
Fターム[4E084HA01]の内容
溶接用非金属材料(フラックス) (4,852) | 数値情報 (226) | 複数成分間の数式規制 (25)
Fターム[4E084HA01]に分類される特許
1 - 20 / 25
サブマージアーク肉盛溶接用フラックス
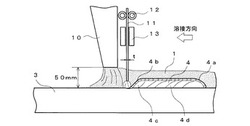
【課題】高温及び激しい摩耗に曝され、水蒸気腐食しやすい環境下で使用される部材の肉盛溶接部において、優れた耐高温磨耗性及び耐水蒸気腐食性が得られるサブマージアーク肉盛溶接用フラックスを提供する。
【解決手段】サブマージアーク肉盛溶接用フラックス1は、SiO2、MgO、金属炭酸塩及び金属フッ化物の含有量、造滓剤としての作用を有するAl2O3及びZrO2の総量、並びにアーク安定剤としての作用を有するK2O及びNa2Oの総量が最適化され、C及びCrを適量含有することにより、溶接部に優れた耐高温磨耗性及び耐水蒸気腐食性が得られ、フラックス中の塩基性成分と酸化性成分とが最適なバランスで添加されることにより、高温環境下においても、溶接部に優れた耐割れ性が得られる。
(もっと読む)
フラックス入りワイヤ
【課題】軟鋼または高張力鋼からなる鋼板の片面突合せ継手溶接の初層溶接部で問題となる耐高温割れ性に優れ、全姿勢溶接における溶接作業性および溶接金属の機械的性質が優れたフラックス入りワイヤを提供する。
【解決手段】軟鋼または高張力鋼からなる鋼板の溶接に使用され、鋼製外皮内にフラックスを充填してなるフラックス入りワイヤであって、ワイヤ全質量に対するフラックス充填率が所定量であり、ワイヤ全質量に対して、C、Si、Mn、Ti、TiO2、Al、Al2O3、B、N、Ni(0質量%を含む)、Cu(0質量%を含む)を所定量含有し、10≧(Ni+14×C+0.29×Mn+0.30×Cu)/(1.5×Si)≧2.5(式における元素記号は、その元素の含有量(質量%)を表す)を満足することを特徴とする。
(もっと読む)
亜鉛めっき鋼板の隅肉アーク溶接方法

【課題】高強度亜鉛めっき鋼板のアーク溶接(特にパルスMAG溶接)において、鋼板に低温変態溶接材料を適用しても、水素脆化割れが発生する。また、高O2、高金属粉比のフラックス入りワイヤを用いても溶滴移行形態の不安定化に伴う。そこで、本発明は、高強度亜鉛めっき鋼板のアーク隅肉溶接の安定化による高強度継手強度の実現を課題とする。
【解決手段】溶接ワイヤ成分が、
C:0.15〜0.5%、Si:0.3〜1.5%、Mn:0.2〜3.0%、SiO2、Al2O3、TiO2、Na2OおよびK2Oが0.1〜0.4%、
O:0.05〜0.25%、残部Feであって、
充填率:5〜12%であるフラックス入り溶接ワイヤを用い、鋼板の割れ感受性指数(PcmS)および溶接ワイヤの割れ感受性指数(PcmW)が以下の関係となる亜鉛めっき鋼板の隅肉パルスMAG溶接方法。
−0.86×PcmS+0.51 ≦ PcmW ≦ −1.9×PcmS+1.0
(もっと読む)
溶接部靱性に優れた高強度厚肉溶接ベンド鋼管用の素管およびその製造方法
【課題】溶接まま、高周波加熱焼き入れまま、高周波加熱焼き入れ−焼き戻しおよび焼き戻しの各熱処理を受ける溶接金属の全ての部分について、優れた低温靱性を有する高強度厚肉溶接ベンド鋼管用の素管を提供する。
【解決手段】溶接金属の成分中、特にTi,V, Al,O,N,BおよびNi量について以下の成分組成範囲および(1), (2)式の関係を満足させる。
Ti:30〜400 ppm、V:20〜500 ppm、Al:20〜500 ppm、O:500 ppm以下、N:80 ppm以下、B:3〜60 ppmおよびNi:3.0 mass%以下。
〔N〕−0.087〔Ti〕−0.03〔V〕−9≦0 --- (1)
0.17 ≦〔B〕/G≦ 2.5 --- (2)
ただし、G=0.15〔O〕− 0.113〔Al〕−0.0345〔Ti〕+1
(もっと読む)
溶接金属
【課題】耐高温割れ性、機械的性質に優れた溶接金属を提供する。
【解決手段】溶接金属は、C:0.01〜0.10質量%、Si:0.7質量%以下、Mn:0.5〜3.0質量%、Ti:0.05〜0.50質量%、Al:0.02〜0.10質量%、O:0.03〜0.10質量%、Mg:0.0002〜0.01質量%、P:0.03質量%以下、S:0.02質量%以下、N:0.002〜0.01質量%、B:0.0003〜0.005質量%、を含有し、残部がFe及び不可避的不純物からなり、かつ、前記溶接金属に含まれる円相当直径が0.5〜5.0μmのTi−Al−Si−Mn−Mg系酸化物を構成する金属元素の比率が、Ti:30〜70原子%、Al:30〜70原子%、Si:15原子%以下、Mn:15原子%以下、Mg:10原子%以下、の範囲内である。
(もっと読む)
凝固結晶粒を微細にする二相ステンレス鋼溶接用被覆アーク溶接棒
【課題】成分のみを規定して、靱性および延性の優れた溶接金属を得るための凝固結晶粒を微細化する二相ステンレス鋼溶接用被覆アーク溶接棒を提供する。
【解決手段】ステンレス鋼を心線とし、心線と被覆剤の両方の質量%で、心線中の含有量%+被覆剤中の含有量%×被覆率%/100で示す心線質量%換算で、C:0.008〜0.1%、Si:0.1〜1.5%、Mn:1.0〜6.0%、Cr:17.0〜27.0%、Ni:1.0〜10.0%、Mo:0.1〜3.0%、Al:0.002〜0.05%、Mg:0.0005〜0.01%、Ti:0.001〜0.5%、N:0.10〜0.30%を含有し、さらに、P:0.03%以下、S:0.01%以下に制限し、かつ、0.73×Cr当量−Ni当量≧4.0及びTi(質量%)×N(質量%)≧0.0004を満たし、残部が鉄および不可避的不純物からなることを特徴とする。
(もっと読む)
低水素系被覆アーク溶接棒
【課題】耐力が690MPa級以上の高張力鋼の溶接において、耐割れ性及び低温靭性が優れた溶接金属を得ることができ、全姿勢溶接において良好な溶接作業性を確保する低水素系被覆アーク溶接棒を提供する。
【解決手段】低水素系被覆アーク溶接棒は、被覆率が25〜45%、心線全質量あたりCを0.06%以下含有し、被覆剤全質量あたり、金属炭酸塩(CO2換算):14.7〜22.4%、CaF2:13.1〜24.8%、TiO2:0〜8%、ZrO2:0〜8%、SiO2:1.1〜3.0%、Al2O3:0〜0.8%、C:0.01〜0.05%、Si:2.5〜6.0%、Mn:2.2〜8.0%、Ni:1.8〜7.0%、Cr+Mo:0.2〜3.7%を含有する。また、D=8.42−0.18×CO2+0.05×CaF2+0.50×TiO2−1.36×SiO2−4.36×Al2O3+0.71×ZrO2≦3.8である。
(もっと読む)
フラックス入りワイヤを用いた高強度鋼のTIG溶接方法
【課題】 溶接金属内の成分むら起因の溶接金属の引張強さ、靭性の低下問題を有利に解決できる、フラックス入りワイヤを用いた高強度鋼のTIG溶接方法を提供する。
【解決手段】 鋼製外皮の断面厚さが0.30〜1.0mmであり、ワイヤ全質量に対する質量%で、C:0.04〜0.4%、Si:0.2〜2.0%、Mn:0.3〜2.0%、Al:0.002〜0.05%を含み、Ni:0.1〜12%、Cr:0.01〜4.0%、Mo:0.1〜4.0%、W:0.1〜4.0%、Cu:0.01〜1.5%のうちの1種または2種以上を含有し、残部鉄及び不可避的不純物からなり、炭素当量が0.40〜1.5%を満たすとともに、ワイヤ全体の炭素当量と鋼製外皮の炭素当量との差が0.10%以上を満たすフラックス入りワイヤを用いて、溶接ワイヤ1g当りの溶接入熱量が1.70〜4.0kJ/cm・gの範囲で、TIG溶接することを特徴とする。
(もっと読む)
大入熱エレクトロスラグ溶接方法
【課題】溶接入熱が400kJ/cmを超える大入熱エレクトロスラグ溶接においても、溶接継手方向で安定した靱性を確保する。
【解決手段】溶接ワイヤは、C:0.02乃至0.25%、Si:0.05乃至1.80%、Mn:0.50乃至3.50%、Mo:0.05乃至2.00%、Al:0.005乃至0.080%、Ti:0.05乃至0.35%、B:0.003乃至0.018%、Ni:3.00%以下、Cr:0.30%以下、V:0.030%以下、Nb:0.030%以下、N:0.012%以下を含有する。溶接フラックスはFeO:4.5%以下、B2O3:1.5%以下、塩基度BLの値を0.5乃至1.5とし、溶接ワイヤ中のB量を(B)としたとき、塩基度BLと(B)から下記数式で与えられる変数(X)が9.8乃至20.8である。
(X)=1000×(B)+5.1×BL
(もっと読む)
溶接金属部の靱性が優れたエレクトロスラグ溶接方法
【課題】安定して靭性値が高い溶接金属を得ることができるエレクトロスラグ溶接方法を提供する。
【解決手段】C:0.02乃至0.25%、Si:0.05乃至1.80%、Mn:0.50乃至3.50%、Ni:3.00%以下、Mo:0.05乃至2.00%、Al:0.005乃至0.080%、Ti:0.05乃至0.35%、B:0.003乃至0.018%、Cr:0.30%以下、V:0.030%以下、Nb:0.030%以下、N:0.012%以下を含有し、残部がFe及び不可避的不純物からなる溶接用ワイヤと、SiO2:25乃至50%、CaO:5乃至25%、Al2O3:15%以下、CaF2:20%以下、MgO:16%以下、MnO:25%以下、TiO2:10%以下、FeO:4.5%以下、B2O3:1.5%以下を含有する溶接用フラックスと、を使用して溶接する。
(もっと読む)
2電極すみ肉ガスシールドアーク溶接方法
【課題】プライマ塗装鋼板を溶接速度が1m/min以上の2電極高速水平すみ肉ガスシールドアーク溶接方法の提供。
【解決手段】先行電極と後行電極の電極間距離を10〜40mmとし、後行電極のトーチ角度が下板に対して0〜60°で溶接進行方向に対して1〜25°の前進角にして、ワイヤ全質量に対する質量%でフラックスに、Ti酸化物:TiO2換算値で1.5〜2.8%、Si酸化物:SiO2換算値で0.4〜1.2%、Zr酸化物:ZrO2換算値で0.1〜0.5%、Si:0.6〜1.2%、Mn:2.0〜3.0%、Al:0.3〜1.0%、但し、Ti酸化物のTiO2換算値/Al≧2.0、弗素化合物:F換算値で0.01〜0.07%、NaおよびK:Na2O換算値およびK2O換算値の合計で0.10〜0.025%を含有するフラックス入りワイヤを先行電極および後行電極に用いて溶接する。
(もっと読む)
炭酸ガス溶接用ソリッドワイヤ
【課題】狭開先施工においても十分な溶け込みが得られ、強度及び靭性等の機械的性能が優れた溶接金属が得られる炭酸ガス溶接用ソリッドワイヤを提供する。
【解決手段】C:0.03乃至0.10質量%、Si:0.67乃至1.00質量%、Mn:1.81乃至2.50質量%、S:0.006乃至0.018質量%、Ti:0.100乃至0.150質量%、B:0.0015乃至0.0070質量%、めっき分含むCu:0.10乃至0.45質量%以下を含有し、パラメータPBS及びPMTがPBS≦10、PMT≦32を満足し、P:0.020質量%以下、Nb:0.04質量%以下、V:0.04質量%以下、Al:0.04質量%以下に規制し、残部Fe及び不可避的不純物である。PBS=[B]×[S]×105、PMT=[Mn]×[Ti]×102
(もっと読む)
サブマージアーク溶接方法
【課題】 下向き1電極サブマージアーク溶接あるいは下向き多電極サブマージアーク溶接において、低温靭性が良好で且つ頂部スラグインの無い健全な溶接金属の作成方法を提供する。
【解決手段】 下向き1電極あるいは下向き多電極サブマージアーク溶接により引張強度が800MPa以上の溶接金属を作成する際において、ソリッドワイヤの電極の間あるいは最後尾の電極の後方の少なくとも1箇所以上にメタルコアードワイヤを所定の位置に配置することにより溶接金属中の酸素量を制御し、且つメタルコアードワイヤから供給される溶着金属量の全溶着金属量に占める割合が5%以上40%以下であり、且つ用いる特定組成のフラックスの塩基度が1.1以上3.2以下であり、且つ用いるメタルコアードワイヤの酸素量が質量%で0.03%〜0.50%以下であることを特徴とする、1溶融池を作成する下向きサブマージアーク溶接方法。
(もっと読む)
サブマージアーク溶接用ボンドフラックス
【課題】大入熱の下向隅肉施工溶接において、ビード形状及びビード外観等が優れていて良好な溶接作業性が得られ、高靭性の溶接金属が得られると共に、母材を含めた耐低温割れ性が優れているサブマージアーク溶接用ボンドフラックスを提供する。
【解決手段】SiO2:21乃至27質量%、MgO:17乃至25質量%、Al2O3:15乃至22質量%、CaO:6乃至11質量%、TiO2:5乃至10質量%、CO2:3.5乃至8質量%、Na2O:1乃至5質量%、CaF2:1乃至5質量%、B2O3:0.2乃至1質量%、Si:0.5乃至2質量%、T.Fe:5質量%以下、Mn:0.1乃至1質量%、Ti:0.2乃至1質量%を含有し、かつMgO/CO2比:2.5乃至5.0を満足する。
(もっと読む)
ソリッドワイヤ
【課題】溶接のコストアップを最小限に抑えつつ、ワイヤの送給安定性、耐溶落ち性、耐アンダカット性、耐割れ性に優れ、スラグおよびスパッタが発生しにくく、且つ、母材と同等以上の溶接金属の硬度を有し、脆弱破壊を起こさないソリッドワイヤを提供する。
【解決手段】Cを0.020〜0.100質量%、Siを0.25〜1.10質量%、Mnを1.20〜1.65質量%、Pを0.008〜0.017質量%、Sを0.045〜0.150質量%、Oを0.0050質量%以下、Nを0.0050質量%以下で含有し、且つ、P×(O+N)×105≦15を満足し、残部がFeおよび不純物からなり、当該不純物が、Tiを0.15質量%以下、Bを0.0050質量%以下、さらに、Cr、Ni、Al、Nb、V、Zr、LaおよびCeの少なくとも一種をそれぞれ0.20質量%以下で含有してなるソリッドワイヤ。
(もっと読む)
チタニヤ系ガスシールドアーク溶接用フラックス入りワイヤ
【課題】立向上進溶接においてルートギャップが広い場合にも溶融金属の垂れ落ちがなく、良好な溶接作業性を有し、更に溶接金属の機械的性質が優れた全姿勢溶接用に好適のガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ワイヤ全質量あたり、質量%で、TiO2:6〜12%、Al2O3:0.4〜0.8%、SiO2:0.1〜0.5%、ZrO2:0.05〜0.2%、Mn:1.0〜3.0%、Si:0.4〜0.9%、Al:0.1〜0.3%、Mg:0.4〜0.8%、を含有し、更に、必要に応じて、C,F,Cr,Cu,Ni,V、Nb、Ti,及び/又はZrを含有し、残部がFe及び不純物であり、(TiO2+Al2O3)/(SiO2+ZrO2):10〜20、Mg/(Si+Al):0.4〜0.7、Na+K:0.05〜0.12%、Na/K:0.3以上である。
(もっと読む)
靭性および耐SR割れ性に優れた溶接金属
【課題】フェライトバンドの生成を抑制して靭性および引張強度が高められ、且つ、耐SR割れ性も良好なCr−Mo系鋼の溶接金属を提供する。
【解決手段】C:0.02〜0.06%(質量%の意味。以下、同じ)、Si:0.1〜1.0%、Mn:0.3〜1.5%、Cr:2.0〜3.25%、Mo:0.8〜1.2%、Ti:0.010〜0.05%、B:0.0005%以下(0%を含む)、N:0.002〜0.0120%、O:0.03〜0.07%、残部:Feおよび不可避不純物であり、更に、Nの含有量[N]とTiの含有量[Ti]との比が、2.00<[Ti]/[N]<6.25の範囲を満足する溶接金属である。
(もっと読む)
高張力鋼のサブマージアーク溶接金属
【課題】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接された溶接金属の強度が良好で安定した靭性が得られ、溶接時の作業性も良好で溶接欠陥のない引張強さが900MPa以上の高張力鋼のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当たり、質量%で、C:0.04〜0.09%、Si:0.20〜0.35%、Mn:1.6〜2.3%、Ni:2.5〜3.0%、Cr:0.55〜1.0%、Mo:0.55〜1.0%を含有し、Cu:0.20%以下、O:0.022%以下、N:0.006%以下で、残部はFeおよび不可避不純物からなることを特徴とする高張力鋼のサブマージアーク溶接金属。
(もっと読む)
ガスシールドアーク溶接用フラックス入りワイヤ
【課題】水平すみ肉溶接施工等に関し、高速溶接性と耐気孔性が優れているとともに、スラグ被包性及びスラグ剥離性が向上したガスシールドアーク溶接用フラックス入りワイヤを提供する。
【解決手段】ガスシールドアーク溶接用フラックス入りワイヤのフラックスは、ワイヤ全質量あたりの成分比率で、金属としてのZr源をZr換算で0.10乃至0.30質量%、ZrO2を0.30乃至1.0質量%、TiO2を1.0乃至5.0質量%、SiO2を0.30乃至1.0質量%、金属Al源をAl換算で0.10乃至0.30質量%とし、アルカリ金属源としてのNa及び/又はKが、Na2O及び/又はK2O換算総量で0.04乃至0.10質量%であって、K2O/Na2O比の値が1.0乃至3.0である。
(もっと読む)
スラグ量が少ないメタル系フラックス入りワイヤおよび高疲労強度溶接継手の作製方法
【課題】従来のメタル系フラックス入りワイヤを用いたガスシールドアーク溶接に比べてスラグ発生量が格段に少ないワイヤ及び高疲労強度溶接継手の作製方法を提供する。
【解決手段】板厚が1.0〜5.0mmであり、かつ強度が440〜980MPaである鋼板をガスシールドアーク溶接するためのワイヤであって、ワイヤ全体の質量%で、SiC以外のC:0.001〜0.20%、SiC:0.6〜1.2、SiCおよびSiO2以外のSi:0.05〜1.2%、Mn:0.2〜3.0%を含有し、P:0.03%以下、S:0.02%以下に制限し、さらに、SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上を合計で0.05〜0.40%含有し、残部が鉄および不可避不純物からなり、かつ前記SiC、および、前記SiO2、Al2O3、Na2OおよびK2Oの1種または2種以上は少なくともフラックスとして鋼製外皮内に含有するワイヤ。
(もっと読む)
1 - 20 / 25
[ Back to top ]