
Fターム[4E068CA14]の内容
Fターム[4E068CA14]に分類される特許
381 - 394 / 394
多層電子部品の特性調整方法及び特性調整装置
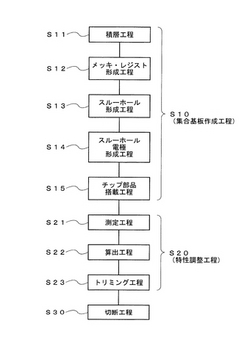
【課題】 集合基板上の複数の多層電子部品の特性を効率よく調整することが可能な多層電子部品の特性調整方法及び多層電子部品の特性調整装置を提供する。
【解決手段】 本発明による多層電子部品の測定方法は、多層電子部品の特性を測定する測定工程S21と、測定工程S21で得られた測定結果に基づき、必要なトリミング量を算出する算出工程S22と、算出工程S22で得られたトリミング量に従って、多層電子部品内に設けられたトリミングパターンをトリミングするトリミング工程S23とを備える。これにより、既に測定工程S21が完了した多層電子部品に対するトリミング工程S23と他の多層電子部品に対する測定工程S21とを並行して行うことが可能となる。
(もっと読む)
レーザービームによる切断方法と該方法に用いるレーザービーム切断装置並びに前記方法により製造された物

【課題】金属板、合成樹脂製板等の薄板状体をレーザービームによって切断する際、低出力のレーザービームを使用しながら、切断部エッジのバリの発生を抑制し、或いは防止することの出来るレーザービームによる切断方法と該方法に用いるレーザービーム切断装置を提供すること。
【解決手段】集光レンズを用いたレーザービームによって薄板状体を切断する方法であって、前記薄板状体の上面に対して、レーザービームの切断に有効な有効エネルギー領域を斜めに照射し、前記薄板状体の切断された一方の切断下面が90度より大きく110度よりも小さい鈍角となる切断エッジを形成する。
(もっと読む)
基板に穴を開ける方法
この発明は、レーザーを用いて、印刷スクリーンとして実現する基板(2)の所定の位置に穴(1)を開ける方法に関する。そのために、基板(2)は、張り枠として実現された固定手段(3)を用いて位置決めされている。この場合、基板(2)の応力状態を変化させることとなる、後の処理手順による穴(1)の場所的な変位は、先ずは中央の基準点(4)の座標を決めることによって防止される。次に、各穴(1)の所定の位置とこの基準点(4)との間隔(a)を求めて、それらから優先順位(5)を作成する。この場合、この優先順位(5)は、レーザーヘッドの運動起動を制御して、基板(2)に穴(1)を開ける処理プログラム(6)に対するベースを成すものである。 (もっと読む)
加工機
【課題】 板材及び棒材のレーザ加工を簡単に行う。
【解決手段】 レーザ加工機10の加工エリア25に複数のパレット12,13を選択的にセットする。各パレット12,13に、板材載置部31及び棒材保持部32を設ける。棒材保持部32を、棒材9を保持するチャック35、複数の回転支持部36a〜36e、シフト部37から構成する。板材載置部31に板材8を、棒材保持部32に棒材9をそれぞれセットして、パレット12またはパレット13を加工エリア25に駆動部23により交互に送り込む。各種アタッチメントを用いることなく、板材8及び棒材9を簡単にレーザ加工することができる。回転支持部36a〜36eに保持された部位をレーザ加工するときには、シフト部37により回転支持部36a〜36eを棒材9の軸方向にシフトさせて、保持位置を変更する。
(もっと読む)
スポット接合用摩擦撹拌接合装置
【課題】 接合ツールの磨耗を低減することができるスポット接合用摩擦撹拌接合装置を提供する。
【解決手段】 被接合物3に形成される被接合部分3aに接合ツール4を没入させる前に、被接合部分3aにレーザ光を照射させて、被接合部分3aを軟化温度に達するまで加熱させる。これによってツール没入直後の摩擦接触によってする被接合部分3aの加熱を、レーザ光による加熱で置き換えることができる。接合ツール4が被接合部分3aに接触する段階では、既に被接合部分3aは高温に加熱されて軟化している。したがって被接合部分から接合ツール4に与えられる抵抗力および衝撃力を小さくすることができる。このようにして接合ツール4、特に先端のピン部6にとって磨耗損失の点で最も過酷な接合初期の摩擦発熱過程をレーザ加熱で置き換えることで、接合ツール4に生じる磨耗を低減することができる。
(もっと読む)
レーザ加工方法及びレーザ加工装置
【課題】難加工性材料を割断できるようにすること、及び透明な加工対象物の内部にマーキングすること。
【解決手段】レーザ発生器1と、レーザ光をA、B二つの背向する面31、32をもつ平板状の加工対象物3のA面31から集光入射させて該加工対象物3の内部の厚み方向所定位置に集光点を設定する集光点設定手段21、43と、該集光点設定手段21、43で設定された集光点を該A面31に平行に移動させる集光点移動手段41、42と、を有し、該集光点移動手段41、42による集光点の移動軌跡上に該レーザ光の多光子吸収による改質領域を形成して該加工対象物3を割断するレーザ加工装置であって、前記集光点設定手段41、42で前記厚み方向所定位置を前記A面31と反対の前記B面32に近い位置から該A面31方向に順次設定して前記改質領域を順次形成して該加工対象物を割断すること、及び内部にマーキングすることを特徴とするレーザ加工装置。
(もっと読む)
レーザ溶接による溶接継手構造およびレーザ溶接方法
【課題】レーザ溶接に際してそのレーザ光の光軸と被溶接面とがほぼ平行となるような関係にあっても、被溶接物側にわずかな改良を加えるだけでレーザ溶接を行えるようにした溶接継手構造を提供する。
【解決手段】 パネル5とレインフォース6のうちレーザ光Lbの照射方向と平行もしくは微小鋭角をなす縦壁面5aおよびフランジ部6aにレーザ溶接を施した溶接継手の構造である。縦壁面5aとフランジ部6aに、両者が重合していて且つレーザ光Lbの照射方向とほぼ面直角をなす棚状面7a,8aを含むエンボス部7,8を予め膨出形成し、このエンボス部7,8の棚状面7a,8aをレーザ光照射面としてレーザ溶接を施してある。
(もっと読む)
レーザマーキング装置
【課題】 レーザマーカーに対するワークの位置合わせを簡単かつ確実に実行できるようにして、処理効率を向上する。
【解決手段】 基板ステージ12の各壁部の近傍位置には、それぞれ3個のエアシリンダ17と、これらのエアシリンダ17のロッド171に連接された長手状の押圧部材18から成る基板押上機構16が設けられる。また、基板ステージ12の上方のレーザマーカー10の焦点に対応する高さ位置には、各シリンダ17に対応するストッパ部材19が配備される。押圧部材18は、基板ステージ12に基板5が搬入された時点では、コンベア15の基板支持面よりも下方に位置するが、各シリンダ17にエアが供給されてロッド171が伸びると、上方に移動する。これにより、基板5が押し上げられ、押圧部材18とストッパ部材19との間に挟み込まれて支持される。
(もっと読む)
レーザ溶接用ワーククランプ装置
【課題】リモートレーザ溶接法にて広範囲の溶接を行うにあたり、溶接部位の矯正のための加圧拘束とアシストガスの供給を効率良く行えるようにしたレーザ溶接用ワーククランプ装置を提供する。
【解決手段】クランプシリンダ11にて進退駆動されることによりワークWの溶接部位を加圧拘束するクランプ治具6を設ける。クランプ治具6のうち溶接ビードBw形成位置に対応する部分に穴をあけてガスチャンバー部12を形成するとともに、ガスチャンバー部12に連通するアシストガス導入通路13を設ける。アシストガスガス導入通路13を通してガスチャンバー部12にアシストガスを導入し、クランプ治具6による溶接部位の加圧拘束状態でガスチャンバー部12に予めアシストガスを滞留させる。
(もっと読む)
プリント基板の識別子印字方法
【課題】
プリント基板に識別子を印字する際に、間違った位置に印字をしてしまうことを未然に防ぐ識別子印字方法
【解決手段】
XYステージ8に位置決めされたプリント基板11の所定の場所にレーザマーカ7で製造番号などの識別子を印字する際、あらかじめプリント基板11上に設けられている複数ある位置決めマークのプリント基板上の位置関係を非対称にする等で、向きや表裏が検出できるようにしておき、プリント基板がレーザマーキング装置に対して誤った向きに設置された場合に、位置決めマークの位置関係が異なる位置関係にあることを検知することでプリント基板の設置方向が正しいかどうかをチェックできるようにする。
(もっと読む)
サブミクロンスケールの既存のマイクロ構造を改変するための超高速レーザ直接描画方法
照明波長の回折限界よりも大きな位置揃え公差を達成するように、レーザマイクロ加工システムを予備較正する方法。ビームスポットが上面に入射するように、ブランクをシステム中に装着する。ブランクに2つのマークをアブレーションする。マークの中心は所定距離離れている。ブランクを光で照明し、デジタルカメラで撮像する。得られた画像は、各画素が、照明波長の半分未満である、被撮像面上のある距離に対応する幅を有するようなスケールにされる。マークの中心間の画素数がこの距離を決定する。画像におけるマークの位置を決定し、デジタルカメラによって撮像される表面に対して座標系を定義する。この座標系におけるビームスポットの座標もまた、第2のマークを用いて決定される。  (もっと読む)
(もっと読む)
電子銃組立用の溶接自動機
【課題】 本発明は、例えば、CRT(陰極線管)における電子銃の組立に使用されるレーザー溶接自動機に関し、生産性の向上と、パーツの位置決め精度の向上が課題である。
【解決手段】 エッチスプリング11bを保持して電子銃アッセンブリ11aにおける溶接部への位置決めをするとともに、当該溶接部の近傍にエッチスプリングを移動させる搬送位置決め手段13と、該搬送位置決め手段によって移動させた後のエッチスプリングの一部を前記溶接部に当接させると共に所望の圧力で加圧する加圧手段2とを有する溶接自動機であって、前記加圧手段2が、エアーシリンダーの駆動により前記エッチスプリング11bを加圧する電子銃組立用の溶接自動機である。
(もっと読む)
半導体装置
【課題】 ヒューズをレーザトリミングをする半導体装置において、高精度でヒューズを切断すること。及びスクライブライン領域に占めるレーザートリミング位置決め用パターンの面積を小さくすること。
【解決手段】 レーザトリミング位置決め用パターンは、高光反射率領域と低光反射率領域との境界、すなわち光反射率が急峻に変化する場所をレーザトリミング用ヒューズ素子と同じ薄膜により形成されたパタンによって規定できるようにした。さらにレーザトリミング位置決め用パターン内部の寸法と、レーザービームスポット径との望ましい関係を示した。また、レーザトリミング位置決め用パターンを、半導体集積回路チップ内の既存のパッド領域内やブリーダ抵抗領域内に形成したり、スクライブラインの交点に配置して、半導体ウエハの回転方向に対する比較的荒い位置合せを行なうためのいわゆるシータマークの機能と、繰り返し配置された半導体集積回路一つ一つに対して正確な位置合せを行なうためのトリミングマークの機能とを兼用できる連続した構造として占有面積の縮小を図った。
(もっと読む)
エキシマレーザ加工装置、及びエキシマレーザ光の加工エネルギー強度の調整方法
【課題】 加工能率の高いエキシマレーザ加工装置を提供する。
【解決手段】 本装置10は、エキシマレーザ光の発振器11と、発振器から出射されたエキシマレーザ光を所定の形状パターンに規制するマスク14とを備え、マスクによりパターン規制されたエキシマレーザ光により被加工物に加工を施すエキシマレーザ加工装置である。本装置は、被加工物を保持し、かつ、被加工物の被加工面がエキシマレーザ光の照射方向に対して設定角度になるように被加工物を回転させ、被加工面を位置決めする角度調整治具16と、エキシマレーザ光の発振器とマスクとの間に配置され、エキシマレーザ光の照射方向に対する被加工面の設定角度に基づき、エキシマレーザ光の照射方向に対する被加工面の角度とエキシマレーザ光の所要エネルギーとの関係に従って規定した所定の減衰率で、エキシマレーザ光を減衰させる光学的アッテネータ54とを備えている。
(もっと読む)
381 - 394 / 394
[ Back to top ]