
Fターム[4E068AJ01]の内容
Fターム[4E068AJ01]の下位に属するFターム
Fターム[4E068AJ01]に分類される特許
181 - 184 / 184
複数の構成部材を結合する方法
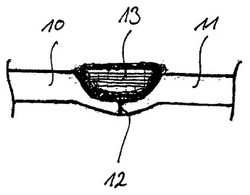
本発明は、動的負荷のかかる複数の構成部材、特にガスタービンの複数の構成部材を接合する方法に関するものである。本発明によれば、相互に連結される構成部材(10,11)を、レーザーパウダービルドアップ溶接を用いて接合する。 (もっと読む)
レーザビームによる塗装金属板の断面変形方法及びこの種の断面変形を有する塗装金属板
多くの場合、塗装金属板の塗装材料は、金属板の材料よりも遥かに低い沸点を有している。このため、この種の金属板を溶接によって接合する際に、塗装材料の爆発的な気化が生起する可能性があり、これは結合品質に悪影響を及ぼす。結合品質を改善するため、スペーサによって狭い間隙を形成して、気化する塗装材料がこの間隙の中に漏出し得るようにする。このスペーサは、例えば、金属板をレーザ衝撃することによって生成される。本発明の目的は、スペーサの形状を適正化することによって、金属板間の距離の偏差を低減することにある。この目的は、レーザビームを、その処理表面域の中心を通って及び/又はその中心の回りに、横方向及び縦方向の変位成分を含むように変位させるという方法によって実現される。これによって、球面形状を有する断面変形、すなわち、該断面変形の高さよりも大きな頂部半径を有する断面変形が形成される。  (もっと読む)
(もっと読む)
溶接ビームを使用して、微粉添加剤で加工物の表面を処理する方法
本発明は、溶接ビーム(5)を使用して粉末状溶加材(3)で加工物(1)の表面を処理する方法に関し、前記粉末状溶加材は加工物表面上の加工領域(9)の溶接ビーム(5)に導入される。本発明の目的は、粉体消費量に関して上記方法を最適化することである。これを達成するために、粉末状溶加材(3)は、溶接ビーム(5)が当たる前に、フィルム(11)によって加工領域(9)に固定される。  (もっと読む)
(もっと読む)
部品の加熱方法

本発明は、部品を、その加工に先立って及び/またはその加工中に加熱するための、部品の加熱方法に関する。
本発明によれば、加熱を行うためのエネルギ源として、少なくとも1台のレーザ装置を用いる。
(もっと読む)
181 - 184 / 184
[ Back to top ]