
Fターム[4E063JA02]の内容
Fターム[4E063JA02]の下位に属するFターム
Fターム[4E063JA02]に分類される特許
1 - 20 / 35
金属条材の曲げ加工装置、首折れ防止用支持クランプ装置、および曲部を備えた金属条材の製造方法
【課題】作業の労力・危険を軽減回避し、良好な生産性を確保しつつ曲げ加工時の首折れを防ぐ。
【解決手段】金属条材を加熱する手段と、金属条材を推進させる手段と、金属条材を把持すると共に金属条材の推進に伴い支軸を中心として旋回して金属条材に曲げモーメントを加えるクランプアームとを備えた金属条材の曲げ加工装置で、クランプアームよる把持部より後側の近接位置において金属条材の表面に当接して金属条材の首折れ変形を阻止する支持クランプを備える。支持クランプは、金属条材の曲げ外周側の表面に当接する閉成状態と、当該曲げ外周側表面から離間する開放状態との間で開閉動作可能な外爪と、金属条材の曲げ内周側の表面に当接する閉成状態と、当該曲げ内周側表面から離間する開放状態との間で開閉動作可能な内爪を含む。
(もっと読む)
端子曲げ加工装置および半導体装置

【課題】表面を傷つけることなく、外部導出端子を90°折り曲げる。
【解決手段】半導体装置10に相対的に固定された側板100c1,100c2に対して押し下げ部材100dを下向きに移動させ、押し下げ部材100dの押し下げ面100d1aによって支持部材100b1の当接部100b1b3,100b1c3を押し下げ、姿勢を維持したまま、支持部材100b1および押し当て部材100a1を側板100c1,100c2のガイド溝100c1a,100c2aに平行に斜め下向きに移動させ、押し当て部材100a1の側面100a1bを、鉛直方向上向きに延びている外部導出端子10b1に当接させ、次いで、外部導出端子10b1が折れ曲がり始めると、押し当て部材100a1の橋絡面100a1cを外部導出端子10b1に当接させ、次いで、押し当て部材100a1の下面100a1aが外部導出端子10b1に当接する時に、外部導出端子10b1の折り曲げ角度が90°になる。
(もっと読む)
プレス金型
【課題】
負角部を有するプレス製品を離型する際に、プレス製品を変形させる虞をなくし、容易に離型することを可能とする。
【解決手段】
直角曲げ加工を行う直角曲げ刃と負角曲げ加工を行うスライドカムとを有する上型と、前記直角曲げ刃に対応する固定ダイとともに、前記スライドカムに対応する負角成形部分を独立させた可動ダイ及び前記スライドカムを案内するドライバーカムを有する下型と、直角曲げフランジ端面に当接してワークを下型から抜き出すパネルリフターとで構成し、ワークをプレス成形した後、直角曲げフランジ部分を前記パネルリフターにより離型方向へ移動させてワークを持ち上げるとともに、前記可動ダイを前記パネルリフターに同期させて離型方向へ移動させてワークを負角成形の加工方向とは逆方向に取り出すようにした。
(もっと読む)
中空形材の曲げ加工装置および中空形材の曲げ加工方法
【課題】中空形材ないし半中空形材の曲げ加工を簡単な構成で容易に実施することができ、且つ曲げによる断面変形の少ない中空形材の曲げ加工装置および中空形材の曲げ加工方法を提供する。
【解決手段】中空形材の曲げ加工装置10は、ワーク60の送出方向Aに沿って配置された第1のロール20および第2のロール21と、ワーク60を挟んで第1のロール20および第2のロール21の反対側で且つ各ロール20,21の中間部に配置された第3のロールである押しロール22と、を備え、この第3のロール22を押し方向Bに移動可能に構成し、ワーク60の内部には予め芯金40が挿入され、芯金40の先端面が、押しロール22のワーク60との当接点T1より第2のロール21側寄りで且つ第2のロール21と押しロール22との各中心点CPを結ぶ線Lより当接点T1側に保持されている。
(もっと読む)
曲げ加工用マンドレル
【課題】マンドレルにおいて、高精度なパイプの曲げ加工を可能とする。
【解決手段】円柱形状をなす本体21の先端部に半球面形状をなす球面部22をねじ部24,27により着脱自在に設け、パイプPの内部に挿入されて使用されるマンドレル14であって、本体21を工具鋼とし、球面部22を本体21より軟質である合成樹脂により構成する。
(もっと読む)
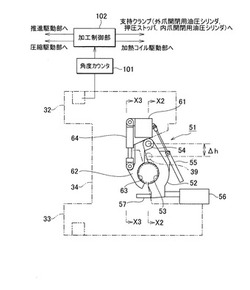
曲がりパイプ製造装置
【課題】角パイプ素材の自動供給技術を提供することを課題とする。
【解決手段】図(b)に示すように、中子芯金31が傾いているとする。中子芯金31の傾きに対応して(a)に示すように、ブロック部材34が傾いている。対策として、(c)に示すように、シリンダ37を作動させ、ピストンロッド37aを前進させる。弾性体39及びディスク38を介してピストンロッド37aで平坦面34aが押され、この平坦面34aが水平になる。(d)に示すように、中子芯金31は水平になる。
【効果】中子芯金を所定の姿勢に合致するように姿勢補正する芯金姿勢補正機構が、備えられている。材料台車上の角パイプ素材と中子芯金の姿勢が合っているため、角パイプ素材を材料台車からパイプベンダーへ移動するだけで、角パイプ素材を中子芯金に被せることができる。角パイプ素材の自動供給が可能となる。
(もっと読む)
偏平チューブ製造装置および偏平チューブ製造方法
【課題】段取り時間短縮と設備複雑化を抑制し、材料の座屈等、成形不良となる要因をなくすことのできる、偏平チューブ製造装置および偏平チューブ製造方法を提供する。
【解決手段】帯状の加工材料Mを曲げ加工して偏平チューブTを製造する偏平チューブ製造方法であって、加工材料Mの長手方向中心軸に沿って、予め予備曲げして予備加工条溝Mdを形成しておいてから、加工材料Mを漸次、移動させつつ、予備加工条溝Mdを中心に、加工材料Mの長手両側縁部を、徐々に近接させてチューブ状に曲げ成形する。
(もっと読む)
曲げプレス
【課題】曲げ加工されるワークのスプリングバックおよびプレスフレームの撓みの影響を測定し、補正することのできる曲げプレスを提供する。
【解決手段】上型30が長手方向に複数の切欠き部31を有しており、切欠き部31に測定センサ50が設けられており、下型40が長手方向に並んだ複数の小下型40a〜40eからなり、小下型40a〜40eに高さを調整する調整機構60を備える曲げプレスである。ワークWが上型30に隠れることがなく曲げ位置近傍で曲げ角度を測定することができる。ワークWの長手方向の複数の部位の曲げ断面形状からプレスフレーム10の撓みの影響を測定することができる。小下型40a〜40eごとに高さを調整し、ワークWのスプリングバックとともに、プレスフレーム10の撓みの影響も補正することができる。
(もっと読む)
成形装置と成形方法
【課題】 本発明は、例えば丸型鋼管の成形に際し、従来のロール成形の生産性を損なうことなく、被成形材へ与える付加的な変形歪みが少なく所要の成形を行い、寸法精度が高く高品質の製品を製造できる成形装置と方法の提供を目的としている。
【解決手段】 成形孔型を外向きに設けたシューを用いて形成したシューブロック列が無限軌道上を旋回移動する構成の旋回ユニットを採用し、シューの孔型で帯材料のエッジ部の一部を拘束するとともにあたかも巨大直径の成形ロールの使用と同様の成形を実現し、従来成形ロールによる局部的な接触応力の発生による問題を著しく低減する。
(もっと読む)
鋼管の曲げ加工方法
【課題】薄肉鋼管を素材とするものであっても、曲げ外側での破断を防ぐとともに、偏平化を抑制した曲げ加工鋼管を得る。
【解決手段】ワイパー及びサイドブースターで被加工鋼管を保持しつつ、クランプで前記被加工鋼管を、曲げ案内用の円弧状部を形成した回転可能な曲げ型に沿って引っ張り、曲げ型と一体的に回転させて曲げる方法であって、曲げ加工を行うときには被加工鋼管内に非圧縮性流体を低水圧で付与し、曲げ加工が終了した後に、曲げ加工時よりも高圧の非圧縮性流体を圧入して曲げ加工時に形成された偏平を矯正する。
(もっと読む)
パイプ曲げ加工装置及びパイプ曲げ加工方法
【課題】パイプを楕円状断面形状に変形させた状態でのパイプ曲げ加工を安定的かつ円滑に行なえるようにする。
【解決手段】曲げ型1の側の嵌合溝4とそれに対向させる締め型2及び圧力型3の側の嵌合溝5,6とは、それら対向嵌合溝のうちのいずれか一方の嵌合溝4が、変形前のパイプWの外径とほぼ等しい溝幅eのパイプ拘束部4aを溝深さ方向の途中に備え、かつ、他方の嵌合溝5、6が、パイプWの挟み込み過程においてパイプ拘束部4aの内面に対する溝壁部外面の摺接を伴う状態で溝壁部5c,6cとともに前記一方の嵌合溝4に侵入する構造にするとともに、パイプWの挟み込みが完了した状態において前記一方及び他方の嵌合溝4〜6どうしの対向により、溝深さ方向の孔径d1が変形前のパイプWの外径より大きく溝幅方向の孔径d2が変形前のパイプWの外径より小さい楕円状断面形状のパイプ嵌合孔Hが形成される構造にする。
(もっと読む)
構造部材
【課題】プレス成形による製造が可能でかつ強度の向上を図った構造部材を提供する。
【解決手段】パイプ材2をプレス成形により曲げ加工して形成される構造部材1において、上記パイプ材2の曲げ加工が施される曲げ部3内に、該曲げ部3の座屈および引けを防止すべく上記曲げ部3における曲げ内側および外側の内壁面を各々支持する芯金部材4を挿入して、上記パイプ材2を曲げ加工すると共に、上記芯金部材4を上記曲げ部3と一体的に変形させ、その変形した芯金部材4を上記曲げ加工後に上記曲げ部3の強度部材としたものである。
(もっと読む)
マグネシウム合金管の曲げ加工方法
【課題】断面が、丸、三角、四角、五角、六角、多角、半円、楕円形状のマグネシウム合金製管材を、加熱することなく、高角度、小半径で曲げる加工方法を提供する。
【解決手段】マグネシウム合金管Pの巻き付け曲げ加工において、曲げ角度10°以下の小角度曲げ加工工程と、その後の3〜120秒の休止工程とを交互に組み合わせ、間歇的に曲げ加工を進行させる。曲げ加工進行時に曲げ加工部に発生し増大する弾塑性的な不均一歪みについて、小角度曲げ加工後に曲げ加工を進行させずに曲げ応力を加えたまま休止時間を設けることにより、休止時間中にクリープ現象による塑性変形を進行させ、不均一歪みの応力緩和を行う。
(もっと読む)
矩形断面管の曲げ加工装置
【課題】矩形断面管を所望の曲げ形状に曲げ加工する曲げ加工装置を提供する。
【解決手段】矩形断面管(パイプ)の曲げ形状に対応した外周形状を有し回転可能に配設された曲げ型と、曲げ型の外周にパイプの先端を固定可能に配設されたクランプと、曲げ型と協働しパイプを挟持し、加工前の管軸方向に移動可能に配設された押し型と、押し型をパイプのウェブ幅部に押し付け可能に配設された押し型加圧手段と、パイプの後端側に配設され張力を負荷する後方張力負荷手段とを有する構成とする。とくに、曲げ型が、固定部と可動部に分割可能に構成され、かつ該可動部が矩形断面管のウェブ高さ部に押し付け可能な可動部加圧手段を備えることを特徴とする。なお、後方張力負荷手段が、管周方向に複数に分割された割り型で、エキスパンダに沿って管軸方向にすべり可能で、かつ分離を防止可能に構成され、さらに一端にフランジを有する構造を有し、外筒リングが、分割可能な内側部材と外側部材とからなる構造を有することが好ましい。
(もっと読む)
曲げ加工用パンチ型、曲げ加工方法及びこれらを用いて製造されたクレーン等入れ子式箱型ブーム
【課題】粗い曲げピッチで加工しても、出来上がった製品の座屈強度が高いより滑らかな曲面を有する曲げ加工が可能な曲げ加工用パンチ型及び曲げ加工方法を提供する
【解決手段】板の曲げ加工に用いるパンチ型11により被加工板Wへ曲げ加工する際、前記パンチ型11の長手方向に垂直な側断面を平面視したときの加工点nが、パンチ中心Pの両側に配置された2点(n=2)11a,11b以上、または、このパンチ中心Pの両側に配置された2点11a,11bとパンチ中心11c(P)とを含む3点(n=3)以上である曲げ加工用パンチ型11。また、前記曲げ加工用パンチ型11とこのパンチ型11に対向する雌型2を用い、この雌型2の長手方向に垂直な側断面を平面視したとき前記被加工板Wを支持する支持点を2点2a,2bとし、前記n点の加工点と前記2点2a,2bの支持点とによって構成される(n+2)点曲げ状態で前記被加工板Wを曲げ加工する曲げ加工方法。
(もっと読む)
金属製パイプの曲げ加工方法
【課題】きわめて簡単な方法でありながらパイプの断面形状を変形させることなくパイプを曲げる。
【解決手段】パイプの一方の口をキャップで塞ぎ、他方の口からグラニュー糖を注ぎ込む。グラニュー糖がパイプの中空部に詰め込まれたら、他方の口もキャップで塞ぐ。円柱状部材の外周面に沿ってパイプを巻き付けてゆき、パイプをコイル状に曲げる。パイプの中空部にグラニュー糖が適度な詰め加減で入っているから、パイプの断面形状が変形することなく綺麗に曲げられる。パイプの両方の口からキャップを取り外してから一方の口にホースを接続し、温水をパイプの中空部に注入する。所定時間経過後に別のホースに取り替えて圧縮空気を送り込むと、他方の口からグラニュー糖が溶けた温水と残存グラニュー糖が押し出される。温水の注入と圧縮空気の注入とを2度繰り返し、最後の圧縮空気の注入により中空部が乾燥される。
(もっと読む)
矩形断面管の曲げ加工装置および方法
【課題】従来の円管の回転引き曲げ加工技術をそのまま矩形断面管の曲げ加工に適用したのでは、曲げ加工部の断面形状がゆがんで台形化しやすい、また、曲げ外側に割れが発生しやすい、また、曲げ外側に減肉が生じやすい。
【解決手段】曲げ型1、クランプ2、押し型3、押し型加圧手段4を有する曲げ加工装置において、曲げ型を固定部1Aと可動部1Bとに分割可能とし、可動部を矩形断面管10のウェブ高さ部15に押付け可能な曲げ型可動部加圧手段6を備えた。これを用いて、ウェブ圧下と幅圧下のいずれか一方または両方を加味しながら回転引き曲げ加工を行なう。
(もっと読む)
パイプの曲げ加工方法
【課題】高強度鋼管を単一曲げ角度にプレス曲げする場合の製品のプロファイルの精度を向上させうるパイプの曲げ加工方法を提供する。
【解決手段】高強度鋼管10を単一曲げ角度にプレス曲げするにあたり、相異なる曲げ半径R1,R2(あるいはこれら以外のR)を有する2個(あるいはそれ以上)の金型1,2を順次用いて計2回(あるいはそれ以上)のプレス曲げを行うものとし、用いる金型の曲げ半径を、後の回に用いるものほど小さくする(例えばR1>R2)。
(もっと読む)
チューブの曲げ加工装置および曲げ加工方法、ならびに曲管および当該曲管を循環路に用いたボールねじ
【課題】チューブCを曲げ加工するに際して扁平や加工誤差などを防止して高精度かつ効率良く曲げ加工できるチューブの曲げ加工装置および曲げ加工方法、曲管およびボールねじの提供。
【解決手段】チューブCの曲げ加工部の内周側を型に倣わせることにより当該チューブを曲げ加工する装置100であって、前記チューブCの非曲げ加工部を前記型に当接させて保持するチューブ保持機構と、当該チューブ保持機構で保持されたチューブCに対して、前記型の曲げRの内側に支点機構を形成せずに、前記チューブCの曲げ加工部の内周側を前記型の曲げRに押し付けるように曲げ力を付与する曲げ力付与機構とを備える。これによってチューブCを扁平や加工誤差などを防止して高精度かつ効率良く曲げ加工できる。
(もっと読む)
管材のプレス曲げ加工装置及び方法
【課題】大規模な設備や金型が不要な大曲げ半径の曲げ加工、曲げ内側でしわや座屈が生じにくい曲げ加工、生産性の高い曲げ加工の三つ特性の両立を可能にした新しい管材の曲げ加工装置及び曲げ加工方法を提供する。
【解決手段】パンチ12と一組のロール13、13によって管材の三点曲げを行うプレス曲げ加工装置であって、パンチ12は円管11の幅以上の幅の溝12aを有し、一組のロール13、13は架台14によって支持されている。ロール13、13は、パンチ12と接触した状態で互いに離れる方向に架台14上を移動自在である。架台14は円管11の曲げ加工中に、下降するパンチ12及びそれに伴って曲げられていく円管11を移動自在とするための空洞14aを有している。
(もっと読む)
1 - 20 / 35
[ Back to top ]