
Fターム[4E087BA04]の内容
Fターム[4E087BA04]に分類される特許
1 - 20 / 119
耐腐食性と耐応力腐食割れ性を向上したアルミニウム鍛造材の製造方法
ボルト用アルミニウム合金線及びボルト並びにそれらの製造方法
【課題】ボルトに加工する際の加工性に優れ、十分な強度のボルトが得られるボルト用アルミニウム合金線を提供する。
【解決手段】このボルト用アルミニウム合金線は、質量%で、Si:0.60〜1.5%、Fe:0.02〜0.40%、Cu:0.50〜1.2%、Mn:0.50〜1.1%、Mg:0.70〜1.3%、Cr:0.01〜0.30%、Zn:0.005〜0.50%、Ti:0.01〜0.20%、Zr:0.05〜0.20%を含み、残部がAl及び不可避的不純物からなる。Si及びMgの一部がMg2Siとして含まれ、Mg2Siの含有量と、MnとCrの合計含有量との比率Mg2Si/Mn+Crが1.0〜2.1である。
(もっと読む)
金属ボタンの成形方法
【課題】金属ボタンの成形方法を提供する。
【解決手段】金属ボタンの成形方法は、下記ステップを備える。まず、殻体用金属材料を提供する。そして、殻体用金属材料に対してスタンピングを行って、薄い殻体と、収容部と、複数の第1の丸い角と、を有するボタン殻体を形成する。それから、金属充填用ブランクをボタン殻体の収容部に設置する。その後、鍛造圧力で金属充填用ブランクを押してボタン殻体の収容部に填充に充填させることで、中が詰まっている金属ボタンを形成する。
(もっと読む)
鍛造ビレット、鍛造ビレットの製造方法及びホイールの製造方法

【課題】機械的強さに優れる鍛造ビレット及び鍛造ビレットの製造方法並びに軽量であり且つ機械的強さに優れるプレホイール及びホイールの製造方法を提供する。
【解決手段】軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して該鋳造ビレット4の金属組織を微細化した鍛造ビレット10であって、軽金属合金がジュラルミンであり、シャルピー衝撃値が30J/cm2以上である鍛造ビレット10である。
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材
【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が0.027mg/mm2以下であって、かつ凹部を含む面の反対側の塗布量より少なくした鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
アルミニウム又はアルミニウム合金の鍛造方法
【課題】高精度で、生産率が高いアルミニウム又はアルミニウム合金の鍛造方法を提供する。
【解決手段】本発明に係るアルミニウム又はアルミニウム合金の鍛造方法は、鍛造用ブランク材を提供するステップと、鍛造金型は雄型及び雌型を備えており、該雄型及び雌型に加熱体と温度調整器とを設置するステップと、前記鍛造用アルミニウム又はアルミニウム合金ブランク材を前記鍛造金型に入れるステップと、を備えている。前記鍛造金型の雄型及び雌型はそれぞれ加熱されるが、その加熱方法は、鍛造品が前記雄型に形成される場合、前記雄型の温度は前記雌型の温度より低くなるようにし、前記鍛造品が前記雌型に形成される場合、前記雄型の温度は前記雌型の温度より高くなるようにし、前記鍛造用アルミニウム又はアルミニウム合金ブランク材の鍛造過程において、前記雄型と前記雌型との温度差を100度〜350度に維持する。
(もっと読む)
ボス成形治具およびボス成形方法
【課題】 本発明は、金属板にネジ付きのボス成形を行なうボス成形治具、およびボス成形方法に関するものである。
【解決手段】 本発明のボス成形治具は、円柱底面に開口する円筒形状の空洞を円柱と円筒の中心軸を合わせて形成し、円柱底面の縁部の円環の面を加工面として加工対象の金属材に押圧され回転するボス成形部と、ボス成形部の中空の中心軸に、ボス成形部とは回転および昇降自在に配置され、表面がネジ立てされた棒状のネジ成形部とを有する、よう構成する。
(もっと読む)
摩擦圧接による突起部の形成
【課題】 摩擦圧接により得られる新規な形状の突起部及び新規な形状の突起部の新規な製造方法の提供
【解決手段】マグネシウム合金板、アルミニウム合金板又は銅板から選ばれる一枚板の表面を高速回転する中空円筒状工具又は段付中空円筒状工具により摩擦し、中空円筒状工具又は段付中空円筒状工具を前記板内に侵入させることにより、前記工具の中空円筒部内側の前記板を溶融状態で中空円筒部内側に盛り上がった状態とし、前記工具を板の底面に達したところで、その回転を止めて、中空円筒部内側の盛り上がった部分を、これら工具から引き離して冷却することにより、マグネシウム合金板、アルミニウム合金板及び銅板から選ばれる板が盛り上げられて側壁部及び頂部が形成され、中空円柱状である突起部を得ることができる。
(もっと読む)
塑性加工用金型およびその製造方法、ならびにアルミニウム材の鍛造方法
【課題】表面性状の制御により、耐焼付き性に優れた塑性加工用金型およびその製造方法を提供する。
【解決手段】塑性加工用金型は、基材の表面をショットブラスト法を用いて粗面化して算術平均粗さRa:1μmを超え2μm以下に調整する基材粗面化工程と、この表面を研磨してRa:0.3μm以上を保持しつつスキューネスRskを0以下に調整する基材研磨工程と、この基材の表面に硬質皮膜を形成する成膜工程と、を行って製造され、硬質皮膜の表面が算術平均粗さRa:0.3μm以上2μm以下、スキューネスRsk:0以下であることを特徴とする。凹部に偏らない凹凸形状に調整することで、潤滑剤が溜まる凹部の容積を抑えて凸部の表面にも潤滑剤が十分に付着される。
(もっと読む)
アルミニウム基合金製締結部品の製造方法及びアルミニウム基合金製締結部品
【課題】熱処理を施すタイミングを変えることで、従来には無い引張り強度等の強度特性を持った高強度アルミニウム基合金締結部品及びその製造方法を提供する。
【解決手段】アルミニウム基合金製の材料を溶体化処理し、次に時効硬化させた後に、さらに圧造工程にて軸部を絞り加工することで加工硬化させ、その後、前記軸部におねじの転造加工を行なうことを特徴とする。
(もっと読む)
耐応力腐食割れ性に優れた高強度アルミニウム合金製鍛造品及びその鍛造方法
【課題】 高強度アルミニウム合金の耐食性、耐応力腐食割れ性を向上させる。
【解決手段】 Si:0.8〜2.2mass%(以下、%と記す。)、Cu:0.7〜1.5%、Mg:0.8〜1.8%、Mn:0.5〜1.1%、Zr:0.05〜0.30%を含み、残部がアルミニウムと不可避的不純物とからなるアルミニウム合金をZener−Hollomonの変数Zが2.9×1010≦Z≦6.6×1011であるように製造した鍛造品であり、該鍛造品の断面積の80%以上をアスペクト比が10以上の結晶粒からなる繊維状組織が占めることを特徴とする耐応力腐食割れ性に優れた高強度アルミニウム合金製鍛造品。
(もっと読む)
マグネシウム合金部材、エアコン用圧縮機及びマグネシウム合金部材の製造方法
【課題】自動車エアコン用圧縮機の機構部品に適用可能な機械的強度及び高温での疲労強度を出現できる、マグネシウム合金部材及びマグネシウム合金部材の製造方法を提供し、更に、必要な機械的強度及び高温での疲労強度を備えたマグネシウム合金を機構部品に使用したエアコン用圧縮機を提供する。
【解決手段】質量%で、カルシウムCaを0.3〜10%、アルミニウムAlを0.2〜15%、マンガンMnを0.05〜1.5%含有し、カルシウムCa/アルミニウムAlの質量比が0.6〜1.7であり、残部がマグネシウムMg及び不可避不純物からなるマグネシウム合金の鋳造素材を、250〜500℃で塑性加工(押出し加工)してマグネシウム合金部材を形成する。これにより、マグネシウム合金部材において、室温における0.2%耐力が300MPa以上、150℃における疲労強度が100MPa以上を出現でき、自動車エアコン用圧縮機の機構部品をマグネシウム合金部材で形成して、圧縮機の重量を軽減できる。
(もっと読む)
産業機器部品およびその製造方法
【課題】軽量であり、かつ、高強度、高靭性および高耐食性を有する産業機器部品およびその製造方法を提供する。
【解決課題】本発明のリンク(産業機器部品)1Aは、JISH4140に規定の6000系合金で形成した芯材11と、この芯材11の一部または全部を覆う、JISH4140に規定の7000系合金で形成した表層材12と、でなることを特徴とする。本発明のリンク(自動車部品)1Aの製造方法は、溶解工程S1と、鋳造工程S2と、加工工程S3と、均質化熱処理工程S4と、鍛造工程S5と、を少なくとも行う。
(もっと読む)
塑性加工用アルミニウム合金鋳塊の製造方法、及びアルミニウム合金塑性加工品の製造方法、アルミニウム合金塑性加工品
【課題】強度が向上し、再結晶粒の発生しにくい塑性加工用アルミニウム合金鋳塊の製造方法を提供する。
【解決手段】Mgを0.8wt%〜1.2wt%、Siを0.7wt%〜1.0wt%、Cuを0.3wt%〜0.6wt%、Mnを0.14wt%〜0.3wt%、Crを0.14wt%〜0.3wt%、Feを0.5wt%以下、Tiを0.01wt%〜0.15wt%、Bを0.0001wt%〜0.03wt%含有し、残部をAlと不可避的不純物とし、晶出物の平均粒径が8μm以下、デンドライト二次アーム間隔が40μm以下、かつ、結晶粒径が300μm以下の組織を有するように塑性加工用アルミニウム合金鋳塊を鋳造して製造する際、連続鋳造した後に470℃で均質化処理を施す。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】高強度化および高耐食性化させた、アルミニウム合金押出材を熱間鍛造してなる鍛造材およびその製造方法を提供する。
【解決手段】アルミニウム合金押出材を熱間鍛造してなる鍛造材であって、特定成分と特定製造条件で製造して、特定の大きさの分散粒子と特定の大きさの晶出物とが一定の密度や面積割合を有するようにし、この鍛造材の複数箇所の表層部を除く断面全域を、小傾角粒界と大傾角粒界とを含めた微細な未再結晶を主体とする組織にする。
(もっと読む)
アルミニウム合金鍛造材およびその製造方法
【課題】Feの含有量が0.4質量%以下のアルミニウム合金と同等の耐破壊靭性と疲労特性を有するアルミニウム合金鍛造材を提供する。
【解決手段】Si:0.4質量%以上1.5質量%以下、Fe:0.4質量%超え1.0質量%以下、Cu:0.40質量%以下、Mg:0.8質量%以上1.3質量%以下、Ti:0.01質量%以上0.1質量%以下で含有し、かつZn:0.05質量%以下に規制し、さらにMn:0.01質量%以上1.0質量%以下、Cr:0.1質量%以上0.4質量%以下、およびZr:0.05質量%以上0.2質量%以下の群から選択される少なくとも一つを含有するとともに、水素量を0.25ml/100gAl以下に規制し、残部が不可避的不純物およびAlからなり、平均結晶粒径が50μm以下、晶出物面積率が3%以下、平均晶出物サイズが8μm以下とした。
(もっと読む)
自動車足回り部品およびその製造方法
【課題】軽量であり、かつ優れた強度を有する自動車足回り部品およびその製造方法を提供する。
【解決手段】自動車足回り部品10は、抜き穴hを有するアルミニウム合金製で、結晶粒が粗大化していない箇所である正常部の耐力が270MPa以上であり、リブ11における抜き穴h側の所定部位であるリブ部端から、ウエブ12における抜き穴h側の所定部位である抜き穴部端までの最短長さが6mm以上であることを特徴とする。
自動車足回り部品の製造方法は、鋳塊素材作製工程と、熱処理工程と、成形加工工程と、鍛造工程と、抜き穴形成工程と、調質処理工程と、を含み、リブにおける前記抜き穴側の所定部位であるリブ部端から、ウエブにおける抜き穴側の所定部位である抜き穴部端までの最短長さが6mm以上である自動車足回り部品とすることを特徴とする。
(もっと読む)
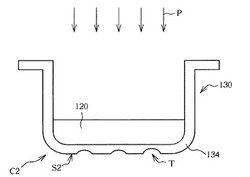
金属ライナー用カップおよびその製造方法
【課題】強度や耐久性能にばらつきのない圧力容器用の金属ライナー用カップ並びにその製造方法を提供する。
【解決手段】 底部および側面からなるカップ形状で軸対称のキャビティ4と、キャビティ4の底部中心に連通し、キャビティ4の軸線方向に沿って形成された円柱空間5と、円柱空間5に充填された金属素材6を押圧するパンチ7とからなる成形装置Aを用い、空間5に円柱形の金属素材6を、パンチ7でキャビティ4内に押し込むことにより、金属ライナー用カップBを製造する。
(もっと読む)
鍛造ビレット、軽金属製ホイール及びそれらの製造方法
【課題】機械的強度が優れ、しかも、機械的強度が均一な鍛造製品(軽合金製ホイール等)を製造することができる鍛造ビレット、該鍛造ビレットから得られる軽合金製ホイール及びその軽合金製ホイールの製造方法を提供すること。
【解決手段】本発明は、軽金属合金を鋳造して鋳造ビレット4とし、該鋳造ビレット4を加圧圧縮して得られる鍛造ビレット10であって、JIS−Z2242に準拠したシャルピー衝撃試験に基づくシャルピー衝撃値が15J/cm2以上である鍛造ビレット10である。かかる鍛造ビレット10は、諸産業用部材に好適に用いられる。
(もっと読む)
鍛造加工方法および鍛造加工装置
【課題】高品質の鍛造加工品を得ることができる鍛造加工方法を提供する。
【解決手段】金型の成形空間内周面におけるフランジ状部の一方側を拘束する面をフランジ状部一方側拘束面Dとし、肉厚部の一方側を拘束する面を肉厚部一方側拘束面Cとし、リブの外側を拘束する面をリブ外側拘束面Bとし、周胴部における他方側の端縁を拘束する面を周胴部他端拘束面Aとして、ワーク成形時に、塑性流動するワーク構成材料が、フランジ状部一方側拘束面C、リブ外側拘束面Bの順に当たった後、周胴部他端拘束面Aおよび肉厚部一方側拘束面Cに同時に当たるように制御する。
(もっと読む)
1 - 20 / 119
[ Back to top ]