
Fターム[4E068AJ01]の内容
Fターム[4E068AJ01]の下位に属するFターム
Fターム[4E068AJ01]に分類される特許
161 - 180 / 184
レーザー加工方法及びレーザー加工装置
【課題】フォトリソグラフィー法による廃液の発生を回避しながらオンデマンド型の生産要求に柔軟に対応し、しかも、気泡や輝点等の発生による光透過性部材の光透過性の低下を抑えることができる光透過性部材加工方法を提供する。
【解決手段】光透過性部材たる透明基板100を次のようにしてレーザー加工装置にて加工するようにした。即ち、透明基板100の加工対象領域に対し、変形させない程度に弱い弱レーザー光を照射した後に、これよりも強い強レーザー光の照射によってその表面の導電層を部分的に除去するようにした。このようにすると、導電層の下側部分の基材層に発生する気泡や、導電層と基材層の間にある層に発生する輝点を有効に抑えることができた。
(もっと読む)
レーザー加工方法

【課題】フォトリソグラフィー法による廃液の発生を回避しながらオンデマンド型の生産要求に柔軟に対応し、しかも、気泡や輝点等の発生による光透過性部材の光透過性の低下を抑えることができる光透過性部材加工方法を提供する。
【解決手段】光透過性部材たる透明基板100を次のようにしてレーザー加工装置にて加工するようにした。即ち、透明基板100の加工対象領域に対し、変形させない程度に弱い弱レーザー光を照射した後に、これよりも強い強レーザー光の照射によってその表面の導電層を部分的に除去するようにした。このようにすると、導電層の下側部分の基材層に発生する気泡や、導電層と基材層の間にある層に発生する輝点を有効に抑えることができた。
(もっと読む)
レーザ溶接方法および装置
【課題】表面に被膜を備えた複数の平板状ワークを重ね合わせてレーザ溶接するレーザ溶接方法および装置において、加熱範囲及び加熱量を容易に調節することができ、ワーク表面に与える損傷を実質的に無くすことができるようにする。
【解決手段】最表層のワークW1に電極2,3を当接して通電し、該ワークW1の電極当接部、又は、該ワークW1の電極当接部と該電極当接部から伝熱される隣接ワークW2の伝熱部とを熱膨張させ、次いで収縮させることにより変形部Qを形成し、該変形部Qを互いに隣接するワークW1,W2から離反させて、重ね合わせたワークW1,W2間に間隙Hを形成し、該間隙Hの間隔が、加熱された被膜の気化により生成する蒸気の揮散可能な広さとなる位置に、レーザビームLを照射させる。
(もっと読む)
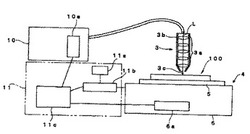
レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機
【課題】 レーザー光によるメッキ層剥離方法、加工メッキ鋼板、作業機械の防錆燃料タンク及びレーザー加工機に関し、簡素な構成でメッキ鋼板の加工工程における生産性及び施工品質をともに向上させる。
【解決手段】 レーザー光を出射するレーザー発振器6,レーザー発振器6から出射された該レーザー光を反射するミラー15,ミラー15で反射された該レーザー光を集光するレンズ7,及びレンズ7によって集光されるレーザー光の焦点位置Aを制御する焦点移動装置8を有するレーザー加工機10と、レーザー加工機10による加工対象物としてのメッキ鋼板1とを用意し、焦点移動装置8によりレーザー発振器6から出射された該レーザー光の焦点位置Aをメッキ鋼板1の表面から該レーザー光の照射方向へずらして照射することでレーザー光の出力強度を調整して、メッキ層2を溶融させる。
(もっと読む)
亜鉛系めっき鋼板の溶接方法
【課題】 亜鉛系めっき鋼板をアーク溶接又はレーザー溶接する際、溶接箇所裏面に白い粉状の酸化亜鉛が発生・付着すること防止した溶接方法を提供する。
【解決手段】 亜鉛系めっき鋼板の被溶接箇所裏面に樹脂被覆層を形成した後、表面側から前記溶接箇所をアーク溶接又はレーザー溶接する。めっき層表面に形成された樹脂層により酸素の供給が遮断されるため、溶接の際に酸化亜鉛の生成が抑制され、溶接箇所裏面への白色粉末の付着が抑制される。
(もっと読む)
レーザ溶接方法およびレーザ溶接構造
【課題】母材間に設定する隙間の大きさの管理が容易なレーザ溶接方法を提供する。
【解決手段】メンバー1と溶接接合されるブラケット2に、メンバー1に向かって凸形状となる浅皿状で且つ球面状のエンボス部6を予め形成する。エンボス部6の傾斜面を溶接部としてエンボス部6と同心状の略C字ループ状の溶接ビード4をもって溶接接合する。エンボス部6とメンバー1との間にエンボス部6の中心から遠ざかるにしたがって漸次大きくなる隙間7を設定しておくとともに、溶接品質を満たすのに必要な隙間7の下限値G1と上限値G10とをもって溶接ビード4と同心状をなすリング状の溶接適正領域Mを設定しておき、この溶接適正領域Mにレーザ光5を照射して溶接する。
(もっと読む)
低炭素鋼と、高炭素鋼との溶接
溶接部(6、26)が、低炭素鋼の薄い肉盛溶接(4)を、少なくとも溶接部が形成される表面に沿って高炭素鋼を含有する基板(2)へ接合する。上記溶接部は、融接(融解)または固体状態拡散によって生じさせることができる。いずれにおいても、上記溶接部の周りの基板中に熱影響域(HAZ)(18、30)が形成される。上記HAZは、十分なオーステナイトおよび、ことによってはベイナイトも含有し、HAZを比較的延性があり、耐亀裂性がある状態とする。上記溶接部に隣接する領域においては、HAZは58HRCを超えない硬度を有する。上記溶接部は、高エネルギービームまたは抵抗溶接装置によって形成することができる。 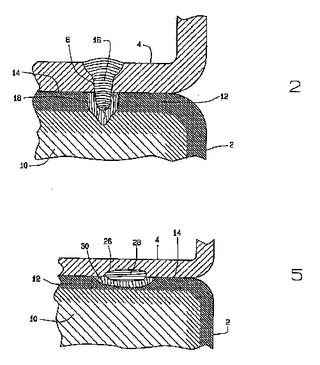 (もっと読む)
(もっと読む)
保護層で被覆されたシートをレーザ透過溶着により接合する方法
本発明は、レーザ透過溶着によって少なくとも2枚のシート(1、2、6)を接合する方法であって、少なくとも1枚のシート(2、6)を金属保護層で被覆する方法に関する。本発明の方法は、少なくとも1枚の溶接可能なシート(2、6)の片側に、所定の経路に沿って点状の変形部を形成することにより突起(3)を形成すること、シート(1、2、6)を、前記突起(3)が他方の溶接可能なシートに向かって突出するように重ね合わせること、前記シートが突起(3)領域で互いに接するように、所定の経路の両側に配置された挟持手段(4)によってシート(1、2、6)を互いに押圧するように保持すること、並びに、変形部ごとに予め設定された長さ(L)に沿って連続的且つ透過的に適用されるレーザ光線を用いてシートアセンブリを溶接することを含む。 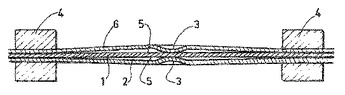 (もっと読む)
(もっと読む)
高エネルギビームによる異種金属の接合方法及び装置
【課題】接合界面における高融点材料から低融点材料への伝熱を確保することができ、しかも両被接合材の接合界面にガスが発生したとしても、欠陥のない健全な異材重ね接合が可能な異種金属の接合装置を提供する。
【解決手段】融点が互いに異なる高融点材料2と低融点材料3を重ね合わせ、高融点材料側の表面にデフォーカスされた高エネルギビーム1をスポット状に照射することによってこれら材料同士を重ね接合するに際して、加圧手段である圧子9によって、高エネルギビーム1の照射面と反対側の面から、接合部位を局部的に加圧すると共に、高融点材料2の接合部位にあらかじめ貫通孔2aを形成しておき、接合界面に発生したガスを当該貫通孔2aから排除する。
(もっと読む)
金属板の接合方法
【課題】レーザ溶接と接着剤による接合とを併用することを前提として、ポロシティの発生をなくして接合強度の向上を図った金属板の接合方法を提供する。
【解決手段】車体パネル1,2のフランジ部3,4同士を接合するにあたり、フランジ部3の根元部に棚状の補助パネル5を予め添設し、フランジ部3と補助パネル5とのなすコーナー部に発泡性熱硬化型接着剤8を塗布する。フランジ部3,4同士を重ね合わせた上でレーザ溶接部位6にレーザ溶接を施して接合する。同時にレーザ溶接に伴って発生する熱により接着剤8を発泡・硬化させて接合する。
(もっと読む)
一体形ブレード付きディスクを補修する方法、作業開始時および作業終了時テストピース
【課題】肉盛り溶接技術を使用することにより、一体形ブレード付きディスクを補修する方法を提供する。
【解決手段】本発明は、ターボ機械の一体形ブレード付きディスクを補修する方法であって、損傷領域を準備し、この領域を金属で肉盛りし、補修された領域を再加工するステップを含み方法に関する。この方法は、準備ステップが、外形を画定するように領域を機械加工することを含み、肉盛り溶接動作が、レーザ型機械であると共に動作パラメータが予め設定された肉盛り溶接機械を使用して、画定された外形を有する作業開始時テストピースと呼ばれるテストピース上で実行され、肉盛り溶接後のテストピースの品質が確認され、テストピースの品質が容認基準に対応しているときは、補修すべき領域が、その動作パラメータを変更することなく同じ機械を使用して肉盛りされる、ことを特徴とする。
(もっと読む)
金属薄板のレーザー突合せ溶接方法
【課題】
レーザーによる突合せ溶接前に一方の金属板の一部にマッシュローラーによる塑性変形によって板厚を減少させ、その塑性流れにて突合せギャップを低減するレーザー突合せ溶接方法において、溶接によって得られた製品のプレス成型性等の二次加工性を損なわないような、金属薄板のレーザー突合せ溶接方法を提供する。
【解決手段】
母材の引張り強度と板厚の一方または双方が異なる金属薄板を突合せた状態でレーザー溶接前に、一方の金属薄板の一部をマッシュローラーによる塑性変形によって板厚を減少させ、塑性変形による塑性流れを、溶接ギャップを減少させる方向に生じさせる金属薄板のレーザー突合せ溶接方法において、母材の引張り強度×板厚で算出される値の大きい方の金属薄板のみに上記塑性変形を施すことを特徴とする、母材の引張り強度と板厚の一方又は双方が異なる金属薄板のレーザー突合せ溶接方法。
(もっと読む)
金属薄板のレーザー突合せ溶接方法
【課題】
レーザーにより突合せ溶接された薄板の突合せギャップを低減する溶接方法と、それにより十分なギャップ低減能力とプレス成型性を確保した製品を提供する。
【解決手段】
金属薄板をレーザーによって突合せ溶接して二次加工素材を形成する方法のうち、付合せた状態で溶接前に一方の金属板の一部をマッシュローラーによる塑性変形によって板厚を減少させて、その材料の塑性流れを溶接ギャップを減少させる方向に生じさせる方法において、その塑性変形部の幅をK、最大深さをm、板厚をtとするときに、
K2/m×t
であらわされる無次元数が1.4以上となるように塑性変形を生じさせることを特徴とする方法およびそれにより得られる製品。
(もっと読む)
レーザ加工システムの系統誤差を補正する方法
【課題】材料処理システムによって導入される系統誤差を正確にマッピングすることによって工作物表面の上又は中にレーザ操作を行うために、材料処理システムに固定される工作物に適用されるX軸、Y軸及びZ軸の補正の正確性を改善する方法を提供する。
【解決手段】三次元で微細加工システム(20)を較正する方法は、三次元表面を決定するためにサンプル工作物(22)を走査すること(70)、一連のステップにおいて走査データに対する最良の適合表面を計算すること(72,74,76,78,80,82)及び後続の工作物が関連材料処理サブシステムにおける変動によって取り込まれる系統誤差を除去するために較正できるように結果を記憶すること(84)を含む。本方法は、全表面適合の局所的な変動の影響を最小限にするために粒子汚染をモデル化する板曲げ理論及び区分的の態様で三次元表面に適合するスプラインを使用する。
(もっと読む)
溶接装置及びそれを用いた溶接方法
【課題】各々、フランジを有する第1及び第2部材を、それらのフランジ同士を溶接するのに用いたときに、高い溶接強度と気密性とが得られる溶接を可能とする溶接装置を提供する。
【解決手段】溶接装置1は、第1及び第2部材2,3の両フランジ26,27を保持するフランジ保持手段18,19と、両フランジ26,27を仮溶接する仮溶接手段18,19と、仮溶接手段18,19と第1及び第2部材2,3を相対移動させる移動手段18,19と、移動手段18,19による移動に伴って両フランジ26,27に沿って順次本溶接する本溶接手段34とを備える。
(もっと読む)
直線運動用機械部品の製造方法及びその方法によって製造されたリニアブッシング
本発明は外スリーブとフランジが互いに結合されたフランジ形リニアブッシングである。フランジと外スリーブの円滑な結合のために外スリーブの端を所定角度でななめに加工する工程と、フランジと外スリーブを結合した後のレーザー溶接が容易となるように外スリーブの厚さを考慮して一様な深さと幅で外スリーブ外縁に溝を形成する工程と、外スリーブとフランジに形成された溝部分と一致させ且つフランジの平面と外スリーブの軸とが互いに直交するように外スリーブとフランジとを機械的に結合する工程と、レーザー溶接が容易となるように外スリーブに形成された溝に対応した形状のフランジの内円に沿ってフランジの内側端部を機械加工する工程と、上述の工程で形成された外スリーブとフランジとを結合する工程と、溝が形成された外スリーブと、これと互いに結合された内側端部が切除されたフランジとを高エネルギービームで溶接する、または、結合部分に所定直径を有する金属フィラーを供給しつつ結合部分を直進性に優れた高エネルギービームで溶接する工程とを含む。本発明によって、自動化による生産性向上及び製造工程数を減らすことで製造単価を節減することが可能である。 (もっと読む)
レーザ衝撃ピーニング方法およびその方法に用いるコーティングならびにその方法で作られた物品
【課題】閉じ込められた閉込め媒体によるレーザ衝撃ピーニングコーティングを提供すること。
【解決手段】物体の表面をレーザ衝撃ピーニングする一体型レーザ衝撃ピーニングコーティング(57)は、透明閉込め層(66)から離間したアブレーション媒体層(64)と、これらの間にある透明液体閉込め媒体(68)(「透明」とは、レーザ衝撃ピーニングに使用するレーザビームに対して透明であることを意味する)とを有する。透明液体閉込め媒体(68)の例として、レーザビームを発射する表面上に流体の閉込めカーテンを流すことのない、水と、水と寒天との混合物とがある。一体型レーザ衝撃ピーニングコーティング(57)は、接着層(60)がアブレーション媒体層(64)の第1の側(71)に配置されるテープ(59)としてもよい。
(もっと読む)
レーザ溶接による溶接継手構造およびレーザ溶接方法
【課題】レーザ溶接に際してそのレーザ光の光軸と被溶接面とがほぼ平行となるような関係にあっても、被溶接物側にわずかな改良を加えるだけでレーザ溶接を行えるようにした溶接継手構造を提供する。
【解決手段】 パネル5とレインフォース6のうちレーザ光Lbの照射方向と平行もしくは微小鋭角をなす縦壁面5aおよびフランジ部6aにレーザ溶接を施した溶接継手の構造である。縦壁面5aとフランジ部6aに、両者が重合していて且つレーザ光Lbの照射方向とほぼ面直角をなす棚状面7a,8aを含むエンボス部7,8を予め膨出形成し、このエンボス部7,8の棚状面7a,8aをレーザ光照射面としてレーザ溶接を施してある。
(もっと読む)
超短パルスレーザを用いた微細加工方法
【課題】超短パルスレーザを用いた加工速度の大きな微細加工方法を提供すること。
【解決手段】固体材料表面を粗面にする粗面ステップと、波長λの超短パルスレーザを低フルーエンスで該固体材料表面に照射して、前記固体材料表面に周期性微細構造を形成するステップと、を有することを特徴とする微細加工方法。固体材料表面を粗面にして波長λの超短パルスレーザを低フルーエンスで照射するという簡便な方法により、照射するレーザの波長λ程度あるいは波長λより小さいサイズの周期性微細構造を高速に加工することができるとともに、粗面が方向性スリ傷の場合、周期性微細構造をスリ傷の方向で制御することができる。
(もっと読む)
導電性被覆金属バイポーラプレートのレーザ溶接
本発明は、被覆バイポーラプレートを有する燃料電池を効率的に製造する方法を開示する。本発明は、すでに被覆が施された個々の金属プレートを一緒にレーザ溶接して、燃料電池内で使用されるバイポーラプレートを形成することを企図している。被覆プレートのレーザ溶接は、望ましくないレベルの耐食性の原因となるのに十分な大きさのプレートの過敏化を引き起こさない。この結果は、溶接されるプレート領域における有機被覆の存在に関係なく、またレーザビームによる有機被覆の除去に関係なく達成される。  (もっと読む)
(もっと読む)
161 - 180 / 184
[ Back to top ]