
Fターム[4E068AJ01]の内容
Fターム[4E068AJ01]の下位に属するFターム
Fターム[4E068AJ01]に分類される特許
141 - 160 / 184
レーザ肉盛装置およびレーザ肉盛方法
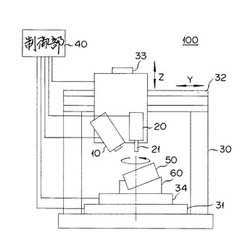
【課題】肉盛品質を向上することができるレーザ肉盛装置およびレーザ肉盛方法を提供する。
【解決手段】第1レーザ光を照射してワークに溝部を形成する第1レーザ照射手段と、第1レーザ光と同じビーム幅の第2レーザ光を溝部に照射して、当該溝部に供給される肉盛材料を溶融および凝固させることにより肉盛部を形成する第2レーザ照射手段と、を有する。
(もっと読む)
レーザ溶接方法

【課題】 重ね合せた被溶接部材間に必要な隙間を確実に形成することができるレーザ溶接方法を提供する。
【解決手段】 重ね合せた部材1,2をレーザ5にて溶接する際に、レーザ5にてフォーミングビード6を形成して一方の部材1を反らせ、部材1,2間に隙間11を形成した後に、レーザ5にて溶接ビード7を形成して溶接する方法において、フォーミングビード6を非直線状に形成する。また、フォーミングビード6を溶接ビード7に対して非平行に形成することもできる。
(もっと読む)
レーザー溶接方法
【課題】レーザー溶接時の歪みや位置ずれの発生が抑えられ、部材間の固定精度を向上させる。
【解決手段】半導体レーザー保持台11または光導波路保持台12と接合してこれらを固定する固定用部材13の、L字に屈曲させて形成された折曲方向の2つの面に凹み14を形成し、形成された凹み14にレーザー照射して固定用部材13を貫通し、固定用部材13と半導体レーザー保持台11または光導波路保持台12とを互いに貫通溶接する。
(もっと読む)
UOE鋼管の縦シーム溶接継手
【課題】UOE鋼管の縦シーム溶接継手において、その溶接継手部の積層構造から高品質化、高性能化を図るとともに、溶接施工も効率的で、経済性にも優れた、縦シーム溶接継手を提案する。
【解決手段】開先加工を施した鋼板の両端部を、突き合わせてシーム溶接にて接合したUOEの縦シーム溶接継手である。上記開先をX開先とし、その板厚中央部の開先ルートフェイス部5を深溶込み溶接で接合すると共に、板厚方向両側の開先部分3,4をそれぞれ仕上げ溶接で接合することで、断面形状が3層の積層構造を有する溶接継手とした。
(もっと読む)
レーザ加工装置
【課題】様々な色の加工対象物に対してガイド表示の視認性を好適に確保しうる構成を提供する。
【解決手段】レーザ加工装置1は、加工用レーザ光源10から出射される加工用レーザ光L1を収束レンズ22によって収束させて加工対象物W上に照射することにより、予め設定される加工情報に基づいて加工を行うものである。このレーザ加工装置1は、少なくとも非加工状態において、可視性のガイド光を前記加工対象物W上に照射するガイド光出射装置3を備えており、このガイド光出射装置3は、それぞれ異なる可視光領域の波長とされた複数種類のガイド光L2,L3を出射可能とされている。
(もっと読む)
異種材料の接合方法、接合装置及び接合構造
【課題】高融点材料と低融点材料を重ね合わせた被接合材料の接合界面に緻密な酸化皮膜が介在していたとしても、大きな入熱を投与することなく、高強度の接合が可能な異種材料の重ね接合方法と、このような異材接合に好適に使用することができる接合装置、さらにはこのような方法による接合構造を提供する。
【解決手段】互いに融点の異なる高融点材料1と低融点材料2を重ね合わせて接合するに際して、接合界面に存在する酸化皮膜を部分的に破壊しながら、高融点材料1の表面に高エネルギービームを照射して両材料1,2を加熱し、加熱された両材料1,2を相対的に加圧して両材料を連続的又は断続的に接合する。
(もっと読む)
金属板材の接合方法及び接合装置
【課題】溶接品質及び生産性の極めて有利な金属板材の接合方法及び接合装置を提供する。
【解決手段】切断速度が異なり、同じ向きに走行する2本の切断用レーザで第一の金属板材1と第二の金属板材2のそれぞれの縁部を切断した後に、第一の金属板材の縁部21と第二の金属板材の縁部22を突き合わせて、切断する切断用レーザと逆向きに溶接用レーザを間欠的に照射して仮溶接する。仮溶接する溶接用レーザの後を、本溶接する溶接用レーザが走行する。本発明を具現化するための装置は、溶接部に沿って動くアームを2つ設け、切断用レーザを発する切断用トーチと溶接用レーザを発する溶接用トーチを1つずつ前記アームに設ける。
(もっと読む)
予熱を伴って自己穿孔型リベットを使用して金属を接合するための方法および装置
要素を一緒に接合する方法であって、要素を互いに対して位置決めするステップと、レーザを使用してこの要素のうちの少なくとも1つの少なくとも一部分の成形性を高めるステップと、機械的締結方法を使用してこの要素を一緒に接合するステップとを含む方法。  (もっと読む)
(もっと読む)
レーザ溶接方法
【課題】溶接時の隙間管理を精度良く行うことができるレーザ溶接方法を提供する。
【解決手段】このレーザ溶接方法では、溶接前工程において、溶接予定領域Rを当接させたワーク41,42を伝搬した弾性波の振動強度を検出し、検出した振動強度に対応する出力信号の強度が所定時間内に閾値を超えた回数を積算する。そして、積算回数が予め設定した所定回数を超えるか否かによってワーク41,42間の隙間量Sの可否を判断する。このような手法によれば、画像処理を用いて隙間量Sを判断する場合とは異なり、ワーク41,42の当接部分が外部に露出していない場合であっても隙間量Sの判断が可能となる。したがって、突合せ溶接や重ね溶接といった種々の溶接形態について、溶接時の隙間管理Sを精度良く行うことができる。このことは、隙間量Sの異常による溶接後の製品の歩留まり低下の抑制を実現する。
(もっと読む)
基板の分断方法、インクジェット式記録ヘッド、及びその製造方法、並びにインクジェット式記録装置
【課題】接着後に確実にレーザ光を照射して分断できる基板の分断方法、インクジェット式記録ヘッド、及びその製造方法、並びにインクジェット式記録装置を提供する。
【解決手段】第1の基板34の外周付近に第1の溝部35を形成して、第1の基板34に接着剤36を塗布して第2の基板37と接着する。接着剤36が第1の溝部35に流入して接着剤溜りができ第1の基板34の外周に流出しない状態で、第1の基板34の外周付近における第2の基板37にレーザ光39を照射し、集光して改質部40を形成する。第2の基板37を分割台42に載せ、改質部40を加圧部43で加圧して分断する。
(もっと読む)
重ねガラスの割断方法
【課題】
重ねガラスのうちの指定する板のみに、選択的に熱応力割断を行うこと。
【解決手段】
重ねガラスの全ての板を透過し、その一部が吸収されるレーザ光を照射し、ガラス板中に熱応力を発生させる。同熱応力の強度を、初亀裂が設けられている板には割断を発生させ、その他の板には発生させないように制御する。割断指定の板のみに初亀裂をあらかじめ設けることによって、割断の有無の選択を行う。
(もっと読む)
レーザービーム溶接機の溶接精度オンライン監視方法及び装置
【課題】金属帯同士を突き合わせ溶接した溶接部の溶接品質を目視によらず、検出器によりオンラインで監視することにより連続ラインの操業の安定化を達成可能なレーザービーム溶接機の溶接精度オンライン監視方法及び装置を提供する。
【解決手段】シャー装置によって金属帯の両対向端部を切断する工程の下部シャー刃の上昇時に、切断基準線に対する実切断線の金属帯長手方向へのずれ量を検出し、該ずれ量に基づいて突き合わせ溶接部の溶接品質の良、不良を判定するレーザービーム溶接機の溶接精度オンライン監視方法及びそれに用いる溶接精度オンライン監視装置。
(もっと読む)
粒子材料での遮蔽によるレーザーからの後壁保護
【解決手段】第1の壁または上部を覆う第1の物品をレーザー穿孔中に、第2の壁または上部を覆われている第2の物品へのアブレーション損傷を防ぐ方法を提示する。この方法は、乾燥および安定した粒子材料を前記第1および第2の壁または物品の間に提供することにより、前記第1の壁または物品のレーザー加工中に前記第2の壁または物品をレーザー光線による直接照射から遮蔽する工程を有するものである。 (もっと読む)
レーザクラッディングによるタービン部品の後縁とプラットフォームの再生
【課題】タービンエアフォイルのプラットフォームの硫化部分および浸食されたタービンベーンの後縁を復元する方法を提供する。
【解決手段】ガスタービンエンジン部品を再生する方法は、タービンエンジンのプラットフォームの下面に再生面を形成するために、その下面の硫化部分上に充填材を堆積するステップと、その充填材をレーザで固化するステップとを含む。硫化部分は硫化孔部分を含み、その孔はレーザで固化する間に埋められて、再生面が形成される。タービンベーンの浸食された後縁は、復元された後縁の厚さとするようレーザ肉盛りされる。
(もっと読む)
重ね継手の溶接方法
【課題】重ね継手を構成する複数の接合部間のギャップを解消又は極力低減して、高品質のレーザー溶接を可能とする重ね継手の溶接方法を提供する。
【解決手段】薄肉鋼板からなる二つの接合部1a,2aを重ね合わせて、帯状に延びる重ね合わせ部3を構成する。帯状重ね合わせ部3の複数箇所で前記接合部の厚み方向に圧接を施すことにより、帯状重ね合わせ部3の幅方向に長く延びる略長方形状の圧接部4を、帯状重ね合わせ部3の長手方向に沿って間隔を隔てながら複数個形成する。レーザービームの走査線が複数個の圧接部4の各々と交差するように走査させながら、レーザービームを帯状重ね合わせ部3に照射することにより、帯状重ね合わせ部3の長手方向のほぼ全体にわたって、レーザー溶接痕5が複数個の圧接部4の各々と交差するようなレーザー溶接を施す。こうして、二つの接合部1a,2aからなる重ね継手の溶接を完了する。
(もっと読む)
レーザ溶接方法
【課題】被溶接材の皮膜からのガスの発生や爆飛がなく、冶具を用いる面倒な隙間管理も不要であり、再現性の高い安定した溶接品質を保証する。
【解決手段】第1工程の皮膜除去工程では、スチール板12の溶接ポイントWと対応する部位に設定された各剥離領域H10に皮膜除去用のパルスレーザ光LBaを集光照射し、剥離領域H10内の亜鉛メッキ皮膜10をパルスレーザ光LBaのエネルギーにより昇華させて除去する。第2工程のレーザスポット溶接工程では、被溶接材(12,14)の溶接ポイントWに対して、ステンレス板14の背後(上方)よりレーザ溶接用のパルスレーザ光LBbを集光照射し、ステンレス板14とスチール板12とをパルスレーザ光LBbのエネルギーによって溶接する。
(もっと読む)
加工方法及び半導体装置の製造方法
【課題】 被加工膜上に保護膜を形成して光加工を行う技術において、保護膜の除去を容易にする。
【解決手段】 被加工膜107上に有機樹脂で構成された有機膜149を形成する工程と、有機膜149の内部応力を小さくする工程と、有機膜149に加工光を照射し、加工領域の有機膜149を選択除去する工程と、有機膜149をマスクとして、被加工膜107をエッチングする工程を有する。
(もっと読む)
レーザ溶接装置、及びレーザ溶接方法
【課題】 簡便な構成によって、複数のワークに対して適切にレーザ溶接することが可能なレーザ溶接装置、及びレーザ溶接方法を提供する。
【解決手段】 レーザ溶接装置は、リッドとパッケージを備えるワークに対してレーザビームを照射することによって、ワークが封止されるように溶接を行う。具体的には、レーザ溶接装置は、レーザビーム出射部と、照射位置変更部と、移動手段と、を備える。レーザビーム出射部は、レーザビームを出射し、照射位置変更部は、レーザビーム出射部から出射されたレーザビームを受光して、レーザビームを照射する位置を変更する。具体的には、トレイなどに載置された複数のワークに対して溶接を行うために、照射位置変更部がレーザビームを照射する位置を変更する。そして、移動手段は、ワーク及び照射位置変更部のうち少なくともいずれかを移動させる。上記のレーザ溶接装置によれば、簡便な装置構成によって、複数のワークに対して効率的かつ適切に溶接を行うことができる。
(もっと読む)
レーザブレージング接合工法
【課題】合金化溶融亜鉛めっき鋼板とアルミニウム系板材との接合に際して必要十分な接合強度が得られるレーザブレージング接合方法を提供する。
【解決手段】下側の母材W1である合金化溶融亜鉛めっき鋼板の上に上側の母材W2であるアルミニウム系板材を重ね合わせた上で、下側の母材W1と上側の母材W2の端面eとのなすコーナー部にツインスポット形のレーザ光L1,L2を照射し、ワイヤ8の溶融・凝固によりビード11を形成して母材W1,W2同士を重ねすみ肉接合継手の形態で接合する。後側のレーザ光L2の照射によるワイヤ8の溶融に先行して、前側のレーザ光L1にて下側の母材W1の接合部位のめっき層を除去し、その直後にめっき層を除去した部分を後側のレーザ光L2にて後追いするようにしてワイヤ8を溶融・凝固させる。
(もっと読む)
積層体の加工方法、積層体、デバイスの製造方法、デバイス、インクジェット記録装置
【課題】 基板の一部に空隙部があっても分割することが可能な積層体の加工方法、積層体、及びデバイス、インクジェット記録装置を提供する。
【解決手段】 積層体Pの加工方法は、複数の基板P1、P2、P3とからなる積層体Pの加工方法であって、積層体Pは、複数の基板P1、P2、P3のうち、空隙部11aを備えた基板P1を有しており、空隙部11aに液滴吐出法で機能液L1を配置する工程と、機能液L1を固化させて、充填部材11を形成する工程と、充填部材11を通過するようにレーザ光5を照射して、積層体Pに材料変質部7を形成するレーザ光照射工程と、を備えている。
(もっと読む)
141 - 160 / 184
[ Back to top ]