
Fターム[4E029MB07]の内容
Fターム[4E029MB07]に分類される特許
1 - 19 / 19
金属加工方法及び金属加工装置
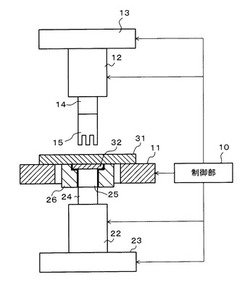
【課題】美麗な外観が容易に得られ、且つ金属板との間の接続強度が高いボスを形成できる金属加工方法及び金属加工装置を提供する。
【解決手段】金属加工装置は、金属板31が配置されるテーブル11と、テーブル11の一方の面側に配置されたボス形成治具15を回転させる第1のモータ12と、ボス形成治具15を金属板31の一方の面に押し当てる第1の押圧機構部13と、テーブル11の他方の面側に配置された回転治具25を回転させる第2のモータ22と、テーブル11の他方の面側に配置されて補助金属板32をその一方の面が金属板31に接触するように保持する補助金属板保持具26と、回転治具25を補助金属板32の他方の面に押し当てる第2の押圧機構部23とを有する。第1のモータ12、第1の押圧機構部13、第2のモータ22及び第2の押圧機構部23は、制御部10により制御される。
(もっと読む)
押出加工用ダイス装置及び押出加工方法

【課題】均一な肉厚の製品を押出加工できるようにした押出加工用ダイス装置と押出部材の製造方法の提供を目的とする。
【解決手段】本発明は、ダイホルダに形成された支持孔に挿入された組立ダイスが具備され、組立ダイスを通過させるように素材ビレットを押圧して組立ダイスの型孔を通過させて押出成形自在としたダイス装置において、組立ダイスが、櫛刃状の突起部を有するオスダイスと、孔部を有するメスダイスを備え、オスダイスの突起部をメスダイスの孔部に望ませてそれらの間に型孔を画成してなり、前記オスダイスの突起部先端の前記孔部開口に対する嵌め込み深さをdとし、押出加工により得られる押出材の肉厚をtとした場合、1.0≦d/t≦3の関係を満足させたことを特徴とする。
(もっと読む)
押出ダイス
【課題】押出ダイスのウエルドチャンバ内における押出材料の流速差を減少させることで、中空又は半中空形状の押出材の寸法安定性を向上させること。
【解決手段】押出ダイス1Aは、その軸心部50から半径外方向に延びた複数のブリッジ53を有する。押出ダイス1Aの外周側ベアリング部32の内側に、押出材の中空部又はトング部を成形するプラグ部7が配置されている。プラグ部7の外周部に内周側ベアリング部71が設けられている。軸心部50からプラグ部7に向かって突出する突出部6がウエルドチャンバ25内に配置されている。突出部6の外周面における各ブリッジ53の下流側部分6aに、該外周面における各メタルホール53の下流側部分6bよりも内周側ベアリング部71に対して半径方向内側に凹んだ凹み部7が形成されている。
(もっと読む)
金属ナノワイヤーおよびその製造方法
【課題】煩雑な操作を必要とせず、押し出し加工によって金属ナノワイヤーを大面積で製造する方法を提供する。
【解決手段】開口直径が10nm〜50μmの細孔配列を有する口金を金属素材に押し当てて、前記口金の開口から金属を押し出すことにより、例えばアスペクト比が1以上である金属ナノワイヤーを形成することを特徴とする金属ナノワイヤーの製造方法。軟化点以上かつ融点以下の温度条件において開口から金属を押し出すことが好ましい。
(もっと読む)
押出ダイス
【課題】押出加工時に押出ダイスに加わる押出荷重を軽減させることにより、押出ダイスの撓み変形を防止し、更に、押出ダイスの強度低下を抑制すること。
【解決手段】押出ダイス1は、複数のメタルホール6と、互いに隣り合う2つのメタルホール6、6間に配置されたブリッジ7とを有する。メタルホール6の少なくとも上流側部分が、その断面積が上流方向に向けて増大するように形成されている。
(もっと読む)
押出ダイス
【課題】心棒にマンドレルリングを外嵌めする押出ダイスにおいて、マンドレルリングを安定して固定でき、メンテナンスを簡単に行える押出ダイスの提供を目的とする。
【解決手段】押出ダイスは、押出材の内面を成形するマンドレル30が、心棒32と、該心棒32に中間締めリング40を介して外嵌めされるマンドレルリング35とを有し、中間締めリング40は、心棒およびマンドレルリング35よりも熱膨張係数の大きい材料で構成され、前記心棒32の外周面、中間締めリング40の内周面、中間締めリング40の外周面およびマンドレルリング35の内周面が、常温時に心棒32と中間締めリング40との間および中間締めリング40とマンドレルリング35との間の少なくとも一方に隙間S1、S2があり、押出時のダイス温度時にマンドレルの軸線方向の少なくとも一部においてその隙間S1、S2が無くなって両者が接触するように設定されている。
(もっと読む)
モジュール式押出ダイ
金属材料、具体的にはアルミニウム若しくはその合金の材料、又は、Cu及びその合金のような他の非鉄金属の押出用の押出工具又は押出ダイである。ダイは、インサート6,7が設けられたキャビティ4,5を有するダイプレート2,3を備えたモジュール型である。ダイプレート2,3を含み強い熱機械的な要求を有するダイの領域は、ニッケル、鉄又はコバルトベースの超合金で作製されるのに対し、インサート、即ち、ダイのマンドレル6及び/又はベアリング7を含み強い摩擦的な要求を有する領域のダイは、耐摩耗性材料で製造され、この耐摩耗性材料は、高速度工具鋼、析出硬化鋼若しくは熱間加工高合金鋼、又は、ナノ粒子若しくはCVDのような皮膜が与えられる任意の適切な鋼タイプとすることができる。 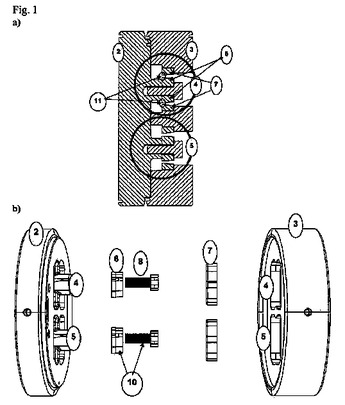 (もっと読む)
(もっと読む)
押出加工方法
【課題】チタン系焼結体の優れた性能を維持しつつ、耐酸化性を向上できる押出ダイスによって押出加工できる押出加工方法を提供する。
【解決手段】本発明は、ダイス本体31の押出孔33に押出材Fを通過させて押出加工する押出加工方法を対象とする。ダイス本体31として、炭化チタン、窒化チタンおよび炭窒化チタンのうち、少なくとも1種以上のチタン化合物を硬質相の主成分とする焼結体によって構成されたサーメット基材11と、そのサーメット基材11上における少なくとも押出孔内周面に対応する部分に設けられ、かつチタンを含む複合酸化物によって構成された耐酸化膜12とを有する表面被覆サーメット部材1によって構成されたものを準備しておく。押出加工開始前に、押出ダイス3を420〜520℃の温度に予備加熱する。
(もっと読む)
押出ダイス
【課題】心棒にマンドレルリングを外嵌めする押出ダイスにおいて、マンドレルリングを安定して固定し、メンテナンスを簡単に行い、かつダイス強度を長期に維持する。
【解決手段】押出材の内面を成形するマンドレル(30)が、心棒(32)と、該心棒に外嵌めされるマンドレルリング(35)とを有し、前記マンドレルリング(35)は、心棒(32)よりも熱膨張係数の小さい材料からなる基材(39a)の少なくとも外周面に硬質の耐アルカリ被膜(39b)が形成されてなり、前記心棒の(32)外周面(32a)およびマンドレルリング(35)の内周面(35a)が、マンドレルリング(35)を心棒(32)に外嵌めした状態において、常温時に両者間に隙間があり、押出時のダイス温度時に、マンドレル(30)の軸線方向の少なくとも一部においてその隙間が無くなって両者が接触するように設定されている。
(もっと読む)
押出ダイス
【課題】心棒にマンドレルリングを安定して固定でき、かつメンテナンスを簡単に行える押出ダイスを提供する。
【解決手段】ダイスの基盤部(21)から突出して押出材の内面を成形するマンドレル(30)が、前記基盤部(21)に対して着脱自在に取り付けられる心棒(31)と、該心棒(31)に外嵌めされるマンドレルリング(38)とを有し、前記マンドレルリング(38)が心棒(31)よりも熱膨張係数の小さい材料で構成され、前記心棒(31)の外周面およびマンドレルリング(38)の内周面が、マンドレルリング(38)を心棒(31)に外嵌めした状態において、常温時に両者間に隙間があり、押出時のダイス温度において、マンドレル(30)の軸線方向の少なくとも一部においてその隙間が無くなって両者が接触するように設定されている。
(もっと読む)
押出用ダイスの製造方法および押出用ダイス
【課題】押出用ダイスの製造において、ベアリング部に表面処理による特性を付与しつつ、表面処理コストを低減する。
【解決手段】ダイス(20)を、押出方向においてベアリング部(25)を含む主型(21)とベアリング部(25)を含まない副型(31)とに分割して成形し、成形した主型(21)のみに対して表面処理を行う。
(もっと読む)
押出用ダイスの製造方法
【課題】従来よりも容易に製作できる押出用ダイスの製造方法の提供を目的とする。
【解決手段】押出用ダイスの製造方法において、1回目の熱処理を施した一次熱処理済み材料に、少なくとも切削加工を含む加工を施して押出材に対応する形状に成形し、これを一次熱処理ダイスとし、この一次熱処理ダイスで押出材を押出した後に、2回目の熱処理を施して一次熱処理ダイスよりも硬度の高い二次熱処理ダイスとする。
(もっと読む)
押出ダイスおよび押出材の製造方法
【課題】ベアリング部を選択的に冷却できる構造を有する押出ダイスを提供する。
【解決手段】 押出材(1)の内面(2a)を成形するベアリング部(25)を有し、前記ベアリング部(25)の内側を通り、下流側端面に開口部(28)を有する冷媒用通路(26)を備える押出ダイス(20)であって、前記冷媒用通路(26a)は、ベアリング部(25)の内側(29)における熱交換効率がその上流側部分(26a)における熱交換効率よりも高く設定されている。
(もっと読む)
金型部材の加工方法、金型部材の製造方法、押出ダイス、押出材の製造方法及び押出材
【課題】微細な放電加工形状を有する金型部材の前記微細形状部分の溶融残留層(加工変質層)を、均一に精度良く除去することができ、長寿命化、高機能化を図ることができる金型部材の加工方法等を提供する。
【解決手段】金型部材1における放電加工された加工部分12の表面26に生じている溶融残留層を、ワイヤ放電研削法により製作されたツール70を用いて除去する。ワイヤ放電研削法によれば、加工精度が高く高硬度で微小なツールを製作することができ、このツールを用いて、放電加工によって加工部に生じた溶融残留層を除去するから、該溶融残留層を均一にまた高精度に除去することができる。
(もっと読む)
熱間押出成形用ダイス
【課題】 約600〜700℃の環境下において、高強度、高硬度、高靭性、高摺動性を備えた熱間押出成形用ダイスを提供すること。
【解決手段】 窒化チタンを主成分とし、ジルコニアおよびニッケルを含むセラミックスからなるダイスであって、ジルコニアの結晶の一部が窒化チタンの結晶内に分散されてなる硬質相と、ニッケルを主成分とし、硬質相を結合する結合相と、からなる熱間押出整形用ダイス1である。窒化チタンを主成分とする硬質相は、熱間押出成形中にその表層が酸化して体積膨張するものの、窒化チタンの結晶内に分散されたジルコニア結晶が窒化チタンの結晶を保護するため、窒化チタンの結晶の摩耗の進展が抑制されて、約600〜700℃の高温環境下においても、高強度、高靭性が保持できるとともに、押出材の摺動抵抗を低く抑制できる。
(もっと読む)
押出ダイス
【課題】成形すべき押出形材の形状および寸法精度を高くして確実に押出成形できると共に、寿命も長くできる押出ダイスを提供する。
【解決手段】押出形材Pを成形するための成形孔14を有する挿入体10と、押出方向Exの上流側面3に上記挿入体10を挿入する凹部5を有するダイス本体2と、を備え、上記挿入体10は、ダイス本体2と同一または同種の鋼材あるいは超硬からなり、上記成形孔14の両側に位置し且つ押出方向Exに対して傾斜した傾斜面13により2つ(複数)に分割されていると共に、係る傾斜面13は、押出方向Exに対し5〜30度の角度θ1で傾斜している、押出ダイス1。
(もっと読む)
成形工具
成形工具(20)であって、この成形工具(20)は、基材(21)と、成形工具(20)の少なくとも作業面(22)に金属ガラスの層(23)とを有し、この成形工具は、
a)押し出しプレスの成形工具、
b)伸線機のダイス、
c)高分子加工装置のロール、
のうちの一つであることを特徴とする。 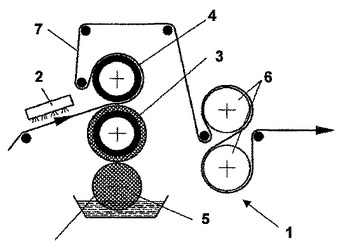 (もっと読む)
(もっと読む)
高速押し出し成型
押し出し成型装置、特に金属の押し出し成型装置(1)は、押し出される材料の通路を形成する押し出し成型本体を備えている。押し出し成型本体は、ベアリング開口部の入口表面とベアリング開口部の出口表面との間に延びるベアリング開口部(3)を有するダイス(2)を含み、ベアリング開口部の出口表面の上流側に押し出し成型通路を形成した成型本体に冷却手段(14)が設けられている。また、成型本体の材料は冷却通路を形成するために熱伝導率が相違している。  (もっと読む)
(もっと読む)
化学および熱用途のための金属ハニカム基体
押出金属ハニカムは、軟化した金属塊供給原料を、この軟化した金属塊供給原料を支持ダイ・ベースプレートに通してハニカム・ダイ吐出部分に供給するための供給孔アレイを有してなるハニカム押出ダイに通して直接押し出すことによって製造される。吐出部分は、押出金属ハニカム構造の壁を形成する交差した吐出スロットのアレイを有してなる。このプロセスは、図4のグラフに示したように、特定の押出物流量、押出物の組成、および供給孔の壁の特定の組成から生じる壁抵抗条件に関する適切な圧力勾配を用いることによって最適化できる。  (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]