
Fターム[4E066BD03]の内容
電子ビームによる溶接、切断 (971) | 機構 (34) | 被溶接材の移動機構 (14) | 回転移動機構 (12)
Fターム[4E066BD03]に分類される特許
1 - 12 / 12
電子ビーム溶接方法
【課題】2部材が嵌合する嵌合部を溶接する際に優れた加工精度が得られる電子ビーム溶接方法を提供する。
【解決手段】ドラム本体11の嵌合孔15にシャフト21の嵌挿部25を圧入嵌合し、互いに接合する嵌合孔15の内周面16と嵌挿部25の外周面26との接合部28を対向する第1溶接範囲W1及び第2溶接範囲W2と、第1溶接範囲W1の溶接終点W1bと第2溶接範囲W2の溶接始点W2bとの間の第3溶接範囲W3と、第2溶接範囲Wの溶接終点W2bと第1溶接範囲W1の溶接始点W1aとの間の第4溶接範囲W4とに分割し、第1溶接範囲W1、第2溶接範囲W2、第3溶接範囲W3、第4溶接範囲W4を順に溶接する。ドラム本体11とシャフト21の同軸度が確保されて、歪み変形が抑制された加工精度に優れたクラッチドラム10が確保できる。
(もっと読む)
被加工物の加工方法

【課題】溶接によって、被加工物の加工精度を向上させることができる被加工物の加工方法を提供する。
【解決手段】第1部材110及び第1部材110に組み付けられる第2部材120に対して溶接する被加工物100の加工方法において、第2部材120を基準軸として被加工物100を回転させた際に生じる第1部材110の最大振れ位置を検出する振れ測定工程S3、最大振れ位置と第1部材110に相当する部材と第2部材120に相当する部材との偏位発生傾向位置を予め設定した偏位発生傾向位置データとを対比して第1部材110と第2部材120の接合部に溶接開始位置Sを設定する溶接開始位置設定工程S5、溶接開始位置Sを溶接始点として第1部材110と第2部材120との接合部を溶接する溶接工程S6を備える。
(もっと読む)
伝熱管の製造方法及び伝熱管
【課題】短時間で伝熱管表面にμm単位の微細な撥水性の凹凸形状を形成することによって伝熱管の熱伝達機能を向上させる。
【解決手段】伝熱管5の表面にパルス状の電子ビーム4を照射することにより撥水性の微細凹凸形状を形成する伝熱管の製造方法であって、前記パルス状の電子ビーム4の照射電流(mA)*照射速度(sec)を0.002〜0.008とする。
(もっと読む)
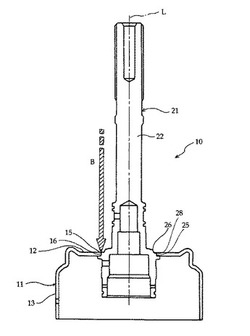
タービンローターの製造方法
【課題】コストを低減できるとともに、振動特性の悪化を防止できるタービンローターの製造方法を提供する。
【解決手段】電子銃10を用いて嵌合部21を溶接するタービンローターの製造方法であって、嵌合部21を一回転させる中で、嵌合部21の位相に対応する電子ビーム12を電子銃10より嵌合部21に複数回照射して、タービンシャフトの周方向において等間隔に配置されるとともに、複数の溶融部を嵌合部21に形成する溶融部形成工程と、溶融部形成工程の後に、溶融部形成工程で形成される溶融部の幅と同じ幅、あるいは溶融部の幅よりも小さい幅だけ嵌合部21を回転させる回転工程と、を含み、溶融部形成工程および回転工程は、複数の溶融部が嵌合部21の全周にわたって連続して形成されるまで繰り返される。
(もっと読む)
イオンミリング装置,試料加工方法,加工装置、および試料駆動機構
【課題】本発明は、上記の問題点を鑑み、材料やイオンビーム照射角度に依存しない加工をする手法を提供することを目的としている。
【解決手段】上記目的を達成するために、本発明は、イオンビームを試料に照射して試料を加工する加工装置において、前記イオンビームに対し、試料を回転傾斜させる試料傾斜回転機構を備え、当該試料回転機構は、試料をイオンビームに対し回転させる回転軸と、当該回転軸に対して直行し、前記試料をイオンビームに対して傾斜させる傾斜軸を備え、前記試料の回転と傾斜を同時に行うことを特徴とする加工装置を提供する。
(もっと読む)
真空下でワークピースを加工するため、ハウジングに対して回転可能なハウジング底部を有する装置
本発明は、真空下でワークピースを加工するための加工装置100に関するものであり、内部空間を有するハウジング1と、ハウジング蓋2と、ハウジング1に対し回転可能にしたハウジング底部6と、ハウジング底部6に連結し、かつハウジング1の内部空間に配置したロータ装置8であって、このロータ装置8内にワークピースを収容するための複数個のチャンバ81を設けた、該ロータ装置8とを備え、ハウジング1および/またはハウジング蓋2に複数個の作業開口4,12,13を形成し、ロータ装置8における複数個のチャンバ8のそれぞれには、少なくとも1つのロータ開口21を設け、これにより、ロータ装置8の回転に基づき円形経路82を規定し、この円形経路82に沿ってロータ開口21が変位する構成とし、作業開口4,12,13を円形経路82に沿って配置する際、それぞれのロータ開口21を、円形経路82に沿う変位時に作業開口4,12,13と合致できるよう構成し、ロータ装置8とハウジング1および/またはハウジング蓋2との間における、それぞれのロータ開口21周りにロータ開口シール部材14を設け、また、少なくとも2種類のロータシール部材を、ロータ装置8とハウジング蓋2および/またはハウジング1との間において、ロータ開口シール部材14と接触する状態で設け、円形経路82に沿う環状空間83,83a,83b,83cを、前記作業開口4,12,13および前記ロータ開口21の位置で区切り、前記環状空間83,83a,83b,83cを画定し、そして部分毎にシールする構成とする。 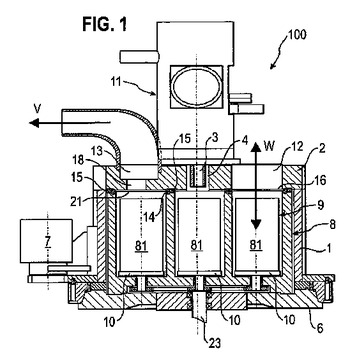 (もっと読む)
(もっと読む)
ガスクラスターイオンビーム加工方法およびガスクラスターイオンビーム加工装置ならびに加工プログラム
【課題】ガスクラスターイオンビーム加工において、被加工物における目的の品質を確実に得る。
【解決手段】ガスクラスターイオンビーム9を被加工物11に照射して加工を行うガスクラスターイオンビーム加工装置Mにおいて、相対走査速度と照射ドーズ量との関係f1、被加工物11の回転軸からの距離と照射ドーズ量との関係f2、表面粗さや形状精度等の品質に影響するパラメータと照射ドーズ量との関係f3,f4,f5,f6を予め測定して記憶しておき、被加工物11に要求される品質と、関係f1から関係f6とに基づいて被加工物11に対するガスクラスターイオンビーム9の相対走査速度を決定し、この相対走査速度によるガスクラスターイオンビーム9の照射によって被加工物11の加工を行うことで、被加工物11に目的の品質を実現する。
(もっと読む)
タービンロータ及びロータの製造方法
【課題】電子ビーム溶接部の軸側溶接熱影響部の硬さをシャフト母材同等の硬さまで低下させて残留応力を除去して、実機運転中に残留応力が開放されてタービンホイールとタービンシャフトとの直角度を変化させることによって生じる振動騒音の発生を抑え、かつタービンシャフトの母材強度も規定値をも満足ができるタービンロータの製造方法及びこの製造方法によって製造されたタービンロータを提供することを課題とする。
【解決手段】排気ターボ過給機におけるタービンロータの製造方法であって、前記タービンロータ1回転しながら前記ホイールと前記シャフトとを電子ビームの照射によって溶接し、その後、タービンロータに焼入れおよび焼戻しを施すことを特徴とする。
(もっと読む)
ローラ体の製造方法およびローラ体
本発明は、ローラへさらに加工するためのローラ体を製造するための方法、およびローラの構成要素としてのローラ体、または圧力および/または温度を印加することによってウェブ形状の媒体を処理するための、好ましくは紙を製造するためのローラを製造するための方法に関する。ローラ体(1、2)を製造するための方法であって、a)それぞれ、少なくとも0.45の炭素当量と、少なくとも130mmの壁厚(W)とを有する鋼鉄製パイプ部(1、2)は、b)軸方向に互いに隣り合って配設され、c)電子ビーム溶接によって互いに接続される、方法。 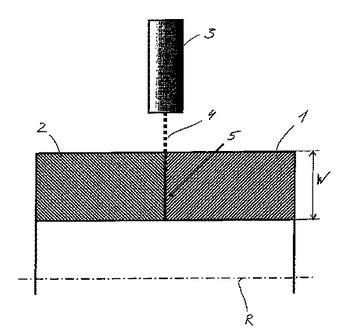 (もっと読む)
(もっと読む)
接線方向製造装置
【構成】
工作物から材料を放出および/または基板への材料の付加によって成形製品を製造する方法である。遠心機上で工作物を回転させる。加工時、工作物の表面は全体として遠心機軸線に対して対向しかつ離れている。表面材料が放出されると、工作物回転路から離れている接線方向路に従って移動し、表面から排出される。レーザーなどのエネルギービームや材料のジェット流を使用して、材料の一部を放出させ、工作物から遊離させる。工作物の回転時、短パルスのビームまたはジェット流を使用して工作物の特定部位から材料を放出させる。工作物の回転に対してビーム/ジェット流の向きを変え、そしてビーム/ジェット流を制御すると、放出される材料の位置が変わる。ビーム/ジェット流の照射強度および時間を変更すると、放出される材料の量が変わる。工作物から材料を繰り返し放出させると、ある一定の形になる。コンピュータ制御を利用して向き、時間を制御し、ビーム/ジェット流の照射強度および時間を調節することによって工作物を目的の形に成形する。表面から放出された材料を基板に向ける。各種の制御システムを利用して、例えば放出材料を荷電しこれを磁気ヨークまたは荷電プレートに通過させることによって、基板上に材料を所定の形で堆積させる。これは、工作物の回転と同時に行うことができる。工作物からの放出材料を同時に別な製品の製造に利用しない場合には、リサイクルに回す。
(もっと読む)
電子ビーム溶接方法及び溶接装置
【課題】 電子ビームで円周溶接を行なう場合に、溶接開始部と溶接終了部のオーバーラップ部位でのスパッタ発生等を抑制し、電子ビーム溶接を良好に行なう。
【解決手段】 電子銃より発せられた電子ビームを、二以上のワークが互いに接して形成される継手部分に略垂直に照射させ、該電子ビームと該二以上のワークを相対回転させて、該二以上のワークを接合する電子ビーム溶接方法であって、溶接スタート部より該二以上のワークの周方向に該電子ビームを略垂直に照射し、一周又は複数周して該溶接スタート部に到達した後、電子ビーム電流値を低下させつつ該電子ビーム方向を偏向させて斜め照射することを特徴とする電子ビーム溶接方法。
(もっと読む)
少なくとも1つの高さにおいて位置調節可能な、板金の下方に設けられた緊張ローラーを有する、異なる厚さの板金を突合わせ溶接するための方法、および装置
【解決手段】 本発明は、板金1、2、有利には、異なる厚さの板金ストリップ、または板金プレートを突合わせ溶接するための方法であって、この方法が、これら板金1、2の上方および下方に、対の状態で、互いに間隔をもって溶接継ぎ目の直ぐ横に設けられた緊張ローラー4、5、10でもって、これら板金1、2の接触ライン、即ち製造されるべき溶接継ぎ目に沿って、レーザー光11または電子ビームと、板金1、2との間の相対的な移動によって行なわれ、その際、これら板金1、2の上方に設けられたこれら緊張ローラー10が、高さ移動可能に及び/またはばね作用を行なうようにこれら板金1、2の上で転動する様式の上記方法に関する。少なくとも溶接継ぎ目の一方の側で、これら板金1、2の下方に設けられた、緊張ローラー4、5が、高さにおいて位置調節される。 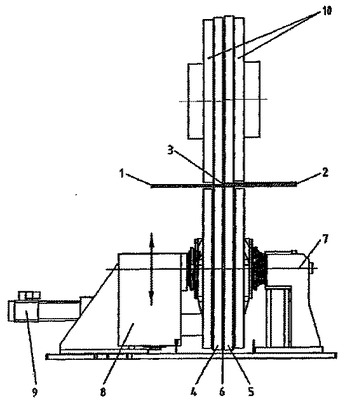 (もっと読む)
(もっと読む)
1 - 12 / 12
[ Back to top ]