
Fターム[4E082EF16]の内容
Fターム[4E082EF16]に分類される特許
21 - 40 / 72
溶接プロセスを停止させる方法および溶接装置
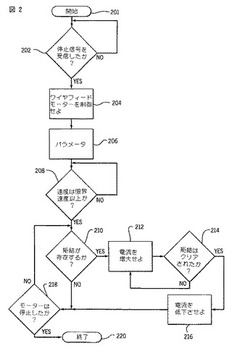
【課題】溶接終了時における大きい径の球の形成を防止する。
【解決手段】プロセスの停止段階において短絡が形成されると、出力電流を、短絡をクリアするのに充分なレベルに制御する212。短絡がクリアされたら、低電流レベルに制御する216。この低電流レベルは大きい球の形成を防止できる程度に低い。短絡が発生しなくなるまで以上のステップを繰返えす。ワイヤフィード速度をモニターし、ワイヤフィード速度が閾値以下に落ちると、停止操作が開始される。停止操作はMIG溶接、パルススプレー溶接及び短絡移行溶接において行なわれる。アーク電圧をモニターしてアークの状態を判定する。ユーザーからの停止指令を受信するとこれに応答してモーター停止が指令され、モーターの制動が制御される。閾値に達する前で停止信号を受信した後に、少なくとも1つの出力パラメータを低下させてもよい。
(もっと読む)
容器の溶接方法及び冷凍サイクル装置

【課題】気密性を確保した溶接が可能で、溶接後にスパッタの除去が不要であり、しかも溶接部に歪が発生することも抑制する。
【解決手段】
容器はCMT(Cold Metal Transfer)溶接を用いた溶接により製作される。まず、溶接すべき接合部とは異なる位置となる溶接開始点7aから溶接すべき接合部に向かってCMT溶接を開始することで捨て溶接を実施し、溶接すべき接合部に到達後、連続して溶接すべき接合部である溶接経路6をCMT溶接で本溶接を実施する。この本溶接の開始点に到達すると該本溶接の開始点付近を更に連続して重複溶接(重複溶接部9)を実施し、その後溶接すべき接合部とは異なる位置まで捨て溶接を実施して溶接終了点8aとする。
(もっと読む)
アーク溶接装置
【課題】溶接のタクトタイムを短縮することができ、かつ、アークのスタート性を向上させることができるアーク溶接装置を提供する。
【解決手段】本発明のアーク溶接装置は、溶接ロボット4によって溶接トーチ7が溶接開始位置に達して停止したときに、溶接ワイヤ1の先端部が溶接開始位置から予め定めた第2スローダウン距離S2だけ離れた第2スローダウン開始位置に達するように溶接ワイヤ1を第1スローダウンさせる。そして、溶接トーチ7が溶接開始位置に達して停止したときに、溶接ワイヤ1の第2スローダウンを開始させて、溶接ワイヤ1の先端部を被溶接物2と短絡させてアーク3を発生させている。その結果、溶接ワイヤの先端部を被溶接物と短絡させて発生した種火が消えてしまう不具合が無いために、溶接のタクトタイムを短縮することができ、かつ、アークのスタート性を向上させることができる。
(もっと読む)
消耗電極アーク溶接のアークスタート制御方法。
【課題】 チタン等の特殊な部材で溶接を行うとき、プリフロー時間を10秒〜20秒も必要とし、プリフローが終了し溶接が何時開始されるのか判断するのが難しい。
【解決手段】 溶接電源装置に溶接開始信号が入力されるとシールドガスの噴出を開始し、予め定めたプリフロー時間が経過すると溶接ワイヤの被加工物への前進送給を開始すると共に前記溶接電源装置の出力を開始し、この前進送給によって溶接ワイヤが被加工物に接触してアークが発生すると、前記溶接ワイヤの送給速度を定常の送給速度に移行させる消耗電極アーク溶接のアークスタート制御方法において、前記プリフロー時間が経過すると前記溶接ワイヤを後退送給し、前記後退送給が終了すると前記溶接ワイヤを被加工物へ前進送給させることを、特徴とする消耗電極アーク溶接のアークスタート制御方法である。
(もっと読む)
溶接方法
【課題】セルフシールドアーク溶接は、大型の発電機を用い、一般には、交流電流を使用する。大型の発電機のない場所では、溶接機を用いてのアーク溶接か、別途大型発電機を用意してのセルフシールドアーク溶接が行われている。
【解決手段】交流電流の確保が難しい場合には、エンジンウェルダなどの直流交流電源を使用した直流電流による溶接方法により、大型の発電機を必要とせず、経済性も向上し、狭い範囲での溶接を可能とする。
(もっと読む)
アーク溶接方法
【課題】アーク未発生の原因となるワイヤ先端又は溶接対象物表面のスラグや酸化皮膜等を効率的に除去できるとともに、溶接品質の向上が図られたアーク溶接方法を提供する。
【解決手段】溶接開始予定点52においてアークが発生しなかった場合、一旦アークをストップし、溶接ワイヤ24の先端を溶接対象物50から離隔させる。次に溶接トーチ16を往復動させ、往復動作の実行前又は実行途中で再度アークスタートを実行する。溶接トーチの復路移動中に、溶接ワイヤの先端が溶接対象物の表面を摺動する。
(もっと読む)
パルスアーク溶接方法及び溶接装置
【課題】狭隘部でも支障なく溶接を可能とするパルスアーク溶接方法及び溶接装置を提供する。
【解決手段】非消耗電極1と、該非消耗電極に対して平行又は略平行にフィラワイヤ2を送給するワイヤ送給装置5と、前記非消耗電極にアーク電流を印加するアーク電源4と、該アーク電源と前記ワイヤ送給装置を制御する主制御装置9を具備し、該主制御装置は前記非消耗電極にベース電流とアーク電流とを交互に印加し、前記フィラワイヤをベース電流の時に送給する様制御する。
(もっと読む)
アーク溶接方法およびアーク溶接装置
【課題】周期的にワイヤ送給の正送と逆送を繰り返し、ワイヤ供給量が少ない期間は溶接出力を低出力に、ワイヤ供給量が多い期間は溶接出力が高出力にする制御方法であり、ワイヤ供給量が少ない期間に被溶接物と溶接ワイヤの短絡状態を主に機械的に開放させるのであるが、ワイヤ供給量が少ないとはいえ、少しずつでもワイヤ送られている正送状態であり、電流も低いこともあり、外乱によっては短絡開放をスムーズにできるとは限らない。
【解決手段】短絡期間中に所定のサンプリング周期毎に溶接電圧の単位時間当たりの変化量を求めてくびれ検出基準閾値と比較するステップと、溶接電圧の単位時間当たりの変化が前記くびれ検出基準閾値を所定のサンプリング周期で連続して超える回数が所定の設定回数に達したときにくびれを検出したと判定するステップを備えた。
(もっと読む)
炭酸ガスパルスアーク溶接方法
【課題】消耗電極式炭酸ガスパルスアーク溶接において、溶滴の形成及び離脱状態を安定化して、スパッタの少ない高品質溶接を可能とすること。
【解決手段】ピーク電流Ipを通電するピーク期間Tpとベース電流Ibを通電するベース期間Tbとを1パルス周期Tpbとして繰り返して溶接を行う炭酸ガスパルスアーク溶接方法において、ピーク期間Tp中はピーク電流Ipを振幅Ws及び振動周期Tsによって振動させることによって溶接ワイヤの先端に所望サイズの溶滴を形成し、ベース期間Tb中はこの形成された溶滴を短絡移行によって溶融池へと円滑に移行させる。これにより、ピーク期間Tp中に形成された溶滴が、ベース期間Tb中に短絡移行するので、1パルス周期1溶滴移行状態が実現できる。このために、スパッタの少ない溶接が可能となる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】よりきれいなウロコ状のビードを形成可能なアーク溶接方法、およびアーク溶接システムを提供すること。
【解決手段】消耗電極15と溶接母材Wとの間に溶接電流を、絶対値の平均値が第1の値であるように流すことにより、アークaを発生させつつ溶滴移行させる第1工程と、上記溶接電流を、絶対値の平均値が上記第1の値より小さい第2の値であるように流し、上記第1工程と上記第2工程とを繰り返すアーク溶接方法であって、上記第2工程において消耗電極15と母材Wとの間の溶接電圧Vwが予め定められた基準溶接電圧Vstよりも大きいときに上記消耗電極の送給速度Vfを増速させ、溶接電圧Vwが基準溶接電圧Vstよりも小さいときに送給速度Vfを減速させる。このような構成により、過大な上記溶接電圧に起因して溶接ビードの外観が乱れてしまうことや、過小な上記溶接電圧に起因してアークが消滅してしまうことを抑制することができる。
(もっと読む)
アーク溶接方法
【課題】消耗電極アーク溶接において、溶接の反復によって溶接トーチの温度が上昇し、溶接電流値が減少して溶接品質が悪くなることを抑制すること。
【解決手段】溶接期間Ta中は溶接トーチから溶接ワイヤを溶接電流設定値Irに対応した送給速度Fwで送給して溶接電流Iwを通電して溶接を行い、休止期間Tb中は溶接ワイヤの送給を停止して溶接を休止し、これらの期間を繰り返して溶接を行うアーク溶接方法において、前記溶接期間Ta中の前記溶接電流I1を検出し、前記溶接電流設定値Irと前記溶接電流検出値I1との偏差に応じて前記休止期間Tbを設定する。これにより、溶接トーチの温度が上昇したことを前記偏差によって間接的に検出して前記休止期間を長くするので、溶接トーチの温度を低下させることができ溶接への悪影響を抑制することができる。
(もっと読む)
アーク溶接の開始方法
【課題】アーク溶接を開始するとき溶接母材に電気絶縁物が存在していても、アーク溶接を良好に開始することができるアーク溶接の開始方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接の開始方法であり、溶接動作の開始時に溶接ワイヤ17と溶接母材Wとの間の通電状態が検出されないとき、溶接母材Wに対して溶接ワイヤ17を進退移動させることにより、溶接母材Wに対して溶接ワイヤ17を接触させる。この方法によれば、溶接ワイヤ17の進退動作によってたとえば溶接母材W上の電気絶縁物Isを除去することができるので、アーク溶接を良好に開始させることができる。
(もっと読む)
アークスタート制御方法
【課題】溶接ワイヤを一旦母材に接触させた後に引き離すことによってアークを発生させるアークスタート制御方法において、アーク長のオーバーシュートを抑制すること。
【解決手段】溶接トーチから溶接ワイヤを母材へ前進送給(時刻t2〜t3)し、溶接ワイヤが母材に接触すると溶接ワイヤを母材から後退送給(時刻t3〜t4)すると共に溶接電流Iwを通電し、この後退送給によって溶接ワイヤが母材から離れて初期アークが発生(時刻t4)した後に溶接ワイヤを再前進送給(時刻t5以降)して前記初期アーク発生状態から定常のアーク発生状態へと移行させるアークスタート制御方法において、前記再前進送給の開始時点から前記溶接トーチの高さLtを一旦低くした後に元の高さLsに戻すトーチ高さ制御(時刻t5〜t7)を行う。これにより、アーク長のオーバーシュートをトーチ高さ制御によって補償することができる。
(もっと読む)
溶接操作中に溶接プロセスを変更する方法および溶接操作前に熱入力する方法
本発明は、溶接操作中に溶接プロセスを変更する方法であって、溶融する溶接ワイヤ(9)とワークピース(14)との間の短絡中に、実施された溶接プロセスから次の溶接プロセスまで変更が実行される方法、および溶接操作の前に熱を入力する方法に関する。高いプロセスの安定性によって溶接プロセスを達成するために、実施される前記溶接プロセスの短絡を検出して、前記溶接ワイヤ(9)が前記次の溶接プロセスの溶接電流(I)の閾値(34)に依存して移動方向に規定された継続期間(32)の間さらに移動した後停止し、前記溶接電流(I)が前記閾値(34)に到達すると、前記次の溶接プロセスを開始するために、前記溶接ワイヤ(9)が反対方向に移動することが提供される。 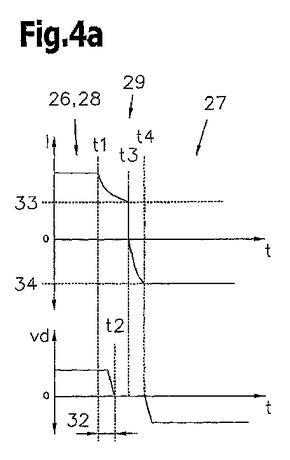 (もっと読む)
(もっと読む)
アーク溶接方法
【課題】溶接開始時にアークのふらつきが生じても、アークを即座に安定化させるとともに、溶接ビードの欠陥を抑制することができるアーク溶接方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接方法であって、アークを発生させる溶接開始時において溶接ワイヤ17と溶接母材Wとの間に供給する溶接電圧Vwが所定の閾値電圧Vtを越えたか否かを判別し、溶接電圧Vwが所定の閾値電圧Vtを越えたことを判別すると、アークの発生を休止し、その後、アークを再発生させる。このような方法によれば、閾値電圧Vtを適切な値に設定することにより、アークを即座に安定化させることができる。
(もっと読む)
アーク溶接方法
【課題】母材の開先面にアーク熱の分散化と集中化を自在に制御できる溶接システムを提供し、アークの入熱密度分布の制御を行うことによって、過大な溶接入熱となるのを抑制しながら母材溶融の確保を可能とする。
【解決手段】消耗電極式のアーク溶接方法であって、溶接ワイヤの送給に対して溶接ワイヤの送給波形を正弦波または矩形波に変化させ、この溶接ワイヤの送給波形に対して位相をずらすか、または位相をずらさずにアーク電流波形またはアーク電圧波形を使用する。
(もっと読む)
アーク溶接方法
【課題】たとえば溶接ワイヤの送給動作の変動によって短絡状態が継続しても、スパッタの発生を適切に抑制することができるアーク溶接方法を提供する。
【解決手段】溶接ワイヤ17と溶接母材Wとの間にアークを発生させて溶接を行うアーク溶接方法であって、溶接ワイヤ17と溶接母材Wとが短絡している短絡状態からアークが発生しているアーク発生状態に移行される際、溶接ワイヤ17と溶接母材Wとの間の橋絡部に生じるくびれを検出する工程を含み、この工程の経過中にくびれが検出されないとき、溶接ワイヤ17を溶接母材Wから離間させ短絡状態を解放する。このような方法によれば、たとえば溶接ワイヤ17の送給動作の変動によって短絡状態が継続したとしても、スパッタの発生を確実に抑制することができる。
(もっと読む)
2ワイヤ溶接制御方法
【課題】2ワイヤ溶接方法において、磁気吹きの発生によるアーク切れを抑制すること。
【解決手段】消耗電極と母材との間にピーク電圧Vpの印加とベース電圧Vbの印加とを1周期として繰り返すことによって溶接電流Iwを通電してアークを発生させて溶融池を形成すると共に、フィラーワイヤを前記溶融池に送給しながら溶接を行う2ワイヤ溶接制御方法において、前記ベース電圧Vbの上昇によって前記アークに磁気吹きが発生していることを判別(時刻t42)し、前記磁気吹きの発生を判別したときは前記フィラーワイヤに前記溶接電流Iwと同一方向の電流Ifを通電することによって磁気吹きを解消(時刻t43)させる。溶接ワイヤ及びフィラーワイヤに同一方向の電流が通電するために、磁気吹きによって偏向したアークに吸引力が作用して、アークの偏向を正常化する。
(もっと読む)
マグパルス溶接の溶接条件設定方法
【課題】マグパルス溶接において、パルスアーク溶接用ワイヤの代わりに炭酸ガスアーク溶接用ワイヤを用いたときの溶接条件の設定を容易かする。
【解決手段】溶接ワイヤ1を予め定めた送給速度Frで送給すると共に、ピーク期間Tpr中はピーク電流Iprを通電し、ベース期間中はベース電流Ibrを通電し、溶接電圧平均値Vdが溶接電圧設定値Vrと等しくなるようにベース期間を制御して溶接を行うマグパルス溶接の溶接条件設定方法において、炭酸ガスアーク溶接用ワイヤモードを選択するワイヤ種類選択スイッチSTを設け、このモードが選択されているときはピーク期間Tprを所定値ΔTpだけ長くし、溶接電圧設定値Vrを所定値ΔVrだけ大きくし、送給速度Frを所定値ΔFrだけ速くする。これにより、前記スイッチSTを選択するだけで炭酸ガスアーク溶接用ワイヤに適した溶接条件が自動設定される。
(もっと読む)
パルスアーク溶接の出力制御方法
【課題】ピーク電流及びベース電流をフィードバック制御することによってアーク長制御を行う消耗電極パルスアーク溶接において、小電流域における溶滴移行状態を良好にすること。
【解決手段】溶接電圧設定値Vrと溶接電圧の検出値Vdとの電圧誤差に応じて溶接電流変化量ΔIを算出する。また、予め設定されたピーク期間Tp、ベース期間Tb及び配分比率α(0≦α≦1)を入力として、ピーク電流設定信号Ipr=Ipr(n−1)+(ΔI×(Tp+Tb)×α/Tp)を算出してピーク電流を制御する。同時に、ベース電流設定信号Ibr=Ibr(n−1)+(ΔI×(Tp+Tb)×(1−α)/Tp)を算出してベース電流を制御する。これによって溶接電流変化量ΔIのベース電流への配分をピーク電流に比べて小さくすることができ、小電流域における溶滴移行状態を良好にすることができる。
(もっと読む)
21 - 40 / 72
[ Back to top ]