
Fターム[4E029MB02]の内容
Fターム[4E029MB02]に分類される特許
41 - 60 / 69
多孔押出装置
【課題】複数本の同時押出における押出速度を簡単な構造で制御できる多孔押出装置を提供する。
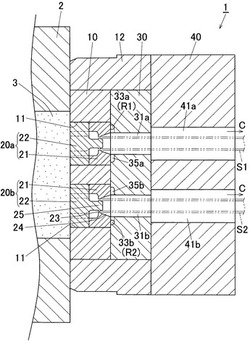
【解決手段】多孔押出装置(1)は、複数の押出孔(23)(24)を有する多孔押出ダイス(10)(20a)(20b)と、この多孔押出ダイス(10)(20a)(20b)の下流側に配置されるバッカー(30)とを備え、前記多孔押出ダイス(10)(20a)(20b)とバッカー(30)との合わせ面に、少なくとも1つの押出孔(23)(24)に対して、外部に連通する冷媒用通路(R1)(R2)が押出孔を囲んで設けられている。
(もっと読む)
押出用ダイスの製造方法

【課題】従来よりも容易に製作できる押出用ダイスの製造方法の提供を目的とする。
【解決手段】押出用ダイスの製造方法において、1回目の熱処理を施した一次熱処理済み材料に、少なくとも切削加工を含む加工を施して押出材に対応する形状に成形し、これを一次熱処理ダイスとし、この一次熱処理ダイスで押出材を押出した後に、2回目の熱処理を施して一次熱処理ダイスよりも硬度の高い二次熱処理ダイスとする。
(もっと読む)
高強度で耐応力腐食割れ性に優れたハイドロフォーム成形用アルミニウム合金押出管
【課題】ポートホール押出により、ハイドロフォームによる拡管成形性に優れ、かつ耐応力腐食割れ性にも優れた高強度7000系アルミニウム合金押出管を製造する。
【解決手段】Zn:6.0〜9.0%、Mg:0.8〜2.0%、Cu:0.6〜2.0%、Mn:0.1〜0.5%、Cr:0.1〜0.3%、Zr:0.1〜0.3%を含有し、残部Al及び不可避不純物からなり、不可避不純物のうちSiが0.05%以下に制限され、表面再結晶層の厚さが70μm以下の7000系アルミニウム合金押出管。望ましくは、CuとMgの合計含有量が3.5%以下とされる。
(もっと読む)
押出用ダイス
【課題】押出用ダイスの製作において、製作の手間を減じて製作時間を短縮し、かつ寸法精度を向上させる。
【解決手段】押出材の形状に応じて専用されるダイス(1)であって、押出方向において複数個の型(21)(31)に分割されている。前記ダイス(1)は中空の押出材の外周部を成形する雌型(10)と内周部を成形する雄型(20)とを組み合わせたポートホールダイスであり、前記雄型(20)が分割されている。
(もっと読む)
押出用ダイスの製造方法および押出用ダイス
【課題】押出用ダイスの製造において、ベアリング部に表面処理による特性を付与しつつ、表面処理コストを低減する。
【解決手段】ダイス(20)を、押出方向においてベアリング部(25)を含む主型(21)とベアリング部(25)を含まない副型(31)とに分割して成形し、成形した主型(21)のみに対して表面処理を行う。
(もっと読む)
中空形材成形用押出ダイス
【課題】押出加工力が大きな高力系合金、特に、いわゆる7000系の最高強度アルミ合金を使用する場合でも、長寿命化を図ることが可能となりかつ高速押出が可能となる中空形材成形用押出ダイスを提供する。
【解決手段】押出ダイス10を、中空形材の内側形状を成形するマンドレル部12を有するオス型11、マンドレル部12の一部を収容すると共に中空形材の外側形状を成形する貫通孔部21Aを有するメス型21、オス型11の外周傾斜面と同一角度の内周傾斜面31Aを有するリング31とで構成し、リング31はオス型11を介してメス型21に支持され、リング31の内周傾斜面31Aにオス型11の外周傾斜面を圧入してリング31とオス型11とが一体化される。そして、リング31とオス型11との間に、両者31,11の一体化における圧入寸法としての隙間dを予め設けた。
(もっと読む)
中空押出材の製造方法
【課題】低コストで押出ダイスを冷却しながら中空押出材を製造する。
【解決手段】 押出材(1)の中空部(2)を成形するマンドレル(22)の下流側端面に開口部(28)を有し、外部に通じる冷媒用通路(26)を備える押出ダイス(20)を用い、押出材(1)の先端(3)を閉塞した状態で押し出して中空部(2)内を負圧とすることにより、前記冷媒用通路(26)の開口部(28)から中空部(2)内に冷媒(C)を吸引するとともに外部の冷媒(C)を冷媒用通路(26)内に吸引する。
(もっと読む)
電子写真感光体用円筒状押出し原管、及びその製造方法、並びに電子写真感光体用円筒状基体の製造方法、並びに電子写真感光体ドラム
【課題】高い寸法精度が要求される高画質のフルカラー画像形成に適し、かつ低コストで製造可能な電子写真感光体用円筒状基体や、その製造に用いられる電子写真感光体用円筒状押出し原管を提供する。
【解決手段】アルミニウムビレットに、押出し加工を行なって得られる電子写真感光体用円筒状押出し原管であって、該電子写真感光体用円筒状押出し原管の内面及び外面から選ばれる、少なくとも一方の面に、該電子写真感光体用円筒状押出し原管の長手方向に直線状に形成された凹部を1つ以上、または該電子写真感光体用円筒状押出し原管の長手方向に直線状に形成された凸部を1つ以上有する。
(もっと読む)
内面螺旋溝付管の製造方法及びその装置
【課題】簡単な構造の装置で製造でき、生産性の高い内面に螺旋状の溝を有する管の製造方法及びその装置を提供することを目的とする。
【解決手段】金属材料の中空材押出加工用の、ダイマンドレルとダイキャップとを組み合せたポートホールダイスであって、ダイマンドレルのオス首の押出方向前端部に、押出方向を回転中心にして回転自在のプラグを有し、プラグは、外形が押出方向に広がった概ね円錐台形状になっていて且つ外周面に螺旋状の突条を有し、ダイチャンバー内のポート孔直下に、メタルフローにねじれを生じさせるための、リング状のフローガイドを設けたことを特徴とする。
(もっと読む)
アルミニウム押出管及びアルミニウム引抜管
【課題】優れた真円度を有するアルミニウム引抜管を成形可能なアルミニウム押出管を提供する。
【解決手段】アルミニウム若しくはアルミニウム合金からなるアルミニウム材料を用いたポートホール押出しにより成形されてなり、且つ押出方向に直角な断面の積分強度を広角X線回折法にて求めたときに、最大ピーク高さを示す結晶方位について、溶着部12で求められた積分強度:Iwと、該溶着部以外の管壁部分14で求められた積分強度:Inとの比:Iw/Inが、0.7〜1.0の範囲内の値となるように構成した。
(もっと読む)
微細多穴管押出用ダイスおよびこのダイスに用いられるマンドレル、ならびに前記ダイスを用いて製造された多穴管
【課題】仕切壁の欠肉を抑制することができるとともに、中空部の幅を小さくすることができる微細多穴管押出用ダイス等を提供する。
【解決手段】微細多穴管押出用ダイス1は、管100の外周部を形成するダイス雌型30と、これと組み合わされるマンドレル2を備えている。マンドレル2は、本体21と、本体21から櫛歯状に突出し幅方向に間隔を置いて列設された複数個の柱状体22を有し、柱状体の先端外周部が、管の幅方向に列設された複数個の中空部の内周面を形成するベアリング部25となされている。ベアリング部25よりも押出方向後方側において、柱状体22の厚み方向の少なくとも片側外面が、ベアリング部25の位置よりも厚み方向内方に凹入することにより、柱状体の厚み方向の少なくとも片面側に、成形材料充填用空間であるポケット部27が形成されている。
(もっと読む)
アルミ合金等のポートホール押出材
【課題】溶着部の脆弱性をカバーし、バルジ加工時の限界拡管率や変形率を向上させることができるアルミ合金等のポートホール押出材を提供する。
【解決手段】母材部相互間の溶着部界面11が、中空部中心線12からの当該溶着部位における放射方向に対して交差していることを特徴とするアルミニウム又はアルミニウム合金のポートホール押出材1で、前記溶着部界面と、当該溶着部界面の前記中空部内周面に表れた内周線11aと当該中空部中心線とを結ぶ放射面13との交差角度θが30度以上である。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】ダイス10は、受圧部21の金属材料受圧面22を押出方向に対向させて後向きに配置されるダイスケース20と、ダイスケース20内に設けられるオス型ダイス30およびメス型ダイスと、を備える。受圧部21が後方に向けて突出するように形成されるとともに、その受圧部21が軸心方向に対し直交する縦方向および横方向のうち、縦方向が横方向よりも長い縦長形状に形成される一方、金属材料導入用のポート孔24が受圧部21における縦方向の両側に設けられる。そして、ダイス10は、金属材料受圧面22に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔を通過するよう構成される。
(もっと読む)
金属材料の押出成形用ダイス
【課題】十分な強度および耐久性を確保しつつ、高い品質の押出成形品を得ることができる金属材料の押出成形用ダイスを提供する。
【解決手段】押出成形用ダイス10は、外表面を受圧面22とする受圧部21を有し、かつその受圧面22を後方に向けて配置されるダイスケース20と、ダイスケース20の内部に保持されるオス型ダイス30と、ダイスケース20内の前部に保持されるメス型ダイス40と、を備える。金属材料受圧面22が凸面形状に形成される。受圧部21にポート孔24が設けられる。ポート孔24の軸心A2がダイスケース20の軸心A1に対し傾斜するように配置される。ダイス10は、オス型ダイス30をダイスケース20の内部に前側から取り付けられるよう構成されるとともに、金属材料受圧面20に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔11を通過するよう構成される。
(もっと読む)
金属材料の押出成形工具
【課題】十分な強度および耐久性を確保しつつ、高い品質の押出成形品を得ることができる金属材料の押出成形工具を提供する。
【解決手段】押出成形工具E1のダイス10は、受圧部21を有するダイスケース20と、その内部およびその前部にそれぞれ保持されたオス型ダイス30およびメス型ダイス40とを備える。さらに、ダイス10は、受圧部21の金属材料受圧面22が後方に向けて突出する凸面形状に形成される。受圧部21の外周にポート孔24が設けられる。ポート孔24は、その軸心A2が下流側に向かうに従ってダイスケース20の軸心A1に近づくように、ダイスケース21の軸心A1に対し傾斜するように配置される。押出成形工具E1のダイスホルダ60のダイス保持孔62の周面62aは、下流側に向かうに従って漸次拡径するテーパ面に形成される。ダイスケース20の前部の外周面25aは、ダイス保持孔62の周面62aに対応したテーパ面に形成される。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる押出成形用ダイスを提供する。
【解決手段】ダイス10は、受圧部21の受圧面を押出方向に対向させて後向きに配置されるダイスケース20と、ダイスケース20内に設けられるオス型ダイス30およびメス型ダイスと、を備える。受圧面は後方に向けて突出する凸面形状に形成される。受圧部21の外周に、金属材料導入用のポート孔24が設けらる。そして、ダイス10は、受圧面22に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔を通過するよう構成されている。製品外接円直径を「A」、受圧面外径を「B」、孔間壁入口側最小肉厚寸法を「C」、孔間壁の数を「n」、C×nによって求められる孔間壁入口側肉厚寸法総和を「D」としたとき、B/A=1.8〜6.0、D/B=0.15〜0.4に調整される。
(もっと読む)
押出成形用のダイス組付工具
【課題】耐久性に優れた押出成形用のダイス組付工具を提供する。
【解決手段】ダイス組付工具P1は、ダイス設置プレート60のダイス設置孔61に、押出成形用ダイス10が設置されるとともに、ダイス設置孔61に導入される金属材料が、ダイス10の金属材料受圧面22に設けられたポート孔24から導入されるように構成されている。ダイス設置孔61内におけるポート孔24の外側に、ポート孔24の入口位置よりも押出方向下流側まで到る材料溜まり部70が設けられる。そして、ダイス組付工具P1は、ダイス設置孔61に導入された金属材料の一部75が、材料溜まり部70に貯留されるよう構成される。
(もっと読む)
マイクロチャネル管を押出しする装置および方法
銅などの非アルミニウム金属または非アルミニウム合金からマイクロチャネル管(402)を押出しする装置および方法が提供される。マイクロチャネル管は、2つの長方形の形状のビレット(404、406)を同時に押出しすることによって形成され、マイクロチャネル管の上部分とマイクロチャネル管の下部分とを平行に生成する。上部分および下部分は次いで、押出しプロセス中に結合され(例えば、ダイアセンブリ内において)、マイクロチャネル管(402)を生成する。  (もっと読む)
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】ダイス10は、受圧部21の金属材料受圧面を押出方向に対向させて後向きに配置されるダイスケース20と、ダイスケース20内に設けられるオス型ダイス30およびメス型ダイス40と、を備える。受圧面が後方に向けて突出する凸面形状に形成される。受圧部21の外周に、金属材料導入用のポート孔24が設けられる。ポート孔24が、その入口部24eの開口面積が内部の通路断面積よりも大きく形成される。そして、ダイス10は、金属材料受圧面に押圧された金属材料が、ポート孔24を通ってダイスケース20内に導かれて、押出孔11を通過するよう構成される。
(もっと読む)
金属材料の押出成形用ダイス
【課題】耐久性に優れ、高い品質の押出成形品が得られる金属材料の押出成形用ダイスを提供する。
【解決手段】ダイスは、受圧部21の金属材料受圧面を押出方向に対向させて後向きに配置されるダイスケースと、ダイスケース内に設けられるオス型ダイスおよびメス型ダイスと、を備える。受圧部21が後方に向けて突出するように形成されるとともに、受圧部21の外周に、金属材料導入用のポート孔24が設けられる。受圧部21の平面状態面積Saに対し、ポート孔24の平面状態面積Sbの比率が、0.15〜0.80に設定される。そして、ダイスは、金属材料受圧面に押圧された金属材料が、ポート孔24を通ってダイスケース内に導かれて、押出孔を通過するよう構成される。
(もっと読む)
41 - 60 / 69
[ Back to top ]