
Fターム[4E029MB06]の内容
Fターム[4E029MB06]に分類される特許
1 - 17 / 17
リチウムシート製造のための方法及び装置
【課題】インゴットの直径によって制限されない幅の薄シート又はフィルムへと、リチウム/リチウム合金インゴットを押出す方法を提供する。
【解決手段】リチウム又はリチウム合金インゴットを薄シートへと形成する、電気化学セル用のリチウム又はリチウム合金アノードの押出加工による製造方法。本方法は、リチウム又はリチウム合金インゴットの直径を超える幅を有する薄シートを押出すよう適合され、2つ以上のリチウム又はリチウム合金インゴットでリチウム又はリチウム合金の薄シートへと押出すことが可能になる。本発明は、リチウム又はリチウム合金の押出加工を行いながら、ダイ孔の調整と微細なチューニングを可能とするのに適合したダイアッセンブリィもまた提供する。
(もっと読む)
押出ダイス

【課題】押出ダイスのウエルドチャンバ内における押出材料の流速差を減少させることで、中空又は半中空形状の押出材の寸法安定性を向上させること。
【解決手段】押出ダイス1Aは、その軸心部50から半径外方向に延びた複数のブリッジ53を有する。押出ダイス1Aの外周側ベアリング部32の内側に、押出材の中空部又はトング部を成形するプラグ部7が配置されている。プラグ部7の外周部に内周側ベアリング部71が設けられている。軸心部50からプラグ部7に向かって突出する突出部6がウエルドチャンバ25内に配置されている。突出部6の外周面における各ブリッジ53の下流側部分6aに、該外周面における各メタルホール53の下流側部分6bよりも内周側ベアリング部71に対して半径方向内側に凹んだ凹み部7が形成されている。
(もっと読む)
半中空形材製造用押出ダイス
【課題】十分な耐久性を備え、高品質の半中空形材を製造できる半中空形材製造用押出ダイスを提供する。
【解決手段】押出ダイス1は、ダイス本体2と、ホールプレート5とを備え、ダイス本体2は、成形孔3と、トング部成形部22と、トング開口部成形部23とを有し、ホールプレート5は、成形孔上流側のウエルドチャンバ51に通じるメタルホール55を有する。ウエルドチャンバ51内において、ホールプレート5に、ダイス本体2のトング部成形部22の上流側に対応して、ダミー成形部6が設けられる。正面視状態で、ダミー成形部6の輪郭線L1が、トング部成形部22の輪郭線L2を基線とし、かつその基線L1よりも内側に配置された等距離線によって構成される。
(もっと読む)
半中空形材製造用押出ダイス
【課題】製品品質を向上できる半中空形材製造用押出ダイスを提供する。
【解決手段】本発明の押出ダイス1は、成形孔3と、トング部成形部22と、トング開口部成形部23と、ウエルドチャンバ51と、メタルホール55と、ブリッジ53とを有する。正面視状態において、成形孔3の上流側端面における一端閉塞部35aから、ブリッジ壁面54までの距離Daが、成形孔3の他端閉塞部35bから、ブリッジの壁面54までの距離Dbに対し、ほぼ等しく設定される。
(もっと読む)
押出加工用ダイス装置およびそれを用いた押出材の製造方法
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部品の製造方法の提供を目的とする。
【解決手段】本発明は、オスダイスの突起部とメスダイスの孔部により型孔を形成してなる押出加工用ダイス装置において、オスダイスの突起部が、一列に離間配置された複数の支柱部と各支柱部に形成された頭部と首部とを具備してなり、これら支柱部と頭部とメスダイスの孔部との間の間隙が前記型孔を構成してなり、前記隣接する支柱部間に形成される間隙が側面長円形状の素材導入路とされ、前記一列に隣接する支柱部に接続されている頭部間の間隙が等幅の素材通過路とされるとともに、前記素材導入路と素材通過路の境界部分が角取りされた素材連絡路とされてなることを特徴とする。
(もっと読む)
熱間バルジ成形用ポートホール押出材、及びその製造方法
【課題】Al−Mg−Si系アルミニウム合金の中空押出材を熱間バルジ加工する際に、溶着部近傍の強度を増大させて拡管率を増大させることが可能であり、くびれを抑制して均一な板厚分布の加工材を得ることが可能なAl−Mg−Si系アルミニウム合金の中空押出材を提供する。
【解決手段】Al−Mg−Si系アルミニウム合金のポートホール中空押出材の押出方向に垂直な面上で、溶着線中心にして、前記溶着線と垂直な方向の両側に2mm、前記溶着線と平行な方向における前記中空押出材表面から前記中空押出材の板厚tのt/10〜9t/10の範囲で画定される領域から、結晶粒が40個以上含まれる一辺が500μmの正方形の領域を選択した際に、Cube方位の結晶粒の面積率の最小値を10%〜50%とし、Cube方位の結晶粒の面積率の最大値と最小値との差を60%以下とする。
(もっと読む)
半中空形材製造用押出ダイス
【課題】十分な耐久性を備え、高品質の半中空形材を製造できる半中空形材製造用押出ダイスを提供する。
【解決手段】本発明の押出ダイス1は、成形孔3と、トング部成形部22と、トング開口部成形部23と、ウエルドチャンバ51と、メタルホール55とを備える。上流側から押出方向に沿って見た正面視状態において、各ブリッジ53上を通る仮想の区分け線Laによって、成形孔3が、各メタルホール55にそれぞれ対応し、かつ互いの面積がほぼ等しい複数の区分け部分3bに区分けされる。正面視状態において、各メタルホール55が、互いの面積がほぼ等しくなるように形成される。
(もっと読む)
押出ダイス
【課題】中空形材等の押出材に圧着模様が発生するのを防止できる押出ダイスを提供する。
【解決手段】押出ダイス1は、押出材8を成形する成形孔3と、ウエルドチャンバ51と、複数のメタルホール55と、複数のブリッジ53とを有する。ブリッジ53の下流側端部の少なくとも一部の両側面53a、53aがそれぞれ押出方向Eに対して内側に傾斜した傾斜面に形成されている。さらに、ブリッジ53の下流側端面53bが、両側面53a、53aを滑らかに繋いだ断面円弧状の凸面に形成されている。
(もっと読む)
半中空形材製造用押出ダイス
【課題】トング開口部の幅寸法の精度が高い半中空形材を製造可能な半中空形材製造用押出ダイスを提供する。
【解決手段】押出ダイス1は、半中空形材8を成形する成形孔3と、半中空形材3のトング部82を成形するトング部成形部22と、半中空形材8のトング開口部83を成形するトング開口部成形部23と、成形孔3の上流側に設けられたウエルドチャンバ51とを有する。ウエルドチャンバ51内に、ダイス本体2のトング部成形部22の上流側に対応してダミー成形部6が設けられている。トング開口部成形部23の幅寸法W2が半中空形材8のトング開口部83の幅寸法W1よりも大きく設定されている。
(もっと読む)
半中空形材製造用押出ダイス
【課題】十分な耐久性を備え、高品質の半中空形材を製造できる半中空形材製造用押出ダイスを提供する。
【解決手段】本発明の押出ダイス1は、ダイス本体2と、ホールプレート5とを備え、ダイス本体2は、成形孔3と、トング部成形部22と、トング開口部成形部23とを有し、ホールプレート5は、成形孔上流側のウエルドチャンバ51に通じるメタルホール55を有する。ウエルドチャンバ51内において、ホールプレート5に、ダイス本体2のトング部成形部22の上流側に対応して、ダミー成形部6が設けられる。
(もっと読む)
押出加工用ダイス装置及び押出部品の製造方法
【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部品の製造方法を提供する。
【解決手段】ダイホルダに複数形成された支持孔に挿入されてダイホルダに組み込まれた組立ダイスとを具備し、組立ダイスを通過させるように素材ビレットを押圧して組立ダイスの型孔を通過させて目的の形状の押出品とするためのダイス装置において、ダイホルダ5の支持孔9において素材ビレットに面する側の開口部42に支持孔の開口部面積を拡張する段部42bが形成されてなる。
(もっと読む)
押出しダイス
【課題】ベース部と複数のフィン部とからなるアルミニウム形材の特に複数のフィン部を安定した姿勢で容易に押出し成形することができると共に、長寿命化を図れるようになる押出しダイスを提供する。
【解決手段】ベース部2とこのベース部2と一体的に連続して成形された複数のフィン部3とで形成したアルミニウム形材1に対し、これを押出し成形する押出しダイス10であって、ビレット40の押出し方向上流側端面に設けられたビレット案内用凹部11と、このビレット案内用凹部11に連通しベース部2を成形するベース部成形用貫通穴12と、ビレット案内用凹部11に連通し複数のフィン部3を成形するフィン部成形溝13とを有し、フィン部成形溝13を、それぞれビレット40の押出し方向上流側の溝入り口13Aから下流側の溝出口13Bに向かって一様に拡開する形状とした。
(もっと読む)
押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金押出材
【課題】かしめ加工のために中空部内面に凹凸の溝を有するような複雑な形状が押出可能であり、さらに配管材に対して犠牲陽極特性を持つ、押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金を提供する。
【解決手段】Si:0.2〜0.8%(質量%、以下同じ)、Mg:0.45〜0.9%、Zn:1.0〜3.5%、Ti:0.001〜0.2%を含有し、残部Alと不可避的不純物からなる押出性及び犠牲陽極特性に優れたコネクタ用アルミニウム合金押出材を得る。
(もっと読む)
内面螺旋溝付管の製造方法及びその装置
【課題】簡単な構造の装置で製造でき、生産性の高い内面に螺旋状の溝を有する管の製造方法及びその装置を提供することを目的とする。
【解決手段】金属材料の中空材押出加工用の、ダイマンドレルとダイキャップとを組み合せたポートホールダイスであって、ダイマンドレルのオス首の押出方向前端部に、押出方向を回転中心にして回転自在のプラグを有し、プラグは、外形が押出方向に広がった概ね円錐台形状になっていて且つ外周面に螺旋状の突条を有し、ダイチャンバー内のポート孔直下に、メタルフローにねじれを生じさせるための、リング状のフローガイドを設けたことを特徴とする。
(もっと読む)
回転ホイール式連続押出装置、フローガイド及び金属押出材の製造方法
【課題】回転ホイール式連続押出装置において押出成形される金属押出材の品質向上を図る。
【解決手段】回転ホイール10の外周面に形成された溝11の一部をシュー14及びフィードプレート15の内周面で覆って形成した素材案内通路16と、この下流端を塞ぐように溝11内に突設されたアバットメント17と、フィードプレート15に形成されて素材案内通路16の下流端に開口する素材案内孔19と、フィードプレート15の内周面と反対側の外面側に配置されて素材案内孔19に連通される成形孔25を形成したダイス22とを備える回転ホイール式連続押出装置において、フィードプレート15とダイス22との間に設けられる素材案内孔19と成形孔25とを連通する孔部26を形成したフローガイド21が設けられ、孔部26の内面を、素材案内孔19と成形孔25とを滑らかに接続するテーパ面28とする。
(もっと読む)
連続押し出し装置
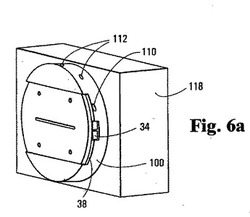
連続押し出し装置の押出し軸組み立て体は、チャンバー16内の内部空間に各出口開口部10が接続する一対の放出口27に隣接しチャンバー16内に位置する中心に間隔を有する軸30で形成され、耳たぶ状でキノコ型の当て盤28と、環状の押し出し間隙44を形成するため押し出しダイス体20上の環状肩部42と共に動く首部40の周囲のカラー38にまとめられた前面と外端部36と前記軸30から拡がる後面34とを有する一対の耳たぶ状形成部32とを含み、各耳たぶ状形成部32は押し出し材料に抗する摩擦面が耳たぶ状の当て盤28の周囲に十分均一であるよう輪郭が形成されている。放出口27と前記間隙44の間の個々の通路は耳たぶ状形成部32の後面、端部、前面の各表面で測定される長さと十分等しい。直径最大150mmで壁の厚みが1mmから4mmまでの押し出しアルミニウム円筒形チューブが不連続となることを回避して形成されるだろう。 (もっと読む)
押出成形方法及び押出成形装置
【課題】 スプラインの大径部のダレが抑制される押出成形方法及び押出成形装置を提供する。
【解決手段】 ダイス4における、スプラインの小径部を成形する側のランド7の面粗度Rz1が、スプラインの大径部を成形する側のランド9の面粗度Rz2よりも粗く形成される。したがって、押出成形時における、スプラインの小径部を成形する側のランド7と被加工材との摩擦が増大されて、当該ランド7周辺の被加工材の塑性流動が抑制される。これにより、スプラインの大径部を成形する側のランド9周辺の被加工材が、スプラインの小径部を成形する側のランド7周辺の被加工材に向けて塑性流動するのが抑制されて、スプラインの大径部にダレが発生するのが防がれる。
(もっと読む)
1 - 17 / 17
[ Back to top ]