
Fターム[4E066BB01]の内容
電子ビームによる溶接、切断 (971) | 制御手段 (58) | ビーム出力制御 (41)
Fターム[4E066BB01]の下位に属するFターム
Fターム[4E066BB01]に分類される特許
1 - 20 / 22
方向性電磁鋼板の製造方法及び製造装置
【課題】方向性電磁鋼板の鉄損を十分に低減させるとともに、適正台数の電子銃を使用して高速で電子ビーム照射処理を実施することができる方向性電磁鋼板の製造方法及び製造装置について提供する。
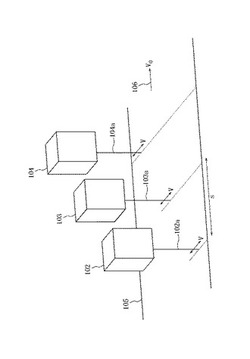
【解決手段】本発明によれば、方向性電磁鋼板をその圧延方向へ進む移送ラインに沿って移送する間に、電子銃から電子ビームを前記圧延方向を横切る向きに照射する走査を、前記圧延方向へ間隔を置いて繰り返し行うに当たり、前記方向性電磁鋼板における前記電子ビーム径:0.25mm以下の下に、前記方向性電磁鋼板の幅をL(m)、前記方向性電磁鋼板の移送速度をV0(m/s)、前記方向性電磁鋼板上での前記電子ビームの走査速度をv(m)、前記電子ビーム走査線の圧延方向間隔をsとしたときに、N ≧ L×V0/((v2−V02)0.5×s)、v≧20 m/sの条件を満たすN台の電子銃を用いて、前記電子ビームの走査を行う。
(もっと読む)
異種金属の接合方法

【課題】鋼に代表される鉄系合金板材とアルミニウム合金板材の重ね接合において、アルミニウム合金側からの高エネルギービーム照射によって高強度の接合が可能な異種金属の接合方法を提供する。
【解決手段】鉄系合金から成る第1の板材1とアルミニウム系合金から成る第2の板材2とを金属間化合物層4を介して重ね接合するに際して、第2の板材2の端からデフォーカスさせた高エネルギービームBの照射中心までの距離をWとし、高エネルギービームBのデフォーカス径をDとするとき、照射位置Wをデフォーカス径の2分の1以上(W≧D/2)とすると共に、接合界面温度が第2の板材(アルミニウム系合金)2の融点を超えないようにする。
(もっと読む)
半導体プロセスチャンバ内において使用するための物品
【課題】チャンバ構成部品のような加工片の表面にテクスチャを設ける方法及びシステムを提供する。
【解決手段】本方法は、加工片をテクスチャ化チャンバへ供給するステップと、加工片の表面を横切って電磁エネルギのビームを走査させて該表面上に複数のフィーチャを形成させるステップとを含む。形成されたフィーチャは、一般的には凹み、突起、及びそれらの組合わせである。プロセスチャンバ内の汚染を減少させる方法も提供される。この方法は、1またはそれ以上のプロセスチャンバ構成部品の表面を横切って電磁エネルギのビームを走査させて該表面上に複数のフィーチャを形成させるステップと、1またはそれ以上のチャンバ構成部品をプロセスチャンバ内に位置決めするステップと、プロセスチャンバ内においてプロセスシーケンスを開始するステップとを含む。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】積み変圧器を作製した場合にあって、特に、磁束密度B8が1.93T以上の方向性電磁鋼板を用いて変圧器を作製したときに、そのコーナー部分など、磁束が圧延方向からずれて曲がる部位があっても、より効果的に鉄損劣化を抑えることができる方向性電磁鋼板を得る。
【解決手段】一次再結晶焼鈍に先立ち、鋼板の表面に電子線を照射することにより、鋼板の表面を算術平均粗さRaで0.15μm以下の平滑面とする。
(もっと読む)
方向性電磁鋼板の鉄損改善方法
【課題】幅広な方向性電磁鋼板に対して電子ビームを照射する場合や、電子ビームの照射装置を小型化する場合などに、鋼板の幅方向に対して磁区細分化の効果を均一にする方法を提案する。
【解決手段】走行する方向性電磁鋼板の幅方向に、連続して電子ビームを照射するにあたり、該電子ビームの鋼板表面に対する入射角度に応じ、該電子ビームの収束電流を調整して、ビームスポットの面積を変更することにより、幅方向にわたる該ビームスポットのエネルギー密度を一定に制御する。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】鉄心にギャップを設ける以外の方法で、偏磁が生じる用途で使われる場合にも、優れた磁気特性を有する方向性電磁鋼板を提案する。
【解決手段】電子ビーム照射により、板幅方向と30度以内をなす角度で線状に、照射列の圧延方向の列間隔を2〜10mmとして、以下の式(1)にて定義される単位面積あたりの照射エネルギー量E(mJ/mm2)を、磁束密度B8が1.90T以上でかつ磁束密度B0.5が1.60T以下を満足するように、20〜220 mJ/mm2の範囲で歪を導入する。
E(mJ/mm2)=電子ビーム加速電圧(kV)×ビーム電流値(mA)/ (ビーム走査速度(m/s)×ビーム径(mm)) …(1)
(もっと読む)
曲げ加工性に優れた高強度冷延鋼板の製造方法
【課題】冷延鋼板の強度をほとんど損なうことなく、延性、特に曲げ加工性を改善する技術を提供する。
【解決手段】鋼板の表面に、レーザー光または電子ビームを、単位時間当たりの入熱量:50W以上、単位長さ当たりの入熱量:10〜250J/mの条件で線状に照射して、上記鋼板の表層における、上記レーザー光または電子ビームの照射部近傍組織の回復および/または再結晶を行う。
(もっと読む)
方向性電磁鋼板の製造方法
【課題】実機トランスに組上げた場合に、優れた鉄損特性、騒音特性を有する方向性電磁鋼板を提供する。
【解決手段】最終仕上げ焼鈍後または張力コーティング処理後に、電子ビーム照射による磁区細分化処理を行う場合に、電子ビームの出力に応じて、一点当たりの滞留時間tと点間隔Xとの関係を次の範囲に制御する。(1)ビーム出力が600W未満の場合には、0.05≦2(Da・t)1/2/X≦1.5(2)ビーム出力が600〜1200Wの場合には、0.03≦2(Da・t)1/2/X≦0.8(3)ビーム出力が1200W超の場合には、0.01≦2(Da・t)1/2/X≦0.2但し、Da:熱拡散率(22.7×10-6m2/s at 300K in Fe)、t:一点当たりの滞留時間(s)、X:点間隔(mm)
(もっと読む)
電子ビーム溶接方法
【課題】大入熱で施工しても靭性を回復させることができる電子ビーム溶接方法を提供することを目的とする。
【解決手段】電子ビーム溶接方法は、2つの母材1の突き合わせ部に設けられた開先2を含むよう第1溶接ビード3を形成する工程と、第1溶接ビード3よりも幅が狭い第2溶接ビード4及び第3溶接ビード5を、開先2を外し、且つ、第1溶接ビード3の一部を含むよう突き合わせ部を中心として対称な所定位置に、第1溶接ビード3形成時よりも小入熱で形成する工程と、を備える。
(もっと読む)
溶接装置及び溶接方法
【課題】入熱量の偏りに起因する溶接対象物の溶接変形量を最小限に抑える。
【解決手段】溶接対象物を回転させながら溶接用ビームを照射することで前記溶接対象物を溶接する溶接装置であって、一次溶接に供する一次溶接パターンと、二次溶接に供する二次溶接パターンとを含む溶接パターンに基づいて前記溶接用ビームの出力及び前記溶接対象物の回転状態を制御する制御部を備え、前記一次溶接パターンは、前記二次溶接パターンに基づいて前記溶接対象物の溶接を行った場合に生じる変形を相殺する方向に変形を生じさせるように設定されている。
(もっと読む)
溶接制御システム
【課題】立体的ビード可視化に基づく溶接パラメータを調節するシステムを提供すること。
【解決手段】一実施形態では、システム(200)は、溶着ゾーン(107)に向けて配向される複数の観測点から画像を受け取るよう構成された溶接コントローラ(118)を含む。溶接コントローラ(118)はまた、画像の差分分析に基づいて、溶着に影響を及ぼすパラメータを制御するよう構成される。
(もっと読む)
金属の接合方法
【課題】ロウ付けやはんだ付けの接合強度や信頼性の向上を、金属部材の表面形状を制御することで実現する。
【解決手段】金属101の表面に電子ビーム111を照射することで、金属101の表面形状を加工し、ビーム照射領域123で、ロウ付け又ははんだ付けにより他の金属と接合する。上記加工では、例えば、金属101の表面粗さの値を減少させる、または、金属101の表面に、直径及び深さが500μm以下の複数のディンプルを形成する、または、上記金属の表面に、幅及び深さが500μm以下の互いに平行な複数の溝を形成する。
(もっと読む)
多孔表面の形成方法
【課題】汚染物に対する仕上げ処理等を必要とすることなく、さらには高精度かつ高効率で材料表面に凹部(くぼみ)を形成することが可能な、多孔形成方法を提供する。
【解決手段】母材の少なくとも表面部分にこの母材よりも平衡蒸気圧が高い物質が分散された被加工材11に対して、その表面に電子ビーム13を照射して前記物質を蒸発させ、前記被加工材の表面に凹部14を形成する。
(もっと読む)
荷電粒子ビーム加工方法
【課題】高い形状精度を要求される光学素子の加工において、形状修正加工と平滑化加工のための加工時間を短縮する。
【解決手段】複数の荷電粒子ビームを被加工物表面100に対して同一の相対運動で同時に照射し、被加工物表面100の加工を行う。同一の相対運動をする複数の荷電粒子ビームのうちの第1の荷電粒子ビームは、ラスター走査軌跡103に沿った走査速度を可変制御することで形状修正加工を行う形状修正加工用イオンビーム101である。第2の荷電粒子ビームは、前記走査速度の変化に応じてパルス幅や電流量を可変制御することで平滑化加工を行う平滑化加工用イオンビーム102である。被加工物表面100における単位到達粒子数分布が異なる複数の加工を同時に行うことで加工時間を短縮する。
(もっと読む)
照射作用取得方法および荷電粒子ビーム加工方法ならびに荷電粒子ビーム加工装置
【課題】荷電粒子ビームのビーム断面積の大小に関係なく、被加工物の多様な表面形状に対する加工のための基礎データを高効率および高精度に得て、高効率かつ高精度の加工を行う。
【解決手段】被照射物9にガスクラスターイオンビーム8を照射して加工するガスクラスターイオンビーム加工装置M1において、サンプルの被照射物9の一箇所における照射痕のプロファイルである基礎照射作用データ19bを取得し、この基礎照射作用データ19bから、被照射物9のビーム軸の任意の移動量Δrの位置における加工深さziを離散的に算出して照射作用データ19cを生成し、この照射作用データ19cを被照射物9の材質や曲率等の条件で補正した補正照射作用データ19dを用いてガスクラスターイオンビーム8のドーズ量を制御しつつ被照射物9の加工を行う。
(もっと読む)
電子線照射装置
【課題】 装置を大型化することなしに、低コストで電子線によるワークの処理を容易かつ良好に行うことができる電子線照射装置を提供することを目的とする。
【解決手段】 真空チャンバー3と、真空チャンバー3内に電子線を発生させる電子線発生装置と、真空チャンバー3の内外を接続して電子線発生装置が発する電子線EBを真空チャンバー3外に通過させる電子線射出口8と、真空チャンバー3外で電子線射出口8の周囲を囲むとともに電子線射出口8に対向する部位に開口部22aを有するノズル22と、ノズル22内に不活性ガスを供給する第一プロセスガス供給装置11と、ノズル22内に乾燥空気を供給する第二プロセスガス供給装置12とを設ける。ノズル22に、第一プロセスガス供給装置11が供給する不活性ガスと第二プロセスガス供給装置12が供給する乾燥空気とが供給されてこれらが混合される拡径部22c(混合器)を設ける。
(もっと読む)
ゴルフクラブヘッド部材の溶接方法
【解決手段】 第一ヘッド部材を準備し、第一ヘッド部材はフェロ−マンガン−アルミ合金の材質により作成される段階と、第二ヘッド部材を準備し、第二ヘッド部材は融点がフェロ−マンガン−アルミ合金より相対的に高い材質により作成される段階と、高エネルギー溶接方式を利用して第一ヘッド部材と第二ヘッド部材を結合する段階とを含むゴルフクラブヘッド部材の溶接方法であって、上記高エネルギー溶接のエネルギー密度は実質的に106ワット/mm2より大きくなるように形成されることにより、二個のヘッド部材を瞬間的かつ同期的に溶融し、さらに強固に溶接して結合するように構成されている。
【効果】 高エネルギー溶接の方式を利用することにより、二個のヘッド部材を瞬間的かつ同期的に溶融して強固に結合することができるため、確実に溶接の信頼性を相対的に増やし、溶接の歩留りを高めることができる。
(もっと読む)
研磨加工シミュレーション方法、研磨加工方法、研磨加工プログラムおよび研磨加工シミュレーション装置
【課題】 被加工物の表面に存在する突起の範囲がイオンビームの照射面積より大きい場合であっても、高い形状精度で形状を創成するための研磨加工シミュレーション方法を提供すること。
【解決手段】 測定装置によって測定した被加工物の表面形状と設計目標として予め入力された設計形状とに基づいて、表面形状を設計形状に加工するために必要な被加工物の表面を除去する除去量を算出し、イオンビームの照射ドーズ量とイオンビームの照射により除去される上記被加工物と同一の材料からなる被照射物の除去量との関係を取得し、取得した関係とイオンビームのプロファイルとに基づいて、表面形状を設計形状に加工するための研磨照射条件を算出することを特徴とする。
(もっと読む)
微細構造作製方法及び装置
【課題】被加工基板に微細な立体構造を形成する際、フォトリソグラフィー工程等を必要とせず、FIBの照射によるスパッタリング手法よりも高能率であり、基板材料の再付着による形状精度の劣化が無く、任意の形状、高さの微細構造物を製作可能な方法を得る。
【解決手段】S1では形成すべき凹部の深さに応じてFIBのドーズ量、加速電圧を調整しながら単結晶シリコン(100)面にFIBを照射する。S2ではアセトン、純水を用いた超音波洗浄を行う。S3では単結晶シリコン基板を23℃程度のHF水溶液に浸漬して超音波振動を加えてエッチングし、確認のためにS4でAFMにより形成された構造を観測すると、FIB照射を行った基板表面に高さ数nm程度の凸状の隆起が生じている。この基板をエッチングすると非照射部はエッチングされないのに対して、照射部はエッチングされ、照射条件によって高さの異なる段差が形成される。
(もっと読む)
エネルギービーム加工装置,エネルギービーム加工方法
【課題】 イオンビーム等のエネルギービームの収束状態や被加工物への照射方向等を維持すると共に,被加工物の加工深さなどの加工条件等に応じて被加工物へ照射するエネルギービームのエネルギーを変更する際の作業を簡略化すること。
【解決手段】 被加工物7にプロトンビームL1(エネルギービーム)を照射させて該被加工物7を加工するエネルギービーム加工装置Xにおいて,イオン発生源1及びイオン加速装置2からなるエネルギービームの発生源と上記被加工物7との間の上記プロトンビーム1の光路上に,上記プロトンビームL1の持つエネルギーを変更させるエネルギー変更手段10を設ける。
(もっと読む)
1 - 20 / 22
[ Back to top ]