
Fターム[4E087CC04]の内容
鍛造 (11,151) | 加工部所(据込み加工) (230) | 中間部ふくらみ (76) | 軸方向の複数箇所 (18)
Fターム[4E087CC04]に分類される特許
1 - 18 / 18
クランクシャフトの製造方法、その製造装置、およびクランクシャフト
【課題】簡単な構成で、保持型とケースの寿命が短くなるのを容易に且つ確実に防止することができるクランクシャフトの製造方法と、その製造方法を提供する。
【解決手段】素材のジャーナル部となる部分とピン部となる部分pを保持型の円形孔部35,36でそれぞれ保持して軸方向に加圧し、ウエブ部となる部分wを保持型の間で潰すように成形して所定の厚さのウエブ部Wを有するクランクシャフトを製造する場合において、素材のピン部となる部分pとジャーナル部となる部分少なくとも一方の断面形状を、対応する保持型の円形孔部35,36の底部(36a)に当接させ、且つ、その保持型31の円形孔部36の開口部(36b)との間に隙間を生じさせる形状に成形して、素材の軸方向への加圧を開始する。
(もっと読む)
部分加熱加工装置及びそれを備えた順送型加工システム

【課題】部分加熱増肉加工により加工時間を短縮して生産性に優れた部分加熱加工装置及び順送型加工システムの提供。
【解決手段】基台10aとその上方に対向配置された上ホルダー17とを備え、上ホルダーは、その下方に、上ホルダーの上下方向の動きを水平方向の動きに変換してパンチ部材13,14を水平駆動させる縦押圧手段と、加熱手段を備えた上面支持部と、を連結し、上ホルダーを下降させることにより、連結された縦押圧手段及び上面支持部を下降させ、上面支持部と基台上に設けられた下面支持部とでワークを挟圧保持し、挟圧保持したワークの加熱予定部を、上面支持部及び/又は下面支持部に設けられた加熱手段によって加熱するとともに、縦押圧手段のカムスライド面によって動きを変換され水平駆動する横押圧手段の先端に設けられたパンチ部材をワーク方向に移動させ、ワークの左右外方から内方に押圧して、ワークの加熱予定部を加工する。
(もっと読む)
大きな軸受け座を備えたねじ山付きスピンドルの製作方法
【課題】大きな軸受け座若しくは大きな駆動ピン等を備えた、特に転造されたねじ山付きスピンドルを用意するために、より廉価な方法を提供する。
【解決手段】ほぼ全長にわたって外周面に少なくとも1つの螺旋状の溝が設けられた、長手方向に延在する鋼製の素材を準備し、素材の第1の長手方向範囲を加熱し、第1の長手方向範囲における素材の塑性変形に必要とされる力を、周辺温度での素材の塑性変形に必要とされる力未満に減少させ、素材を、第1のストッパと第2のストッパとの間で長手方向で不動に緊締し、この場合、第1のストッパと第2のストッパとの相対位置を、これらのストッパの間隔が短くなるように調節し、第1の長手方向範囲を長手方向に対して半径方向に膨らませ、素材を周辺温度に冷却し、半径方向に膨らまされた第1の長手方向範囲の領域で、素材を所望の最終形状に切削加工するステップを有しているようにした。
(もっと読む)
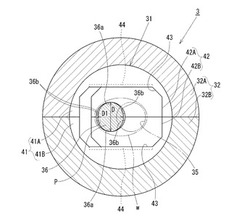
クランクシャフトの製造装置およびクランクシャフトの製造方法
【課題】簡単な構成で、クランクシャフトを容易に且つ確実に精度よく製造する。
【解決手段】予備成形された粗形材10のジャーナル部となる部分jを保持するジャーナル部保持型30と、ピン部となる部分pを保持するピン部保持型31と、ジャーナル部保持型30とピン部保持型31とを摺動可能に拘束するケース32と、粗形材10をその軸方向に加圧してウエブ部となる部分wをジャーナル部保持型30とピン部保持型31との間で潰して所定の厚さに所定のピッチで成形する軸方向加圧手段33とを備え、ジャーナル部保持型30とピン部保持型31の少なくとも一方は、ケース32の内周面に対して軸方向に移動可能に摺動する軸方向スライド41と、軸方向スライド41に保持されてケース32の径方向に移動可能に摺動する径方向スライド42とを備えている。
(もっと読む)
固着方法及び成形装置
【課題】クランクシャフト等の金属製部品の製造工程において、冷間鍛造を用いて金属製部品を成形すると同時に、簡易な構成により固着部品を固着することができる、固着方法及び成形装置を提供する。
【解決手段】浮動型30及び固定型12における棒状素材W1のウェッブ部に該当する部分には、カウンターウェイト51・51を配置する配置部31d・12cがそれぞれ形成され、配置部31d・12cにカウンターウェイト51・51を配置した状態で、棒状素材W1に対して軸方向に圧縮荷重を加えて、クランクシャフトC1を成形すると同時に、カウンターウェイト51・51の先端部を塑性流動しているウェッブ部に押込むことにより、カウンターウェイト51・51をクランクシャフトC1と固着して、クランクシャフトC1を成形する。
(もっと読む)
クランクシャフトの製造装置、及び、クランクシャフトの製造方法
【課題】多気筒のクランクシャフトの製造工程に冷間鍛造を用いて、コンパクトな装置構成でジャーナル部に対するピン部の偏芯量を確保することができ、かつ、作業効率及び生産性を向上させることが可能となる、クランクシャフトの製造装置、及び、クランクシャフトの製造方法を提供する。
【解決手段】クランクシャフトの製造装置100は、可動型20及び第一ジャーナル型30から第三ジャーナル型50を固定型10と平行な状態のままで固定型10に近接させることにより、各偏芯ブロックが棒状素材Wの軸方向に摺動し、それぞれの偏芯ブロックが第一ピン型60から第四ピン型90を棒状素材Wの軸方向と垂直な偏芯方向に押圧することにより、ピン部をジャーナル部である棒状素材Wの軸心から偏芯させて、クランクシャフトCを成形する。
(もっと読む)
クランクシャフトの製造方法、及び、クランクシャフトの製造装置
【課題】クランクシャフトの製造工程に冷間鍛造を用いて、ジャーナル部に対するピン部の偏芯量を大きく確保することができる、クランクシャフトの製造方法及び製造装置を提供する。
【解決手段】本発明に係るクランクシャフトの製造装置は、可動型10における可動型側保持部12よりも下側、固定型20における固定型側保持部22よりも上側のそれぞれに、丸棒状素材Wの中途部Wmが偏芯する際における、丸棒状素材Wの反偏芯方向側への変形を抑制する、可動型素材拘束部17、及び、固定型素材拘束部27が形成されており、浮動型30における挟持部32よりも上側には第一浮動型素材拘束部37aが、挟持部32よりも下側には第二浮動型素材拘束部37baが、丸棒状素材Wの中途部Wmが偏芯する際における、丸棒状素材Wの偏芯方向側への変形を抑制するために形成されている。
(もっと読む)
クランクシャフト粗形材の製造方法及び製造装置
【課題】長尺な棒材から割れを生じさせることなく多気筒用のクランクシャフト粗形材を製造すること。
【解決手段】長尺な棒材6を、その軸方向に沿って並ぶ複数の所定部位につき棒材6の上端部側から下端部側へ順次に据え込み鍛造を行うことにより、特定方向SDへ偏芯した複数のクランク部10a,10bを順次に成形すると共に、隣り合うクランク部10a,10bの間にジャーナル10eを成形する複数の工程を含む。ここで、据え込み鍛造は、棒材6の所定部位における半径方向への変形を特定方向SD以外の方向につき規制しながら棒材6に軸方向の圧縮荷重を加えることにより、棒材6を据え込み、所定部位を特定方向SDへ座屈させることである。
(もっと読む)
鍛造方法、鍛造品成形装置、及びトリポード型等速自在継手
【課題】ダレを小さくでき、重量が過大な素材が混入された場合でも、軸部の先端面とダイスの接触による加工荷重の上昇を回避でき、金型の寿命を向上させることが可能な鍛造方法、鍛造品成形装置、及びトリポード型等速自在継手を提供する。
【解決手段】材料としての予備成形品20Aを成形した後、閉塞鍛造金型30に予備成形品20Aを投入して、閉塞鍛造金型30にて製品を成形するものである。予備成形品20Aにおける製品の軸部17の先端面17aを構成する予備先端面に、製品16の軸部17の先端面17aの外周部におけるボス部側の肉減少を抑制するためのダレ抑制部65を形成する。予備成形品20Aを閉塞鍛造金型30に投入して、製品16を成形する際には、成形される軸部17の先端面17aと閉塞鍛造金型30のキャビテイ24との間に逃げ部26が形成されている。
(もっと読む)
鍛造方法、閉塞鍛造金型、及びトリポード型等速自在継手
【課題】ダイスに負荷する閉塞力を軽減することができ、大型サイズの製品であっても比較的小型の閉塞装置の使用が可能な鍛造方法及び閉塞鍛造金型を提供し、また、このような閉塞鍛造金型を用いて成形したトリポード部材を使用したトリポード型等速自在継手を提供する。
【解決手段】開閉可能なダイス11、12とこのダイス11、12内の材料を押圧するパンチ14、15とを備えた閉塞鍛造金型を用いて、ボス部18と、このボス部18から放射状に突設される軸部17とを有する製品(トリポード部材)16を成形する。ボス部18のダイス11、12側へのボス部軸方向の投影面積を、外径面をボス部軸心を中心とした一つの凸曲面とした際のダイス側へのボス部軸方向の投影面積よりも小さする。
(もっと読む)
プレス成形品、プレス成形品の製造方法および製造装置
【課題】山形状断面のプレス成形品の軽量化および製造コストの低減を図る。
【解決手段】互いに交差する方向に位置する一対の側壁部124,126と、側壁部124,126の端部同士を連結する頂部125とを有する山形状断面のプレス成形品120である。プレス成形品120においては、山形状断面の延びる方向Yの一部分132に関し、側壁部124,126および頂部125の板厚が、プレス成形によって、一部分132の周辺部136における側壁部124,126および頂部125の板厚より増大されている。
(もっと読む)
一体型クランク軸の成形装置
【課題】一体型クランク軸の成形時の材料流動を阻止でき、材料流動による金型の磨耗が少なく、成形した後の一体型クランク軸の機械加工時間も短くて済む一体型クランク軸の成形装置を提供する。
【解決手段】クロスヘッド1の下方に設けられ、そのクロスヘッド1の圧下に連動して互いに接近する水平方向に移動する一対の把持ダイス2と、その一対の把持ダイス2間に設けられ、下方に向け移動するピン部押し下げ用ポンチ3を備えた一体型クランク軸の成形装置であって、一対の把持ダイス2の把持面2a、ピン部押し下げ用ポンチ3の把持面3aのうち、少なくとも一組の把持面2a,3aに、成形時の丸棒素材eの材料流動を阻止する材料流動阻止手段4を設けた。
(もっと読む)
据え込み加工方法
【課題】ガイドの耐久性の向上を図れる据え込み加工方法を提供する。
【解決手段】ガイド20と受けダイ11と筒状の周壁部材30とを用い、棒状素材1の拡径予定部2をガイド20の挿通孔23内に配置するとともに、ガイド20の素材出口部24から突出する素材1の拡径予定部2を受けダイ11の受け面12で受ける。次いで、素材1の拡径予定部2を軸方向に加圧しながら、ガイド20を素材1の拡径予定部2の加圧方向とは反対方向に移動させるとともに、周壁部材30をガイド20の先端面22の素材出口部24を包囲するように当接させた状態でガイド20の動きに追従移動させる。これにより、ガイド20の先端面22と受けダイ11の受け面12と周壁部材の内周面とで形成された成形キャビティ17内において、ガイド20の先端面22と受けダイ11の受け面12との間に露出する素材1の拡径予定部2を拡径し、該拡径予定部2の材料を成形キャビティ17内に充填する。
(もっと読む)
据え込み加工方法及び据え込み加工装置
【課題】棒状の素材の膨出予定部を、その周方向の所定部位について膨出を抑制した状態で膨出でき、更に、膨出部が曲がった形状の据え込み加工品を製作できる据え込み加工方法を提供する。
【解決手段】素材1の非膨出予定部3を受けダイ11の保持孔12に挿通保持し、また素材1の膨出予定部2をガイド20の挿通孔21内に配置する。ガイド20の先端部には膨出抑制用突片部22が一体に設けられる。次いで、膨出予定部2をパンチ30で軸方向に加圧しながら、ガイド20をパンチ30の移動方向とは反対方向に移動させる。これにより、ガイド20の先端部と受けダイ11の受け面13との間に露出する膨出予定部2を、該膨出予定部2の厚さ方向の側面のガイド突片部22との当接部について膨出を抑制した状態で、径方向外側へ膨出させる。さらに、膨出予定部2を膨出させながら該膨出予定部2をその幅方向に曲げる。
(もっと読む)
据え込み加工方法及び据え込み加工装置
【課題】成形圧力を低減できる据え込み加工方法を提供する。
【解決手段】据え込み加工方法は、受けダイ11と、素材1の拡径予定部2を座屈阻止状態に且つ軸方向にスライド移動可能に挿通保持する挿通孔23が、基端から先端に貫通して設けられたガイド20と、を用い、受けダイ11の受け部13で素材1の拡径予定部2を受けるともに、素材1の拡径予定部2をガイド20の挿通孔23内に配置する工程と、素材拡径予定部の配置工程の後で、素材1の拡径予定部2を加圧手段30により軸方向に加圧しながらガイド20を素材1の拡径予定部2の加圧方向とは反対方向に移動させることにより、ガイド20の先端面21aと受けダイ11の受け部13との間に露出する素材1の拡径予定部2を拡径する工程と、を含む。拡径工程では、素材1の拡径予定部2におけるガイド20の先端部21に対応する部位2aを加熱手段40により局部的に加熱した状態で行う。
(もっと読む)
中空段付軸の成形装置
【課題】素材コストが低い中空素材を用いることができ、容易な操作で中空段付軸を成形できるようにする。
【解決手段】中実素材を軸方向両側から押圧する上型8及び下型9と、この上型と下型のそれぞれの軸心部に摺動可能に、かつ上型、下型の端面より突出可能にした上パンチ10及び下パンチ11と、上記上型と下型の間に位置され、上記中空段付軸の外周形状に沿うキャビティを有し、開閉可能にした成形型7と、この成形型を閉状態で型締めする型締め装置12とからなり、上記成形型を、上記キャビティの周方向に分割され、かつキャビティの軸直角方向に移動可能にした複数の分割片7a,7b,7cにて構成すると共に、各分割片を対向方向に移動した閉じ状態での外周形状を円錐台状にし、上記型締め装置を、内面形状が上記閉じ状態の成形型の外周に嵌合する円錐状に形成した筒体12aにて構成し、この筒体を成形体の外周面に嵌合するようにした。
(もっと読む)
成形部品の製造方法と装置
【課題】一体部品でありながら局部的又は連続的に材料強度を高め、軽量化も実現でき、3次元構造や板厚の制御も可能な成形部品の製造方法と装置を提供する。
【解決手段】鍛造型4,5間に挟持された金属板からなる成形素材Pの厚み方向に直交する方向から圧縮力を作用させ、成形素材Pに素材板厚t0より厚い増肉部Zを局部的又は連続的に鍛造成形する一方、増肉部Zが曲げ部3となるように成形素材Pをプレス成形して成形部品Wとし、この成形部品Wを用いて高剛性でかつ高強度な自動車のサスペンション部品などを製造することを特徴とする。
(もっと読む)
多節長尺材製造装置及び多節長尺材製造方法
【課題】非常に長い素材(長尺材)であっても容易に複数の節を形成できる多節長尺材製造装置を提供する。
【解決手段】多節長尺材製造装置10は、節13が形成される部分(節形成部分)12aが仮想円錐の頂点又はその近傍部分に位置するように、鉄筋12の長手方向の一部分12b(長手方向一端部)を把持して自転させずに円運動させる円運動機構20(本発明にいう円運動手段の一例である)と、節形成部分12aを挟んで一部分12bとは反対側の長手方向の他部分12cを把持して自転させずに節形成部分12aに向けて押し付ける押付機構90(本発明にいう押付手段の一例である)とを備えている。多節長尺材製造装置10を用いて鉄筋12に節13を形成するときは、上記のように鉄筋12の長手方向の一部分12bと他部分12cが自転しないので、鉄筋12自体も自転しない。
(もっと読む)
1 - 18 / 18
[ Back to top ]