
Fターム[4E082EF16]の内容
Fターム[4E082EF16]に分類される特許
41 - 60 / 72
短絡アーク溶接プロセスの間に溶接入熱を増加する方法及びシステム
アーク溶接プロセスの間に溶接入熱を増加するための方法及びシステム。前進する溶接電極(191)と金属ワークピース(199)との間に、電気アークパルスを発生させるように電気溶接波形(100)を生成することが可能な電気アーク溶接システムを使用して、1連の電気アークパルスが発せられる。電気溶接波形のサイクルは、上昇するピンチ電流レベル(121)を供給するピンチ電流段階(120)、ピーク電流レベル(130)を供給するピーク電流段階、低下する導出電流レベル(141)を供給する導出電流段階(140)、及びバックグラウンド電流段階(111)を供給するバックグラウンド電流レベル(110)を含む。そのサイクルの少なくとも1つの加熱電流段階(150)が生成され、加熱電流レベル(151)をバックグラウンド電流段階の間に供給し、その加熱電流レベルは、バックグラウンド電流レベルの上にある。該少なくとも1つの電流パルスを持つ電気溶接波形のサイクルは、アーク溶接プロセスが完了するまで、繰り返されてもよい。  (もっと読む)
(もっと読む)
溶接装置
【課題】 生成される溶融池が一つとなる2電極TIG溶接では、入熱量が大きくなり、溶接開始、溶接終了点での極め細やかな溶接ができず、捨て板部材などを多く必要とし材料効率が悪い。また互いのアーク干渉を防止するための制御が必要となる。また、互いの電極間距離を短くするために専用の、かつ複雑な溶接トーチ構造を必要とする。
【解決手段】 多電極TIG溶接において、電極間距離を互いのアークが干渉しない距離に離して配置して簡単なトーチ構造とし、かつ、アーク干渉を防止する。また、それぞれの溶融池に対して独立して溶接制御を行うことを可能とし、極め細やかな溶接制御を行うことができる。
(もっと読む)
溶接電源の出力制御方法

【課題】消耗電極アーク溶接電源において、所望の外部特性及び所望のインダクタンス値を電子的に形成して、溶接品質の向上を図る。
【解決手段】外部特性関数回路ERFは、複数子の外部特性を内蔵しており、溶接電流検出信号idを入力として溶接電源の出力電圧設定信号Erを出力する。インダクタンス設定回路LRは、溶接電源の適正インダクタンス値を設定するためのインダクタンス設定信号Lrを出力する。電流設定変化量算出回路DIRは、出力電圧設定信号Er、溶接電圧検出信号vd及びインダクタンス設定信号Lrを入力として電流設定変化量信号ΔIr=(Er−vd)/Lrを算出する。電流設定積分回路IIRは、この電流設定変化量信号ΔIrを積分して溶接電流制御設定信号Ircを算出する。この溶接電流制御設定信号Ircによって溶接電流iを出力制御する。
(もっと読む)
消耗電極を用いる短絡アーク溶接方法
【課題】短絡移行を制御する能力を維持しながら、短い短絡移行期間を得ること、金属スパッタを防ぐことを可能にする消耗電極を用いるアーク溶接方法の提供。
【解決手段】溶接サイクルが時間の経過の間、次々に続き、それぞれが、アーク期間及び液体金属が電極端とワークピースの間の短絡を確立する短絡期間を含む。各サイクルは以下の工程を具備する:アーク電流I2を、消耗電極がワークピースに向かって移動されるのと同時に維持すること;電流を、短絡期間の開示時において最小電流I1に達するように減少すること;消耗ワイヤー電極の速度を減少すること;電流を、短絡期間の間、最大値I4に達するように増大すること;及び、次いで、電流を、短絡期間の間、最小値I1に達するように減少すること。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】 アーク溶接において、アーク発生時から定常溶接に移行するまでの間にアーク不安定やアーク切れが発生し、スパッタ発生およびスパッタ付着が多い。
【解決手段】 アークスタート期間において、ワイヤ送給速度と溶接電圧との変化を同期するように連続的に制御し、さらにワイヤ送給速度に対応付けられた溶接電圧を所定時間の長さ印加することにより、アークスタート性を良化させ、スタート直後のアーク不安定を起こすことなくスパッタの発生およびスパッタの付着を低減する。
(もっと読む)
パルスアーク溶接制御方法
【課題】アーク長を周期的に変化させるパルスアーク溶接方法において、ブローホール低減効果をより大きくすること。
【解決手段】ピーク期間中のピーク電流の通電とベース期間中のベース電流の通電とをパルス周期として繰り返して通電し、溶接電圧値Vwが電圧設定値Vsと略等しくなるようにアーク長制御を行うパルスアーク溶接制御方法において、切換信号Stcに同期して電圧設定値Vsを周期的に変化させることによってアーク長Laを周期的に変化させ、かつ、切換信号Stcに同期してパルスパラメータPsを変化させ、かつ、切換信号Stcが変化してからアーク長Laの過渡変化が略収束した時点で送給速度Fsを変化させる。これにより、アーク力が大きく変化して溶融池の揺動作用が激しくなるので、ブローホール低減効果が大きくなる。
(もっと読む)
パルスアーク溶接方法
【課題】 パルスアーク溶接において、シールドガスの混合比率が変動しても安定したアーク状態を維持すること。
【解決手段】 ピーク期間Tp中のピーク電流の通電とベース期間中のベース電流の通電とを1パルス周期Tfとして繰り返して溶接するパルスアーク溶接方法において、ピーク期間Tpは、第1ピーク電流Ip1を通電する第1ピーク期間Tp1及び第1ピーク電流Ip1よりも小さな値の第2ピーク電流Ip2を通電する第2ピーク期間Tp2から形成され、第1ピーク期間Tp1及び第1ピーク電流Ip1を、シールドガスの混合比率が基準比率から所定範囲で変化してもアーク陽極点が溶滴の上部に形成される値に設定し、第2ピーク期間Tp2及び第2ピーク電流Ip2を、パルス周期Tfごとに1つの溶滴が移行し、かつ、アンダーカットのないビード形状が形成される値に設定する。
(もっと読む)
パルスアーク溶接制御方法およびパルスアーク溶接装置
【課題】アルミなどの固有抵抗率の低い材質では、溶接始端部は定常溶接期間と同条件では入熱不足となり溶け込み不足が発生しまう。また、溶接終端部におけるクレータの発生を軽減することは、溶接電圧とワイヤ送給速度の制御により可能であるが、定常溶接期間の溶接電圧とワイヤ送給速度からエンド溶接期間の溶接終了点にかけてエンド溶接期間の溶接電圧とワイヤ送給速度になるように調整するだけではクレータ状態を安定して形成することができない可能性がある。
【解決手段】設定される溶接ワイヤの材質あるいは被溶接物の材質に応じて、スタート溶接期間およびエンド溶接期間では定常溶接期間とは異なるパルス電流波形により溶接を行うことで良好な溶接品質を実現することができる。
(もっと読む)
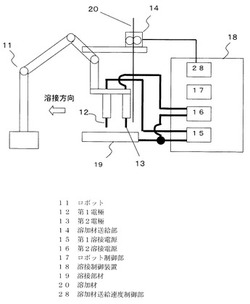
溶接ワイヤの制御装置
【課題】 溶接電流が大きくなり、それによって溶接ワイヤ間に作用する電磁力が大きくなり、それによって従来技術2と同じく、各溶接ワイヤ先端の溶滴が接触、結合して、大きな溶滴を形成したとしても、スパッタを生じせしめないようにする。また、2本の溶接ワイヤ間の距離、傾き等の数値範囲に制約を設けないようにして溶接システムを構築する際の設計の自由度を確保するとともに、広範な溶接対象に対応できるようにして、汎用性の高い溶接システムを構築する。
【解決手段】
コントローラ40は、これら少なくとも2本の溶接ワイヤ11、12の送給速度V1、V2間に、当該少なくとも2本の溶接ワイヤ11、12により形成される溶滴51を高速側の溶接ワイヤ12で生成される溶滴で発生する溶滴中で内向きに作用する力により切断できる程度の速度差ΔVが設けられるように、溶接電流I1、I2の指示を溶接電源装置30に与える。
(もっと読む)
消耗電極交流アーク溶接の送給制御方法
【課題】消耗電極交流アーク溶接において、所望のビード形状を得るためのパラメータ設定が容易にできるようにする。
【解決手段】予め定めた送給速度で溶接ワイヤを送給すると共に、アークに印加する溶接電圧Vwを電極プラス極性EPと電極マイナス極性ENとに交互に切り換えて溶接を行う消耗電極交流アーク溶接の送給制御方法において、溶接電流を設定し、前記電極プラス極性期間Tep中の前記送給速度を、電極プラス極性EP時のワイヤ溶融特性に基づいて前記溶接電流設定値Irに対応する第1送給速度Fr1に設定し、前記電極マイナス極性期間Ten中の前記送給速度を、電極マイナス極性EN時のワイヤ溶融特性に基づいて前記溶接電流設定値Irに対応する第2送給速度Fr2に設定する。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】定常溶接状態に迅速に移行するとともに、良好な溶接ビードを形成することが可能な2電極アーク溶接のアークスタート制御方法を提供する。
【解決手段】GMAアーク溶接電圧Vwaを印加した状態で、スローダウン送給速度Fw1でワイヤWを溶接母材Pに対して接近させるステップと、ワイヤWを溶接母材Pに接触させた後に、アーク成長期送給速度Fw2でワイヤWを送給しつつ、GMAアーク6aが発生した後にGMAアーク溶接電圧Vwaを徐々に高くすることにより、GMAアーク6aの長さを徐々に長くするステップと、非消耗電極アーク溶接電圧Vwbによってプラズマアーク6bが発生した後に、送給速度Fwを定常送給速度Fw3とし、かつGMAアーク溶接電圧Vwaを定常溶接状態における電圧とすることにより、定常溶接を開始するステップと、を有する。
(もっと読む)
溶接トーチ及びロボットアーク溶接のアークスタート方法
【課題】安価でマニピュレータの応答性に左右されずに良好なアークスタートを実現することができる溶接トーチ及びロボットアーク溶接のアークスタート方法を提供する。
【解決手段】溶接トーチ4が溶接開始位置に到着して停止して、ソレノイドコイル14に電力が供給され、ソレノイドシャフト13が下方向に移動してばね15を圧縮する。そして、溶接ワイヤ1が被溶接物2へ前進送給されて、ワイヤ先端が被溶接物と短絡したことが判別されると、ソレノイドコイルに供給されていた電力を停止し、高い応答性によってソレノイドシャフトがばねによって押し上げられる。溶接ワイヤは被溶接物から引き離され、同時に、小電流値の初期電流が通電され、初期アークが発生する。その後、溶接ワイヤが定常送給されて、定常アークを発生する定常アーク発生状態へと移行する。この結果、良好なアークスタートを実現することができる。
(もっと読む)
溶接プロセスを実施するための溶接方法
本発明は、溶接プロセスを実施しかつ監視するための溶接方法に関するものであって、その場合に制御装置(4)を介して電流源(2)と溶接ワイヤ(11)のための送り装置(10)とが制御され、かつその場合に溶接プロセスの間、アークの特性量から少なくとも1つのコントロール量が測定ないし計算される。異なる長さを有する第1と第2のタイムインターバル(102)と、特性量(100)の値を求めるためのサンプリングレートが定められた後に、各サンプリングに伴って特性量(100)の値が記憶され、それに基づいて時点(40)において制御装置によって、時点(40)に対して時間的に前のタイムインターバル内にある、記憶されている特性量の値から、コントロール量として第1の平均値(106)と第2の平均値(107)が計算され、それに基づいて、第1のタイムインターバル(101)の第1の平均値(106)から上方および下方の限界値(104、105)が計算され、それに基づいてコントロール量が上方および下方の限界値(104,105)と比較される。  (もっと読む)
(もっと読む)
アーク溶接機の制御方法およびアーク溶接機
【課題】溶接後の母材に残留するスパッタを低減させることができるアーク溶接機の制御方法およびアーク溶接機を提供する。
【解決手段】本発明のアーク溶接機の制御方法では、アークスタートから負荷電流が安定して定常状態に至るまでの初期期間において、負荷電流の最大値を400A以下に抑えると共に、短絡の発生間隔を50msec以下とする初期制御を行う。
(もっと読む)
溶接終了制御方法及びアーク溶接機
【課題】 消耗電極式アーク溶接及び消耗電極式パルスアーク溶接の溶接終了制御方法において、溶接終了時のワイヤ先端の溶滴を安定して適正な大きさに制御し、溶接終了部の溶接品質と溶接作業性を向上すること。
【解決手段】 第1の溶接終了部と第2の溶接終了部の間に、溶接出力電圧供給禁止時間を持ち、第1の溶接終了制御の完了する前から、ピーク電流出力禁止時間の間、ピーク電流の出力を禁止し、第1の溶接終了制御中の溶接出力電圧は、溶接用ワイヤ送給用モータの回転数の関数として設定される溶接終了制御方法。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法
【課題】消耗電極アーク溶接のリトラクトアークスタート性能を向上させる。
【解決手段】溶接ワイヤの前進送給を開始し、溶接ワイヤが母材に接触すると溶接ワイヤの後退送給を開始すると共に初期電流を通電し、この後退送給によって溶接ワイヤが母材から離れて初期アークが発生した後に溶接ワイヤの前進送給を再び開始すると共に初期アークから定常アークへと移行させる消耗電極アーク溶接のアークスタート制御方法において、前記前進送給時は逆回転している後退送給ロール6bから後退加圧ロール7bを離すと共に正回転している前進送給ロール6aに前進加圧ロール7aを押圧して溶接ワイヤを前進送給し、前記後退送給時は正回転している前記前進送給ロール6aから前記前進加圧ロール7aを離すと共に逆回転している前記後退送給ロール6bに前記後退加圧ロール7bを押圧して溶接ワイヤを後退送給する。
(もっと読む)
アークスタート制御方法
【課題】 消耗電極ガスシールドアーク溶接において、通常のアークスタート制御では、溶接ワイヤの種類、送給速度等の溶接条件によってはアークスタート性が悪い場合がある。他方、アークスタート時に溶接ワイヤが母材に接触すると溶接ワイヤを少し引き戻してアークを確実に発生させた後に再び送給するリトラクトアークスタート制御では、1回当りのアークスタートに要する時間が長くなるために生産効率が低下すると共に、送給モータ及び溶接トーチの消耗部品の摩耗が激しいためにそれらの交換間隔が短くなる。
【解決手段】 本発明は、リトラクトアークスタート制御と通常アークスタート制御とを備え、溶接ロボットの作業プログラムによってリトラクトアークスタート制御と通常アークスタート制御とを切り換えてアークスタートさせる制御方法である。
(もっと読む)
アーク溶接制御方法およびアーク溶接装置
【課題】短絡発生時から予め定めた長期短絡判別時間が経過した場合には溶接電流を減少させ、後退送給によってワイヤ先端が母材から離れてアークが再発生するようなアーク状態の場合には短絡期間が非常に長くなる。長期短絡判別時間が経過しない通常の場合の短い短絡期間とは、異なる短絡期間が2つ存在することになる規則的な安定したアーク状態を確保することが難しい。
【解決手段】短絡発生時からアーク発生時までの短絡期間は基本ワイヤ送給速度より低いワイヤ送給速度に減速し、アーク発生時から次の短絡発生時までのアーク期間はワイヤ送給を加速させて前記基本ワイヤ送給速度に戻し、アーク発生時から第1の所定時間は定電流制御で所定ピーク電流を出力するし、アーク発生時から第2の所定時間で定電圧制御による溶接電流を出力した後に定電流制御で所定のベース電流を出力させるものである。
(もっと読む)
2電極アーク溶接のアークスタート制御方法
【課題】 消耗電極1a及び非消耗電極1bを溶接トーチ先端の1つのシールドガスノズル5内に設け、消耗電極アーク及び非消耗電極アークを発生させて溶接する2電極アーク溶接において、高周波放電高電圧を印加しないでスパッタのないアークスタートを実現する。
【解決手段】 本発明は、消耗電極を母材へ前進送給し、母材と接触すると後退送給し、消耗電極が母材から離れると小電流値の初期アークを発生させ、この初期アークを維持しながら後退送給を所定期間Td継続してアーク長を高くし、期間が経過すると消耗電極を定常送給速度で再前進送給して大電流値の定常アークに移行させ、この定常アークによって非消耗電極と母材との空間にプラズマ雰囲気を充満させて非消耗電極アークを発生させる2電極アーク溶接のアークスタート制御方法である。
(もっと読む)
消耗電極アーク溶接方法
【課題】 板厚の異なる板材から形成される継手を消耗電極アーク溶接方法によって高品質に溶接する。
【解決手段】 本発明は、溶接トーチをウィービングさせ、ウィービング中の溶接トーチ位置Ptが予め定めた溶接法切換位置p1を第1の境界として厚板側にあるときは電極プラス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記第1の境界よりも薄板側にあるときは電極マイナス極性直流アーク溶接を行い、ウィービング中の溶接トーチ位置Ptが前記溶接法切換位置p1又は予め定めた送給速度切換位置p2を第2の境界として厚板側にあるときは送給速度Frを予め定めた電極プラス極性送給速度Frpにし、ウィービング中の溶接トーチ位置Ptが前記第2の境界よりも薄板側にあるときは送給速度Frを予め定めた電極マイナス極性送給速度Frnにする消耗電極アーク溶接方法である。
(もっと読む)
41 - 60 / 72
[ Back to top ]