
Fターム[4E081EA56]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 装置(突合せ溶接) (454) | 計測、制御 (68) | 制御方法と制御用機器 (28)
Fターム[4E081EA56]に分類される特許
21 - 28 / 28
固定管の円周溶接方法
【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、外乱位置で前記先行トーチの溶接速度を変化させる場合、前記後行トーチでは単位溶接長さ当りの溶着量が、変更前と同一になるようにワイヤ送給速度を変更し、溶接電流が変更前と同一になるように、トーチ13先端からのワイヤ突出長さLを制御する。
(もっと読む)
固定管の円周溶接方法及び装置

【課題】先行トーチの溶接速度を変化させた場合でも、後行トーチによる溶着高さが常に一定になるように制御可能とする。
【解決手段】固定管の突合せ端部に沿って円周方向に配置された走行レール上を移動する台車に搭載された先行トーチ及び後行トーチを備えた溶接ヘッドにより、前記台車を走行レールに沿って円周方向に移動させながら、単位溶接長さ当りの溶着量が一定になるように、所定の溶接速度で前記突合せ端部をアーク溶接する際、前記後行トーチを固定管の円周方向にスライドさせる円周方向スライド機構を前記台車に設け、外乱位置で前記台車の円周方向の移動速度を変更して前記先行トーチの溶接速度を変化させる場合、前記円周方向スライド機構により前記後行トーチを、前記台車に対して速度変更分を相殺する相対速度でスライドさせ、該後行トーチを変更前と同一の溶接速度に維持する。
(もっと読む)
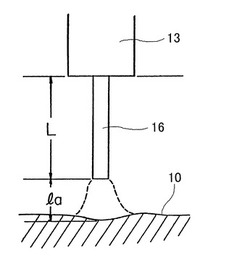
管端シール自動溶接装置
【課題】溶接トーチ本体と、被シール溶接位置との間の距離を常に一定にして自動的にシール溶接することができる管端シール自動溶接装置を提供する。
【解決手段】本体ケース12内に装着されたモータにより回転する回転筒13と、本体ケース12内から前方外部に延設する回転筒13の外側にブラケット14を介して保持される溶接トーチ本体15と、この前方に設けられ、回転筒13と軸芯を一致するように設けられている管芯出し金具17を有する管端シール自動溶接装置10において、溶接トーチ本体15と被シール溶接位置との間の距離を、溶接トーチ本体15のアーク長に比例するアーク電流値と、設定アーク長に比例する基準アーク電流値との差で検出せしめるアーク電流制御装置23と、アーク電流制御装置23の指示に基づいて溶接トーチ本体15を前、後動せしめる駆動装置24を具備する。
(もっと読む)
鋼管の突合せ溶接方法および溶接鋼管の製造方法
【課題】高周波誘導加熱を行いながら鋼管の突合せ溶接等をする際に、溶接ビード部の品質の安定化や加熱コイルと溶接ビード部との干渉による作業トラブルの防止を図ることができる鋼管の突合せ溶接方法および溶接鋼管の製造方法を提供する。
【解決手段】鋼管1の軸方向端面どうしを突合せた後、鋼管1を周方向に回転させつつサブマージアーク溶接を行い接合する方法であって、高周波誘導加熱コイル2を用いて鋼管突合せ部の内面および外面の少なくとも一方を予め加熱した後、サブマージアーク溶接を行うとともに、鋼管1の回転中に、高周波誘導加熱コイル2と鋼管突合せ部の内面または外面との間隔tがほぼ一定になるように、鋼管の内面または外面に対する高周波誘導加熱コイル2の垂直方向の相対位置を制御する。
(もっと読む)
管端自動シール溶接方法
【課題】管端シール溶接する際に、最適条件でシール溶接が行える管端自動シール溶接方法を提供する。
【解決手段】 鉛直に設けられた管板4の各管穴に伝熱管5を挿入し、その管穴41回りに溶接トーチ23を回転させてTIG溶接する管端自動シール溶接方法において、伝熱管回りの溶接ゾーンを複数に分割し、その分割ゾーン毎に溶接条件を設定してシール溶接する。
(もっと読む)
隅肉溶接方法および装置
【課題】 開口がある隅肉溶接の全自動化。溶接位置精度,信頼性の向上。
【解決手段】 下板Xと、下端面に開口A,Bがある立板Yによって形成されるコーナを溶接する隅肉溶接において、溶接方向yに、前方から第1の開口検知手段S1,溶接トーチ8および第2の開口検知手段S2をこの順に配置し、開口幅をL1、S1/溶接トーチ間距離をL2、S2/溶接トーチ間距離をL3、とすると、L2≧L1かつL3≦L1として、S1,S2および溶接トーチの組体を、S1を先頭に、y方向に駆動し、S2の開口始端検出に基づくタイミングYcで駆動を停止して溶接スタート処理を行い、その後に組体を再駆動しアークを継続して隅肉溶接する第1行程と、S1の開口終端検出に基づくタイミングYdで駆動を停止しクレータ処理を行い、その後にアークを停止する第2行程と、を含む隅肉溶接方法。
(もっと読む)
自動すみ肉溶接方法
【課題】 終端部の角巻き溶接におけるビード形状にばらつきがなく、溶接品質が安定する自動すみ肉溶接方法を提供する。
【解決手段】 溶接始端12にストレートトーチ9a及び9bを移動させ、始端側をセンシングして溶接線を補正する(ステップS1)。始端側のセンシングが終了した後、アークを点火し、始端側角巻き溶接を行う(ステップS2)。始端側角巻き溶接に引き続いて本溶接を行う(ステップS3)。本溶接を終端13の手前で一端停止し、アークを切り、その位置を記憶する(ステップS4)。ストレートトーチ9a及び9bを終端13のまで移動し、トーチ先端部の溶接ワイヤにより終端部をセンシングして溶接線を補正する(ステップS5)。次いで、終端13でアークを再開して終端角巻き溶接を行い、本溶接時にアークを切った終端の手前の位置14、15まで本溶接を行い、ビードを先のビードの端部につなぐ(ステップS6)。
(もっと読む)
帯状金属薄板の突合せ接合装置
【課題】 帯状金属薄板の幅等に関係なく先行帯状金属薄板と後行帯状金属薄板の突合せ溶接を高精度で行えるようにする。
【解決手段】 先行帯状金属薄板W1の後端部を支持する先行側作業テーブル3と、後行帯状金属薄板W2の先端部を支持し、両帯状金属薄板W1,W2の走行方向及び幅方向へ移動調整可能な後行側作業テーブル4と、両帯状金属薄板W1,W2の突合せ部近傍を挾持するクランプ機構5と、先行帯状金属薄板W1後端及び後行帯状金属薄板W2先端の位置決めを行うセンタープレート6と、両帯状金属薄板W1,W2の突合せ部を溶接するTIG溶接装置7とを備え、前記両作業テーブル3,4に、先行帯状金属薄板W1の後端部及び後行帯状金属薄板W2の先端部を吸着保持する電磁石2を配設し、又、TIG溶接装置7の溶接用電極棒27の先端をシャープな円錐形状に形成すると共に、突合せ溶接時に於けるアーク長を磁気吹きが生じない長さに設定する。
(もっと読む)
21 - 28 / 28
[ Back to top ]