
Fターム[4E065AA04]の内容
Fターム[4E065AA04]に分類される特許
1 - 20 / 22
電極構造およびその製造方法、ならびに電気加熱型触媒およびその製造方法
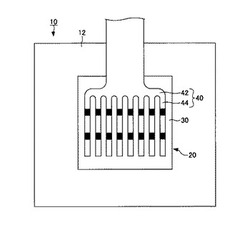
【課題】セラミックス基材に対する電極の剥離を抑制可能で、小型化が可能な電極構造などを提供すること。
【解決手段】セラミックス基材12上に設けられる導電層30と、導電層30に固定される電極40とを有する電極構造20において、導電層30は、少なくとも一部が多孔質であって、電極40と接触する表面に微細な凹凸を有し、電極40は、導電層30の凹凸の凹部31に入り込んだアンカー部46を有する。
(もっと読む)
片側スポット溶接方法

【課題】3枚以上の金属板を片側スポット溶接により十分な強度で接合する。
【解決手段】一対の電極10,20の間に、上側の金属板1及び中間の金属板2を貫通するスリットSを設け、中間の金属板2のスリット2aの幅を、上側の金属板1のスリット1aの幅よりも小さくすることにより、スリット1aとスリット2aとの間に段差S0を設ける。
(もっと読む)
パネル複合体の形成方法
【課題】アウターパネルの意匠品質を確保しつつも、両パネル間の相対的な位置ずれを防いでその固定強度を高めることのできるパネル複合体の形成方法を提供する。
【解決手段】パネル複合体1は、アウターパネル10とインナーパネル20とを互いに重ね合わせてなるもので、その周縁に、アウターパネル10の周縁部11をインナーパネル20側に折り返すことで、インナーパネル20の周縁部21をアウターパネル10の周縁部11とその隣接領域12とで挟み込んだ挟み込み部30が形成されている。このパネル複合体1は、アウターパネル10の周縁部11とインナーパネル20の周縁部21を互いに行き違う向きに重ね合わせる重ね合わせ工程と、重ね合わせた両周縁部11,21に溶接を施すことで両周縁部11,21を接合する溶接工程と、接合された両周縁部11,21を一体にインナーパネル20側に折り曲げることで、上記挟み込み部30を形成する折り曲げ工程とを少なくとも経て形成される。
(もっと読む)
インダイレクトスポット溶接方法
【課題】インダイレクトスポット溶接の際に、溶融した状態で形成されるナゲットを安定して得ることができるインダイレクトスポット溶接方法を提供する。
【解決手段】少なくとも2枚の金属板を重ね合わせた部材に対し、一方の面側から金属板に溶接電極を加圧しながら押し当て、他方の面側の金属板には該溶接電極と離隔した位置に給電端子を取り付け、該溶接電極と該給電端子との間で通電して溶接を行うインダイレクトスポット溶接において、溶接部を除く金属板間の重ね合わせ面を電気的に絶縁する。
(もっと読む)
片側溶接方法
【課題】溶け落ち等の過熱による欠損の発生を可及的に防止しつつも、高品質の溶接部を短時間で形成することのできる、生産効率に優れた金属板の溶接方法を提供する。
【解決手段】2個の電極1を、相互に重ね合わせた複数の金属板2,3の片側から押し当てて通電することで、金属板2,3間に接合領域を生成する。具体的には、この溶接方法は、先端に向けて縮径する縮径面4を設けた電極1を通電しながら金属板2,3に押込んで、金属板2,3同士を密着変形させる密着変形過程(A)と、密着変形させた領域7に存在する異物を、電極1の押込みにより密着変形させた領域7から排出して、異物のない清浄面同士が密着した清浄面密着領域を生成する異物排出過程(B)と、清浄面密着領域に固相接合領域10を生成する固相接合過程(C)、とを含む。
(もっと読む)
片側スポット溶接性に優れた高強度鋼材および片側スポット溶接方法
【課題】高い接合強度を有し、かつ「焼け」の発生や激しい電極損耗を抑制できる、高強度鋼材を用いた重ね合わせ片側スポット溶接方法を提供する。
【解決手段】高強度鋼材と軟鋼材とを、または高強度鋼材同士を重ね合わせて、それぞれが50mm以上離間した少なくとも2個の電極を用いる片側スポット溶接により溶接接合するに際し、高強度鋼材を、質量%で、Si:0.7〜2.5%、Mn:0.8〜3%を含有する組成の鋼材とする。これにより、重ね合わせた鋼板の界面にナゲットが形成され、高い接合強度を有する片側スポット溶接接合部材が得られる。なお、インダイレクト方式の片側スポット溶接では、重ね合わせた被溶接材の一方(軟鋼材)の側に、溶接側電極となる一方の電極を1個配設し、アース側電極となる他方の電極を少なくとも2個、被溶接材の他方(高強度鋼材)側に配設することにより、高い接合強度を確保できることに加え、アース側電極を配置した鋼材(高強度鋼材)に発生する「焼け」や激しい電極損耗等を抑制することができる。
(もっと読む)
パラレルギャップ溶接装置
【課題】 1本の加圧シャフトに一対の電極を取り付けて使用するパラレルギャップ溶接装置において、押圧時の荷重による電極先端の横ずれ動作を抑制する。
【解決手段】 一対の電極を保持する機構を、加圧シャフト2の押圧方向と直交する方向に間隙を置いて平行に設けられた第1の一対の板ばね6A、6A′、6B、6B′と、加圧シャフト2の押圧方向に間隙を置いて平行に設けられた第2の一対の板ばね10A、10A′、10B、10B′と、前記第1の一対の板ばねの一端と前記第2の一対の板ばねの一端とを連結する連結部11A、11Bと、前記第1の一対の板ばねの他端に設けられた前記加圧シャフト2への取り付け部7A、7Bと、前記第2の一対の板ばねの他端に設けられた電極固定部13A、13Bと、前記連結部の間隔を調整する間隔調整部で構成する。
(もっと読む)
圧延設備用溶接機、圧延設備および圧延方法
【課題】 板圧延に使用する最適な溶接機等を提供するとともに、リーダー片の溶接とその後の分離等に関連して板圧延に最も有利な手順を含む圧延方法を提供する。
【解決手段】 圧延設備用溶接機10は、パスラインの下に設けたバックバーとパスラインの上に設けた溶接ガンとによってシリーズ溶接を行い、複数点を同時に溶接するものである。発明の方法では、出側巻取機4に保持させたリーダー片Lと圧延板Aの先端部とを点溶接機10によってつなぎ、圧延板Aの圧延を、入側巻取機3に向かう偶数パスで仕上げる。
(もっと読む)
金属部材の接合方法
【課題】接合しようとする部材の材質が異なる場合や従来のパラレルギャップ溶接では接合が困難な微細な部材の場合でも安定した品質で接合が可能な接合方法を提供する。
【解決手段】接合しようとする2つの部材2、3の少なくとも一方の部材の表面に、あらかじめ該部材の材料の融点よりも低い融点を有する金属材料のメッキ層を形成し、該2つの部材をメッキ層6を間に介在させて重ね合わせ、所定の間隔を置いて平行にセットされた2本の電極1a、1bを該部材に押し当て、電極間に通電して部材の抵抗発熱により前記メッキ層を溶融させて2つの部材を接合する。
(もっと読む)
シリーズスポット溶接方法、およびこの溶接で得られる接合体
【課題】ワークの種類あるいはその組み合わせに依らず溶接部を安定して形成でき、これによりワーク間に高い接合強度を付与する。
【解決手段】第一通電区間において、金属板2、3に電極5がめり込み、かつ金属板2、3間で溶接部が形成されない大きさの電流で金属板2、3を加圧通電する。この状態から、第二通電区間において、第一通電区間における電流値よりも高くかつ金属板2、3間で溶接可能な大きさの電流を流すことにより、金属板2、3間に環状の溶接部11を形成してなる接合体を得る。
(もっと読む)
抵抗溶接方法および抵抗溶接構造体
【課題】 均一かつ十分な溶接強度の確保、被溶接部への加圧力の低下防止、スパッタリングの発生防止、および、狭い箇所への適用が可能な抵抗溶接方法および抵抗溶接構造体を提供する。
【解決手段】 上側金属板のフランジ部13の表面に、その裏面に突出する凹部16がプレス成形されている。 凹部16の剛性は、プレス成形による加工硬化とリブを有する形状によって高められている。凹部16の断面径は、加圧電極4の先端径の1〜3倍の範囲内にある。下側金属板11とフランジ部13との間に隙間のばらつきがある場合、加圧電極4により凹部16を加圧すると、凹部16が下側金属板11に接近する。このとき、フランジ部13における凹部16以外の部分が変形し、凹部16は変形しない。これにより、形状が一定の凹部16が下側金属板12に接触するので、下側金属板11と上側金属板とが常に同じ接触状態で溶接される。
(もっと読む)
シリーズスポット溶接装置
【課題】溶接不良をより確実に検出し得るシリーズスポット溶接装置を提供する。
【解決手段】シリーズスポット溶接装置1の溶接不良検出部11は、平均抵抗値算出手段12と、しきい値設定手段13と、判定手段14とを備える。まず、しきい値を設定するために行う溶接工程において、通電パターンの初期通電区間となる第一通電区間A1から所定の区間B1を設定し、区間B1における電気抵抗Rの平均値Raを平均抵抗値算出手段12により算出すると共に、平均抵抗値Raに基づき、しきい値設定手段13によりしきい値Th1、Th2を設定する。そして、実際に判定を行う溶接工程において、第一通電区間A1より後の区間B4で検出される電気抵抗R’を、判定手段14にて、しきい値設定手段13で設定されたしきい値Th1、Th2と比較することで、溶接不良の是非を判定する。
(もっと読む)
シリーズスポット溶接方法及び被溶接材構造
【課題】溶接電流の密度を高めて溶接する態様において、品質の安定性、作業性等の向上、及び設計上、構造上の制約の低減、コスト低減を為し得るシリーズスポット溶接方法及び被溶接材構造を提供する。
【解決手段】重ね合わせた2枚の被溶接材21,22の一方の表面に、離間する一対の電極15,16を加圧接触させ、両電極15,16間に電流を流して2枚の被溶接材21,22を溶接するシリーズスポット溶接方法において、被溶接材21,22の少なくとも1枚に突起23を材間側へ設けて2枚の被溶接材21,22の間に隙間24を形成し、一対の電極15,16を加圧接触させる際には、一対の電極15,16を被溶接材21,22の面部から押し当てて隙間24を押し潰すように被溶接材21,22を変形させて溶接する。
(もっと読む)
スポット溶接用の溶接ヘッドとそれを用いたシリーズスポット溶接方法および装置
【課題】自動溶接装置のみで2つの方向に並ぶ溶接箇所をシリーズスポット溶接できるようにする。
【解決手段】進退手段1により進退されるようにした可動電極2、3、4を交差する2つの方向X、Yに2つが並ぶように装備し、1つの方向Xに並ぶ可動電極2、3の間隔XL、今1つの方向Yに並ぶ可動電極2、4の間隔YLを個別に調整する間隔調整手段を備えたものとして、上記の目的を達成する。
(もっと読む)
片側溶接用の抵抗溶接装置
【課題】 適宜にサポートを設置可能な片側溶接用の抵抗溶接装置の提供
【解決手段】 この片側溶接用の抵抗溶接装置10は、上下方向に進退可能に配設した溶接電極12を備え、溶接電極12の周辺部において溶接電極12の進退範囲の中間位置に、上方を向いてワークWを支持するサポート部16aを延在させたサポート部材16を備え、溶接電極12をサポート部材のサポート部16aより先に進出させ、サポート部材16を用いずに溶接電極12をワークWに押し当てることが可能な第1ポジションと、溶接電極12をサポート部材16のサポート部16aよりも後退させ、サポート部16aと溶接電極12の先端との間にワークWを配し、サポート部材16のサポート部16aをワークWの裏面に当てつつ、溶接電極12を進出させて溶接電極12をワークWに押し当てることが可能な第2ポジションを備えている。
(もっと読む)
抵抗溶接機
【課題】 ダイレクトスポット溶接と、シリーズスポット溶接やインダイレクトスポット溶接などの片側溶接に併用できる抵抗溶接機の提供
【解決手段】
抵抗溶接機10は、一対の溶接電極11、12を備え、一対の溶接電極11、12の電極面11a、11b、12a、12bが対向する位置と、横に並ぶ位置とに、一対の溶接電極11、12を相対的に移動させる移動機構13を備えたものである。
(もっと読む)
抵抗溶接装置
【課題】 多種多様な箇所に片側溶接を施すことができる抵抗溶接装置の提供
【解決手段】 本発明に係る抵抗溶接装置1は、溶接電極を備えた複数の抵抗溶接機2、3と、複数の抵抗溶接機2、3に溶接電流を供給する溶接電流供給装置4と、複数の抵抗溶接機のうち、一の抵抗溶接機2の溶接電極17をインダイレクト溶接電極として用い、他の抵抗溶接機3の溶接電極19、20をアース電極として用いるように、複数の抵抗溶接機2、3と溶接電流供給装置4を制御する制御装置5とを備えている。
(もっと読む)
スポット溶接電極装置
【課題】
スポット溶接するための受け側電極チップの摩耗を自動調節して補正し、またハット断面形状のワークを変形させることなくシリーズスポット溶接を可能としたスポット溶接電極装置を提供する。
【解決手段】
固定ベース3上に固設された台形で筒状のチップガイド2と、前記チップガイド2の傾斜面4に、この傾斜面4と直交する軸線方向に進退移動可能に設けたチップ7と、前記チップガイド2の筒内に昇降動可能に挿入され前記チップ7を進退作動するための作動軸部材8と、この作動軸部材8を昇降動制御するためのアクチュエータ11とを備えた。
(もっと読む)
抵抗溶接用電極、及び、シリーズスポット溶接装置又はインダイレクトスポット溶接装置
【課題】 厚い金属板と薄い金属板を重ね、厚い金属板側に電極を押し当ててシリーズスポット溶接を行なう場合に,クラックやバリや板隙が生じるのを抑制できる抵抗溶接用電極の提供。
【解決手段】 本発明に係る抵抗溶接用電極は、円錐の先端角度aが120度〜165度の略円錐状の先端形状と、円錐の先端中心部に直径bが1.5〜3mmの平坦部3を備えていることを特徴としている。
(もっと読む)
プロジェクション溶接装置及びプロジェクション溶接方法
一方の溶接箇所に突起1cが形成され、突起1cを挟むように向かい合わせて重ねられた2枚の被溶接物1a,1cが載置され、被溶接物1a,1cが載置される被溶接物載置面11aが被溶接物1a,1cの仕上げ形状をなしている製品形状型11と、被溶接物1a,1cに向かって進退動可能に設けられた第1、第2電極2a,2bとを備え、第1、第2電極2a,2bを被溶接物1a,1cに押し当て、製品形状型11を介して第1電極2aと第2電極2bとの間に通電し、突起1cに加圧力と電流を集中させ、突起1cを溶融させて被溶接物1a、1b間の溶接を行う。  (もっと読む)
(もっと読む)
1 - 20 / 22
[ Back to top ]