発生する前記被圧延材の巻き出しまたは巻き取り速度の変動に伴う前記被圧延材への張力変動を抑制する。
(もっと読む)
板厚制御方法及び圧延装置
【課題】ストリップをリールに巻き取りながら圧延する際に、リールの回転に伴ってストリップに生じる張力変動を抑制することにより、ストリップの板厚を安定させる。
【解決手段】圧延装置1は、ストリップ15の圧延を行う圧延スタンド10、ストリップ15に張力を与えながらストリップ15を巻き取る左リール11、及び、圧延スタンド10の圧延ロールと左リール11との間に配設されてストリップ15の経路を変更する左デフレクタロール13を備えている。圧延装置1は、ストリップ15の張力変動量が減少する位置に左デフレクタロール13を移動させる。
(もっと読む)
圧延スタンドのロール駆動用モータの制御方法
【課題】ピンチロール帯のモータ電流の変動、又は駆動モータ電流の変動に対して、圧延スタンドを安定して制御可能な圧延スタンドのロール駆動用モータの制御方法を提供する。
【解決手段】インバータ装置19を用いて駆動する圧延スタンドのロール駆動用モータの制御方法であって、インバータ装置19に与えられるロール駆動用モータ16の速度指令値(Vc)から速度実績値(Vfb)を引いた値Xが、1)ドゥルーピング上限値(L2)以下であることを条件として、予め設定された値(a2)より大きい場合には、ドゥルーピング設定値(D)から補正量(b2)を引いて短時間(n2)運転することと、2)ドゥルーピング下限値(L1)以上であることを条件として、予め設定された値(a1)より小さい場合には、ドゥルーピング設定値(D)に補正量(b1)を加えて短時間(n1)運転することを繰り返し行って、前記Xの値をa1とa2の間に収束させる。
(もっと読む)
ホットバー先端の反り制御方法
【課題】ホットバー先端が反ってテーブルローラに衝突し、その衝撃力によってテーブルローラが損傷するのを防止する。
【解決手段】粗圧延機1の出側にホットバー先端の反りを検出する反りセンサー7を設けると共に、圧延機1の入り側にホットバー6の上下面の温度を計測する温度計を配置する。制御装置がホットバー先端の反り量からワークロール2に供給される圧延油の供給量を制御する。テーブルローラ5にはロードセルよりなる衝撃力センサー12が設けられ、該センサーによって検出されたホットバー先端の衝突による衝撃力が設定値を超えると、制御装置がワークロールの回転数を下げ、減速運転する。
(もっと読む)
連続鋼帯プロセスラインにおける蛇行矯正方法および装置
【課題】連続焼鈍設備で連続鋼帯通板時の蛇行を簡単な手段で防止すること。
【解決手段】連続する鋼帯を上下にジグザグ状に方向転換して案内するように、複数の互いに平行な水平軸ロールを上側に配置する。その下方で互いに平行な水平軸ロールを、前記2本の間に位置するように配置し、下側ロールの1本は制御ロール3とする。ロール長さ方向中央で外周付近を仮想支点として、鉛直軸線回りに揺動可能に支持する。前記制御ロールの下側に架台4を設け、架台の上面にロールの揺動半径に応じた円弧状レール5を設け、レールの上にレールに沿って移動可能な移動台6を載置し、該移動台には揺動手段7を接続する。そして、制御ロールの軸方向に平行に長いライナー9を前記架台の下側に挿入し、前記上ロールの軸線に直交する仮想鉛直面内で前記架台を傾斜させる。
(もっと読む)
ルーパ電動機制御装置
【課題】ルーパ角度θの変化を取り入れることによりルーパ電動機の制御について安定性を向上させること。
【解決手段】乗算器42は、コントローラ9からの電動機電流基準Irefexと余弦関数器41からの余弦値COSθとの乗算値をリミット回路43を介し補正後電流基準Irefとして減算器16のプラス入力端子に出力する。このように、電動機電流基準補正回路40がルーパ角度θの変化に応じてコントローラ9からの電動機電流基準Irefexを補正し、その補正後電流基準Irefを減算器16に出力しているので、電流制御回路13の出力はルーパ角度θの変化を取り込んだ適切な出力となり、電動機・機械系回路14の出力も適切なものとなる。
(もっと読む)
鉄鋼圧延設備用の板厚変動抑制装置
【課題】張力計が備えられていない鉄鋼圧延設備において張力変動を抑制し、板厚変動を少なくする鉄鋼圧延設備用の板厚変動抑制装置を提供する。
【解決手段】鉄鋼圧延設備用の板厚変動抑制装置は、払出機(5)から払い出され、圧延機(3)により減厚化され、デフレクタロール(2)により案内された板が巻取機(1)により巻き取られ、上記巻取機を駆動する巻取機モータ(11)は上記板に対する張力が一定になるように実回転数に応じる界磁電流が流される鉄鋼圧延設備用の板厚変動抑制装置において、上記巻取機モータの界磁電流を計測する電流計(41)を具備し、張力計を具備せず、上記巻取機モータの界磁電流のトルク分に基づいて算出されたトルク補正値により補正したトルク指令値に従って上記巻取機モータに流す電流を制御する。
(もっと読む)
鋼板張力制御方法及び連続圧延システムの制御方法
【課題】圧延設備にて圧延操業する場合において、巻きつけ角度の大きい圧延機前テンションメータロール通過時に腰折れ欠陥が発生することを防止しつつ、安定的に圧延操業を継続させる方法を提供する。
【解決手段】圧延機を腰折れ欠陥発生懸念材が通過する際に、テンションメータロールを開放させ、腰折れ現象を防止する。テンションメータロール開放時は、張力実績値の推定値を用いることで圧延機前の張力制御を安定的に切替える。また、テンションメータロールを開放もしくは圧下動作中は、直前の圧延荷重をロックオンし、伸び率FBK制御を一旦OFFし、当該ロックオン荷重での荷重一定制御に切替えることで、テンションメータロール開閉動作による機械状態変更時においても、安定的に圧延操業を継続させる。
(もっと読む)
冷間タンデム圧延における板厚制御方法
【課題】最小の投資で最大の効果を得られると共に、高精度で板厚制御を行うことができる冷間タンデム圧延における板厚制御方法を提供する。
【解決手段】最終スタンド15で圧延荷重およびロールベンディング力を測定し、これら測定値に基づいてミルストレッチ式により最終スタンド出側板厚を絶対値で推定し、最終スタンド出側板厚の目標値と前記推定値の偏差に基づいて圧下位置を変更して板厚を制御すると共に、圧下位置を変更する前に任意の一定周期毎に当該スタンド出側の張力を測定しておき、最終スタンド15の出側板厚偏差が特定の範囲内の定常圧延条件であるときの張力を一定の目標値として当該スタンド出側の張力を制御する。
(もっと読む)
圧延加工装置及び圧延加工方法
【課題】無端状金属リングの圧延加工において、圧延ローラと加圧ローラとを同調させるように制御することによって、ローラと金属リングとの間の滑りを抑制し、高品質な金属ベルトを得る。
【解決手段】圧延加工装置10に、無端状金属リング9が周回されるテンションローラ11・12と、間に介在させた前記金属リング9を圧延する圧延ローラ20及び受圧ローラ(テンションローラ11)と、前記受圧ローラを圧延ローラ側に加圧するとともに回転させる加圧ローラ30と、前記圧延ローラ20を回転駆動する主軸回転駆動手段22と、前記加圧ローラ30を回転駆動する副軸回転駆動手段32と、前記金属リング9の板厚測定手段40と、前記副軸回転駆動手段32を制御する制御手段25とを備え、前記制御手段25は、加圧ローラ30の回転数制御と、加圧ローラ30の回転トルク制御とを、切り替えて実行する。
(もっと読む)
継目無管の圧延制御方法
【課題】穿孔効率の変動に起因して発生する偏肉を改善すること。
【解決手段】ピアサー又はエロンゲータの出側に設けられたバーステディアを開閉制御しながら圧延を行う継目無管の圧延制御方法である。ピアサー又はエロンゲータ出側におけるホローシェル2の前進速度を計測し、この計測結果から前記ホローシェル2先端のバーステディアBnへの到達予測時刻を演算する。この演算した到達予測時刻に基づいてバーステディアBnの開閉タイミングを制御する。
【効果】 穿孔効率が変動してもバーステディアの開タイミングをホローシェルの先端が当該バーステディアに到達する直前まで待機できるようになって、偏肉発生を効果的に抑制でき、かつ、ホローシェルのバーステディアへの突っ掛けトラブルも防止できる。
(もっと読む)
熱間圧延における金属帯の形状制御方法
【課題】金属帯の熱間圧延に際して、常温まで冷却後の金属帯の形状を全長にわたり目標範囲内にすることを可能とする金属帯の形状制御方法を提供する。
【解決手段】熱間圧延後に発生する金属帯の長手方向の各位置における形状変化を予測モデルにより求め、熱間圧延を行うに際し前記の予測した形状変化を補償するような圧延機出側での目標形状を金属帯の長手方向の各位置に応じて設定して金属帯の形状を制御する。
(もっと読む)
1 - 20 / 34
[ Back to top ]